自耗电极用焊接保护装置
文献发布时间:2023-06-19 11:17:41
技术领域
本发明属于焊接保护技术领域,具体涉及一种自耗电极用焊接保护装置。
背景技术
钛合金、锆合金以其优异的性能,使用范围越来越广。该类合金铸锭最经济的制备方法为真空自耗电弧熔炼方法,在熔炼之前首先需要将海绵钛或海绵锆与其他合金混合均匀后压制成电极块,再将电极块组焊成自耗电极。目前,电极块焊接一般采用以下两种方式:一种是采用等离子焊枪进行氩弧焊,但在氩气保护焊接时,由于钛、锆属于活波金属,钛在400℃以上,锆在200℃以上容易氧化,空气易与混入氩气中,致使产品焊接位置氧化;另一种是在真空焊箱内采用等离子焊枪进行焊接,焊接完毕后将真空焊箱打开后将焊接产品取出,虽然减少了焊接氧化面积,但是焊接过程繁琐不便,设备造价高,需要对真空焊箱不断的抽真空,而却需要进行水冷,使得真空焊箱内的焊接方式能耗大,致使电极棒制作能耗大,成本高,效率低,因此,针对上述问题,有必要进行改进。
发明内容
本发明解决的技术问题:提供一种自耗电极用焊接保护装置,通过在地面上设置内部安装有等离子自动焊机的地坑,并将与氩气气源连接的供气管道设于地坑内壁并由地坑底部向其内部充气,实现了在氩气保护环境下的自耗电极块在地坑内的自动焊接,解决了传统自耗电极块焊接方式存在的焊接处氧化面积大、能耗大且成本高的问题,提高了产品质量,能耗低,焊接效率高,无需抽真空,焊接视野好,保证焊接质量,运行成本低。
本发明采用的技术方案:自耗电极用焊接保护装置,包括设于地面上的地坑,所述地坑底面固定有用于对自耗电极块进行自动焊接的等离子自动焊机,所述地坑内设有与氩气气源连接并由地坑底部向其内部充气的供气管道,所述地坑内设有用于检测内部氩气含量的检测装置,并根据检测装置检测的氩气浓度调节供气管道上的流量阀完成供气管道中氩气供给流量的调节。
其中,所述检测装置为多个设于地坑内壁上不同高度位置处的氩气检测仪。
进一步地,所述地坑内壁上端和底部均安装有氩气检测仪。
进一步地,根据所述检测装置测得的地坑内壁上端位置处的氩气浓度信息手动调节流量阀完成供气管道中氩气供给流量的调节。
进一步地,所述流量阀采用电动流量阀,所述检测装置通过信号线与设于地坑外部的控制器连接,所述控制器根据检测装置反馈的地坑内壁上端位置处的氩气浓度信号控制电动流量阀完成供气管道内氩气流量的调节。
进一步地,所述地坑上方设有用于将自耗电极块吊入等离子自动焊机装夹位置处的天车。
进一步地,所述供气管道包括主管道和多个支路管道,所述主管道呈L形结构,所述主管道的竖直边顺着地坑侧壁布置而主管道的水平边沿着地坑底面一侧布置,所述支路管道上制有多个出气孔且铺设于地坑底面上的多个支路管道并联于主管道的水平边上,所述主管道上端与氩气气源端口连通,且用于控制氩气流量的流量阀位于地坑外部并设于主管道上。
进一步地,所述地坑的深度为2000mm—3000mm,所述地坑内侧壁以及底面均采用混凝土进行表面硬化处理。
进一步地,所述供气管道预埋于混凝土内,所述供气管道中铺设于地坑底面上的多个支路管道上的出气孔通过连接管引出地坑底面的混凝土层设置。
进一步地,所述地坑上端口四周均设有安全围栏。
本发明与现有技术相比的优点:
1、本技术方案通过在地面上设置内部安装有等离子自动焊机的地坑,并将与氩气气源连接的供气管道设于地坑内壁并由地坑底部向其内部充气,实现了在氩气保护环境下的自耗电极块在地坑内的自动焊接,解决了传统自耗电极块焊接方式存在的焊接处氧化面积大、能耗大且成本高的问题,提高了产品质量;
2、本技术方案采用多个设于地坑内壁上不同高度位置处的氩气检测仪,有利于对地坑内高度不同位置处的氩气浓度进行检测,保证自耗电极块焊接过程中所需的氩气浓度,从而确保自耗电极块的焊接质量;
3、本技术方案采用与氩气气源连接的主管道和多个铺设于地坑底面上且并联于主管道下端的支路管道,有利于氩气均匀分布于地坑内;
4、本技术方案通过在地坑上端口四周设置安全围栏,消除了由于地坑的设置而形成的安全隐患,保证操作人员的人身安全;
5、本技术方案结构简单,易于实施,能耗低,焊接效率高,无需抽真空,焊接视野好,保证焊接质量,运行成本低,具有较高的推广使用价值。
附图说明
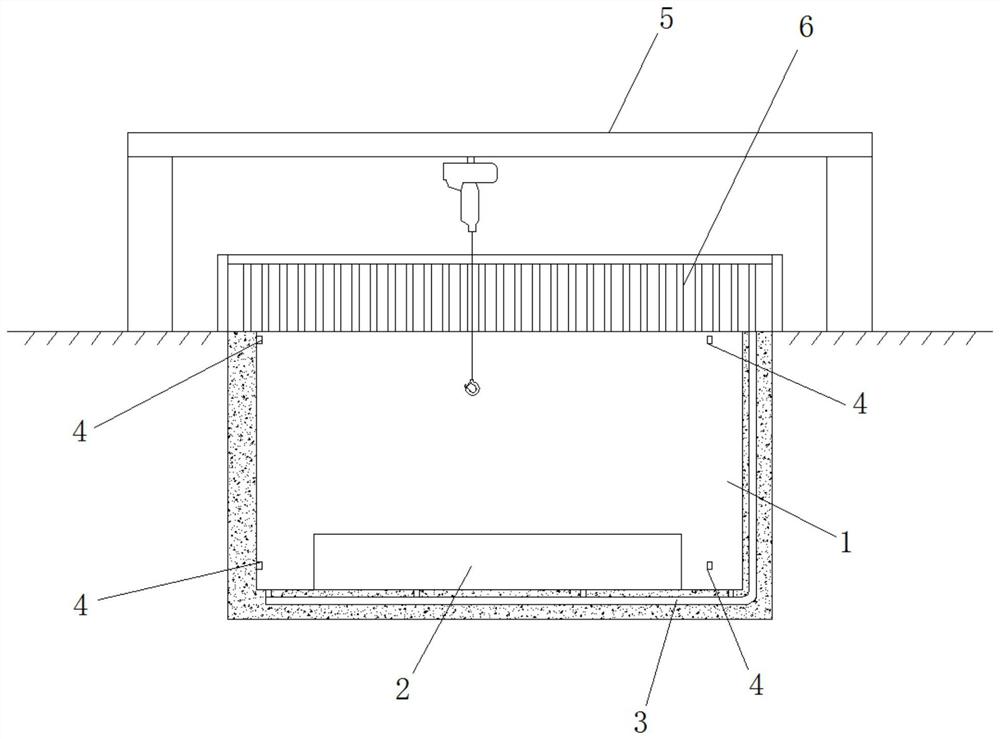
图1为本发明结构示意图;
图2为本发明供气管道结构简图。
具体实施方式
下面结合附图1-2描述本发明的一种实施例,从而对技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位,以特定的方位构造和操作,因此,不能理解为对本发明的限制。
自耗电极用焊接保护装置,包括设于地面上的地坑1,所述地坑1底面固定有用于对自耗电极块进行自动焊接的等离子自动焊机2,所述地坑1内设有与氩气气源连接并由地坑1底部向其内部充气的供气管道3,所述地坑1内设有用于检测内部氩气含量的检测装置,并根据检测装置检测的氩气浓度调节供气管道3上的流量阀完成供气管道3中氩气供给流量的调节;上述结构中,通过在地面上设置内部安装有等离子自动焊机2的地坑1,并将与氩气气源连接的供气管道3设于地坑1内壁并由地坑1底部向其内部充气,实现了在氩气保护环境下的自耗电极块在地坑1内的自动焊接,解决了传统自耗电极块焊接方式存在的焊接处氧化面积大、能耗大且成本高的问题,提高了产品质量,其中,等离子自动焊机2为现有技术,在此不做赘述;
检测装置具体如下:所述检测装置为多个设于地坑1内壁上不同高度位置处的氩气检测仪4;具体的,所述地坑1内壁上端和底部均安装有氩气检测仪4;上述结构中,采用多个设于地坑1内壁上不同高度位置处的氩气检测仪4,有利于对地坑1内高度不同位置处的氩气浓度进行检测,保证自耗电极块焊接过程中所需的氩气浓度,从而确保自耗电极块的焊接质量;
根据氩气检测仪4测得的地坑1内壁上端位置处的氩气浓度信息,可手动调节流量阀,也可自动调节流量阀,其中,手动调节方式如下:根据所述检测装置测得的地坑1内壁上端位置处的氩气浓度信息手动调节流量阀完成供气管道3中氩气供给流量的调节;流量阀的自动调节方式如下:所述流量阀采用电动流量阀,所述检测装置通过信号线与设于地坑1外部的控制器连接,所述控制器根据检测装置反馈的地坑1内壁上端位置处的氩气浓度信号控制电动流量阀完成供气管道3内氩气流量的调节;其中,当地坑1内壁上端位置处的氩气浓度达到所需氩气浓度要求时,供气管道3内的氩气流量减小,只需要小流量持续的向地坑1内充入氩气即可,当地坑1内壁上端位置以下的任意一个氩气检测仪4检测到氩气浓度未达到所需浓度要求时,则需要加大供气管道3中的氩气流量,直到地坑1内壁上端位置处的氩气检测仪4检测到氩气浓度合格后,方可切换到小流量下持续向地坑1内充入氩气的状态。
为了便于等离子自动焊机2在地坑1内的安装,利于将自耗电极块装入或取出地坑1,采用以下结构:所述地坑1上方设有用于将自耗电极块吊入等离子自动焊机2装夹位置处的天车5。
如图2所示,供气管道3的具体结构如下:所述供气管道3包括主管道3-1和多个支路管道3-2,所述主管道3-1呈L形结构,所述主管道3-1的竖直边顺着地坑1侧壁布置而主管道3-1的水平边沿着地坑1底面一侧布置,所述支路管道3-2上制有多个出气孔3-3且铺设于地坑1底面上的多个支路管道3-2并联于主管道3-1的水平边上,所述主管道3-1上端与氩气气源端口连通,且用于控制氩气流量的流量阀位于地坑1外部并设于主管道3-1上;上述结构中,采用与氩气气源连接的主管道3-1和多个铺设于地坑1底面上且并联于主管道3-1下端的支路管道3-2,有利于氩气均匀分布于地坑1内;
为了保证自耗电极块焊接质量以及安全可靠性,将所述地坑1的深度设为2000mm—3000mm,所述地坑1内侧壁以及底面均采用混凝土进行表面硬化处理。
供气管道3可以直接固定于地坑1内侧壁以及底面上的混凝土上,为了保证供气管道3的质量,也可以采用以下结构:所述供气管道3预埋于混凝土内,所述供气管道3中铺设于地坑1底面上的多个支路管道3-2上的出气孔3-3通过连接管引出地坑1底面的混凝土层设置。
为了保证操作人员的安全,消除由于地坑1的设置而形成的安全隐患,特采用以下结构:所述地坑1上端口四周均设有安全围栏6。
本技术方案结构简单,易于实施,能耗低,焊接效率高,无需抽真空,焊接视野好,保证焊接质量,运行成本低,具有较高的推广使用价值。
上述实施例,只是本发明的较佳实施例,并非用来限制本发明实施范围,故凡以本发明权利要求所述内容所做的等效变化,均应包括在本发明权利要求范围之内。
- 真空自耗炉用电极及焊接方法和真空自耗熔炼补缩的方法
- 炉内电极自动焊接的真空自耗炉