全包塑式电视机底座及全包塑式电视机底座的生产方法
文献发布时间:2023-06-19 11:24:21
技术领域
本申请涉及电视机配件相关技术领域,具体涉及一种全包塑式电视机底座及全包塑式电视机底座的生产方法。
背景技术
随着人们生活品质的不断提高,人们对家电的精致感和可靠性要求也越来越高。电视机作为一种必不可少的家电产品,其底座不仅需要漂亮精致的外观,而且还需要具有足够的强度来支撑电视机的重量。
现有技术中,底座包括用于和电视机连接的连接座部分和与连接座部分连接为一体式结构的支撑腿部分。底座分为铝合金底座和塑料底座,其中铝合金底座具有较好的强度,其支撑腿部分和连接座部分能够做到较细较薄,而且不易生锈,且比其它常用金属(比如钢板)具有更为美观的金属质感,但是铝合金材质的电视机底座生产成本很高、生产效率低,因为:铝合金底座在成型之后,为了提高表面质感,还需要表面打磨、抛光、然后再进行电镀或者喷漆等工序,生产条件恶劣,人工成本高,而且效率低,因打磨和抛光不好控制,因此生产出的产品报废率也高,进而造成成本高的问题,因此,只能用于高端电视机上。
另一种为塑料底座,其生产成本较低,但是塑料强度较差,为了具有足够的强度支撑电视机,其支撑腿部分和连接座部分做的较粗或较厚,或者需要增加加强筋结构,这样导致精致感较差,通常用于低端电视机上。
因此,如何既能保证电视机底座具有较高的强度和精致感,又能避免采用铝合金材质而造成成本较高的问题,成为本领域技术人员所要解决的重要技术问题。
发明内容
本发明的目的在于提供一种全包塑式电视机底座,其能够在具备较高的强度的基础上,做到比现有技术中的塑料电视机底座具有较细更薄的尺寸,生产成本比现有技术中的铝合金电视机底座更低。本发明还提供了一种全包塑式电视机底座的生产方法。
为实现上述目的,本发明提供了以下技术方案:
本发明提供了一种全包塑式电视机底座,包括:
金属内架体,包括第一支撑腿部和用于与电视机相连接的第一连接座部,且所述第一支撑腿部与所述第一连接座部为一体式结构;
第一注塑件,设置有定位结构,所述金属內架体通过所述定位结构定位连接在所述第一注塑件上;
第二注塑件,所述第一注塑件与所述第二注塑件通过注塑方式连接为一体式结构,且所述第一注塑件和所述第二注塑件对接形成能够将所述金属內架体完全包覆的结构。
优选地,所述金属内架体为通过冲压形成的钢板结构或压铸成型的合金结构。
优选地,所述定位结构为设置在所述第一注塑件上的定位凹槽或定位凸起,所述金属内架体上设置有与所述第一注塑件上的定位凹槽相配合的定位凸起或者与所述第一注塑件上的定位凸起相配合的定位凹槽。
优选地,所述第一注塑件上的所述定位凹槽或所述定位凸起设置在:
与所述第一连接座部相对应的位置;和/或,与所述第一支撑腿部相对应的位置。
优选地,所述第一注塑件包括与所述第一支撑腿部相对应的第二支撑腿部和与所述第一连接座部相对应的第二连接座部,所述第二支撑腿部与所述第二连接座部为注塑形成的一体式结构;所述第二注塑件包括与所述第一支撑腿部相对应的第三支撑腿部和与所述第一连接座相对应的第三连接座部,所述第三支撑腿部与所述第三连接座部为注塑形成的一体式结构;所述定位结构为设置在所述第二支撑腿部且沿所述第二支撑腿部延伸的凹槽结构,所述第一支撑腿部能够对应插入所述第二支撑腿部的凹槽结构内。
优选地,所述第一注塑件和所述第二注塑件为不同颜色或不同材料的注塑件。
本发明还提供了一种全包塑式电视机底座的生产方法,包括:
形成金属内架体,注塑形成第一注塑件,且第一注塑件上形成有用于定位所述金属内架体的定位结构;
通过所述定位结构将金属内架体固定安装在所述第一注塑件上;
将金属内架体和所述第一注塑件一起放入注塑模具中、以通过所述第一注塑件将所述金属內架体定位在所述注塑模具中;
注塑形成第二注塑件,且所述第一注塑件与所述第二注塑件通过注塑连接为一体式结构,第一注塑件与第二注塑件共同将所述金属内架体完全包覆。
优选地,注塑形成的所述第一注塑件上具有定位凹槽或定位凸起,金属内架体上具有与所述第一注塑件上的定位凹槽相适配的定位凸起或与所述第一注塑件上的定位凸起相适配的定位凹槽。
优选地,注塑形成的所述第一注塑件上具有供所述钢制内架体插入的凹槽结构,所述凹槽结构形成所述定位结构。
优选地,所述金属内支架通过钢板冲压形成或通过铝合金压铸形成。
本发明还提供了一种全包塑式电视机底座的生产方法,包括:
形成金属内架体,通过双色注塑机注塑形成第一注塑件,且第一注塑件上形成有用于定位金属内架体的定位结构;
双色注塑机完成第一注塑件的注塑后,模具开模,双色注塑机的动模侧转盘旋转180°后,通过定位结构将金属内架体固定在第一注塑件上,将第一注塑件模具的型芯侧与第二注塑件模具的型腔侧相配合;
双色注塑机合模进行二次注塑,以注塑形成第二注塑件,且第一注塑件与第二注塑件通过注塑连接为一体式结构,第一注塑件与第二注塑件共同将金属内架体完全包覆。
本发明提供的技术方案中,全包塑式电视机底座包括第一注塑件、第二注塑件及金属内架体,其中,金属内架体被包覆在第一注塑件和第二注塑件之内,而且第一注塑件和第二注塑件是通过注塑工艺连接为一体式结构。需要说明的是,本发明设置了两个注塑件,第一注塑件设置有定位结构,金属内架体通过定位结构固定安装在第一注塑件上之后,能够将第一注塑件和金属内架体共同放入到注塑模具中进行二次注塑,形成与第一注塑件为一体式结构的第二注塑件,而且第一注塑件和第二注塑件共同实现了将金属内架体包覆在内。由于第一注塑件上设置有定位结构,金属内架体能够定位在第一注塑件上,放入注塑模具中时,第一注塑件同时能够起到支撑金属内架体的作用,以便二次注塑形成第二注塑件。如果没有第一注塑件,金属内架体则无法被悬空在注塑模具的模腔中,也就无法通过注塑将金属内架体完全包覆。需要说明的是,本发明提供的技术方案不具体限定第一注塑件的形状、重量、大小及数量,只需其能够将金属内架体进行定位,并能够支撑在注塑磨具的模腔中,并能够与第二注塑件注塑形成能够将金属内架体完全包覆的一体式结构的电视机底座即可。而本发明提供的电视机底座结构,具有两个注塑件,第一注塑件同时起到将金属内架体支撑在模腔中的作用,如此能够实现通过注塑件对金属内架体的完全包覆。如此设置,本发明提供的电视机底座,在批量生产时,能够大大节省成本,而且其具有金属内架体,强度足够大,金属内架体也不需要进行表面打磨、抛光、电镀或喷漆等工艺处理,生产成本低,在不需借助加强筋的情况下就具有足够的强度,同时尺寸上能够做到比塑料材质的电视机底座更细更薄,具有较强的精致感。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是本发明实施例中第一注塑件结构示意图;
图2是本发明实施例中金属内架体结构示意图;
图3是本发明实施例中第一注塑件和金属内架体连接结构示意图;
图4是本发明实施例中第二注塑件结构示意图;
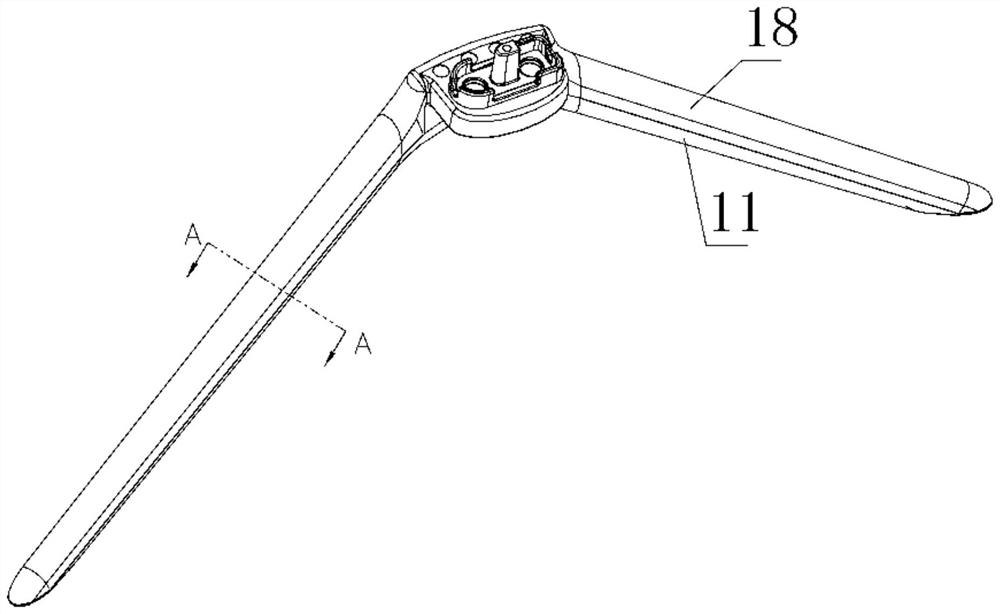
图5是本发明实施例中电视机底座整体结构示意图;
图6是图5的A-A截面示意图;
图7是本发明实施例中第一注塑件和金属内架体放入注塑模具中的结构示意图;
图8是图7中A部放大示意图。
图1-图8中:
11-第一注塑件,12-第二支撑腿部,13-凹槽结构,14-第二连接座部,15-第一连接座部,16-第一支撑腿部,17-金属内架体,18-第二注塑件,19-第三连接座部,20-第三支撑腿部,21-型芯,22-型腔,23-热流道进胶口,24-定位凸起。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
本具体实施方式的目的在于提供一种全包塑式电视机底座,其能够在具备较高的强度的基础上,做到比现有技术中的塑料电视机底座具有较细更薄的尺寸,生产成本比现有技术中的铝合金电视机底座更低。本具体实施方式还提供了一种全包塑式电视机底座的生产方法。
以下,参照附图对实施例进行说明。此外,下面所示的实施例不对权利要求所记载的发明内容起任何限定作用。另外,下面实施例所表示的构成的全部内容不限于作为权利要求所记载的发明的解决方案所必需的。
请参阅图1-图8,本具体实施方式提供的全包塑式电视机底座,包括金属内架体17、第一注塑件11和第二注塑件18三部分。
其中,由于钢材具有成本低、强度高的特点,因此,本实施例中的金属内架体17的材料优选为钢材,金属内架体17具体可以通过板材冲压形成。当然,在其它实施例中也可采用合金材质并通过其它工艺成型,比如通过压铸工艺。金属内架体17包括第一支撑腿部16和第一连接座部15,其中第一支撑腿部16可以具体为两个,第一连接座部15设置在两个支撑腿部之间且三者为一体式结构,第一连接座部15用于和电视机本体相连接,具体可在第一连接座部15冲压形成连接孔,通过插装在连接孔内的连接件与电视机本体相连接。
本实施例中第一注塑件11为注塑形成的塑料件,其设置有定位结构,金属內架体17通过定位结构能够定位连接在第一注塑件11上。第二注塑件18也为注塑形成的塑料件,注塑形成第二注塑件18的过程中可以同时与第一注塑件11注塑为一体式结构,而且第一注塑件11和第二注塑件18对接形成能够将金属內架体完全包覆的结构。
需要说明的是,本实施例设置了两个注塑件,第一注塑件11设置有定位结构,金属内架体17通过定位结构固定安装在第一注塑件11上之后,能够将第一注塑件11和金属内架体17共同放入到注塑模具中进行二次注塑,形成与第一注塑件11为一体式结构的第二注塑件18,而且第一注塑件11和第二注塑件18共同实现了将金属内架体17包覆在内。由于第一注塑件11上设置有定位结构,金属内架体17能够定位在第一注塑件11上,放入注塑模具中时,第一注塑件11同时能够起到支撑金属内架体17的作用,以便二次注塑形成第二注塑件18。如果没有第一注塑件11,金属内架体17则无法被悬空在注塑模具的模腔中,也就无法通过注塑将金属内架体17完全包覆。而本实施例提供的电视机底座结构,具有两个注塑件,第一注塑件11同时起到将金属内架体17支撑在模腔中的作用,如此能够实现通过注塑件对金属内架体17的完全包覆。第二注塑件18的注塑状态如图7和图8所示,注塑模具具有型腔22和型芯21,将第一注塑件和金属内架体17放入注塑模具的型腔22内之后,通过热流道进胶口向型腔22内注入液态塑料,以形成第二注塑件18。
如此设置,本实施例提供的电视机底座,在批量生产时,能够大大节省成本,而且其具有金属内架体17,强度足够大,金属内架体17不需要进行表面打磨、抛光、电镀或喷漆工艺处理,生产成本低,在不需借助加强筋的情况下就具有足够的强度,同时尺寸上能够做到比塑料材质的电视机底座更细更薄,具有较强的精致感。
需要说明的是,本发明提供的技术方案不具体限定第一注塑件11的形状、重量、大小及数量,只需其能够将金属内架体17进行定位,并能够支撑在注塑磨具的模腔中,并能够与第二注塑件18注塑形成能够将金属内架体17完全包覆的一体式结构的电视机底座即可。
本实施例中,上述定位结构可具体为设置在第一注塑件11上的定位凸起24,如图8所示,金属内架体17上相对应地设置有定位凹槽,定位凸起24与定位凹槽相配合,如此实现了第一注塑件11与金属内架体17之间的定位。当然,在其它实施例中,上述定位结构也可具体为设置在第一注塑件11上的定位凹槽,而相应地定位凸起则设置在金属内架体17上。
另外,需要说明的是,图8中,将定位凸起24设置在了第一注塑件11与金属内架体17的第一连接座部相对应的位置,在其它实施例中,也可将定位凸起或定位凹槽设置在其它位置,比如,可以设置在第一注塑件11与第一支撑腿部相对应的位置,或者,同时设置在第一注塑件11与第一连接座部相对应的位置和与第一支撑腿部相对应的位置,具体可根据实际情况具体设定。
在本方案的另一实施例中,如图1所示,第一注塑件11包括注塑为一体结构的第二支撑腿部12和第二连接座部14,其中第二支撑腿部12和金属内架体17的第一支撑腿部16相对应,第二连接座部14与金属内架体17的第一连接座部15相对应;第二注塑件18包括与第一支撑腿部16相对应的第三支撑腿部20和与第一连接座相对应的第三连接座19部,第三支撑腿部20与第三连接座19部为注塑形成的一体式结构。即金属内架体17、第一注塑件11和第二注塑件18三者在形体结构上是相同的,而且第一注塑件11和第二注塑件18注塑为一体式结构后,能够完全将金属内架体17的各个部分对应包覆完全。在此基础上,第一注塑件11的定位结构可以设置为沿第二支撑腿部12延伸的凹槽结构13,即在第一注塑件11的第二支撑腿部12上设置有凹槽结构13,且凹槽结构13的延伸方向与第二支撑腿部12的延伸方向一致,如图1所示。金属内架体17的第一支撑腿部16能够对应插入到凹槽结构13内,凹槽结构13的宽度能够夹紧第一支撑腿部16即可。如此设置,凹槽结构13能够局部包覆住金属内架体17,而且能够实现金属内架体17的定位,在注塑第二注塑件18时,通过第二注塑件18将凹槽结构13完全密封即可。
另外,需要说明的是,本实施例提供的电视机底座,与现有技术不同的是,可以将一体结构的电视机底座做成不同颜色或者采用不同的材料,进一步提高质感。比如,第一注塑件11和第二注塑件18在注塑时可采用不同颜色的原料,最终形成的产品也具有两种不同的颜色。当然,在其它实施例中第一注塑件11与第二注塑件18也可为同一种颜色和材料。
本具体实施方式还提供了一种全包塑式电视机底座的生产方法,包括:
形成金属内架体17,注塑形成第一注塑件11,且第一注塑件11上形成有用于定位金属内架体17的定位结构;
通过定位结构将金属内架体17固定安装在第一注塑件11上;
将金属内架体17和第一注塑件11一起放入注塑模具中、以通过第一注塑件11将金属內架体定位在注塑模具中;
注塑形成第二注塑件18,且第一注塑件11与第二注塑件18通过注塑连接为一体式结构,第一注塑件11与第二注塑件18共同将金属内架体17完全包覆,如图7和图8所示,注塑模具具有型腔22和型芯21,将第一注塑件和金属内架体17放入注塑模具的型腔22内之后,通过热流道进胶口向型腔22内注入液态塑料,以形成第二注塑件18。
需要说明的是,上述定位结构可以为定位凹槽或定位凸起,具体可以参照上述具体实施方式中第一注塑件11的定位凸起24,此处不再进行赘述。同样,上述方法中的金属内架体17也可为冲压形成的钢板结构或压铸形成的合金结构。
如此设置,本发明提供的全包塑式电视机底座的生产方法,能够通过简单方法即可实现将金属内架体17完全包覆在内,克服了金属内架体17如何悬空在模腔中的难题。在批量生产时,能够大大节省成本,而且其具有金属内架体17,强度足够大,金属内架体17不需要进行表面处理工艺,生产成本更低,在不需借助加强筋的情况下就具有足够的强度,同时尺寸上能够做到比塑料材质的电视机底座更细更薄,具有较强的精致感。
需要说明的是,本发明提供的全包塑式电视机底座的生产方法,还可以通过双色注塑机实现,具体步骤包括:
形成金属内架体,通过双色注塑机注塑形成第一注塑件,且第一注塑件上形成有用于定位金属内架体的定位结构;
双色注塑机完成第一注塑件的注塑后,模具开模,双色注塑机的动模侧转盘旋转180°后,将金属内架体放入模腔,并通过定位结构将金属内架体固定在第一注塑件上,将第一注塑件模具的型芯侧与第二注塑件模具的型腔侧相配合;
双色注塑机合模进行二次注塑,以注塑形成第二注塑件,且第一注塑件与第二注塑件通过注塑连接为一体式结构,第一注塑件与第二注塑件共同将金属内架体完全包覆。
采用双色注塑机进行生产,可以生产两种不同颜色或材料的包覆外壳,当然,也可生产同种颜色或同种材料的包覆外壳,具体可根据实际情况设定。
可以理解的是,上述各实施例中相同或相似部分可以相互参考,在一些实施例中未详细说明的内容可以参见其他实施例中相同或相似的内容。本发明提供的多个方案包含本身的基本方案,相互独立,并不互相制约,但是其也可以在不冲突的情况下相互结合,达到多个效果共同实现。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 全包塑式电视机底座及全包塑式电视机底座的生产方法
- 包塑式电视机底座及其磁悬浮式注塑模具