一种大型工件的镗孔自动进给系统及其调节方法
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及镗床机械加工技术领域,更具体地说是一种大型工件的镗孔自动进给系统及其调节方法。
背景技术
镗削是机械冷加工重要的工序之一,该加工工序要求操作工通过手动敲击来调整刀具进给量,这种传统的镗孔进给调整方法不仅给操作工带来了诸多麻烦,而且影响工件的镗削质量。
当前的加工方法为:一种是采用转动工件两头分别用镗头加工。这种加工方法虽然简单,但保证不了同轴度的公差要求;另一种是一端用镗头加工,尾端在镗杆上固定一个刀架,加工端面与切槽使镗杆,转两圈停车,手动进刀一次,每次进刀0.10mm,如加工32SH-13中开泵尾部端面,镗杆转数40/分,切削距离65mm,每次进刀量0.1mm,进刀次数高达650次,每次切削和进刀按6秒计算,切削一次就需65分钟。这种加工方法虽然能保证公差要求,但是效率太低,操作者需付出很大的劳动强度。而针对7E964横轭这类大型方形工件,由于其体积和质量较大,而且孔系复杂精度要求高,因此镗孔难度较高,使用手动进刀,刀痕不均匀致使表面粗糙度不易达标。
发明内容
1.发明要解决的技术问题
针对传统的手动镗孔进给调整方法影响工件加工精度及加工效率,本发明提出一种大型工件的镗孔自动进给系统及其调节方法,包括镗杆本体,所述镗杆本体的另一端沿其径向横向开设有镗刀安装孔,所述镗刀安装孔内横向插入有镗刀,所述镗杆本体内还设置有传动装置,通过传动装置自动控制镗刀进给量,以对工件进行切削加工,通过对镗床镗杆的优化设计,使其在功能上更加丰富,因而在使用上更加方便,高效。
2.技术方案
为达到上述目的,本发明提供的技术方案为:
一种大型工件的镗孔自动进给系统,包括镗杆本体,所述镗杆本体一端呈锥柄状,并连接在镗床主轴上,以带动镗杆本体旋转;所述镗杆本体的另一端沿其径向横向开设有镗刀安装孔,所述镗刀安装孔内横向插入有镗刀,所述镗杆本体内还设置有传动装置,所述传动装置用于驱动镗刀横向移动,通过镗杆本体旋转,从而带动镗刀做旋转运动,并能够通过传动装置自动控制镗刀进给量,以对工件进行切削加工,从而优化了镗床镗杆结构,并解决了使用传统手动镗孔进给调整方法时,影响工件加工精度及加工效率等问题。
进一步的技术方案,所述镗杆本体的下端还设置有压紧装置,所述压紧装置包括旋转螺母和压紧螺丝,所述旋转螺母置于镗杆本体内部,所述旋转螺母的上表面与镗刀下表面相接触,所述旋转螺母的下部为半圆弧状,并与镗杆本体内侧壁相接触;所述压紧螺丝从镗杆本体的下端开设的压紧螺丝安装孔竖向插入,并穿出旋转螺母,所述压紧螺丝上端与镗刀下表面相接触,所述旋转螺母用于控制压紧螺丝压紧或者放松镗刀,从而预防镗刀切削工件过程中发生位移,影响工件的加工精度。
进一步的技术方案,所述旋转螺母后端外接有直流电源II,从而自动控制旋转螺母带动压紧螺丝压紧或者放松镗刀。
进一步的技术方案,所述传动装置包括伺服电机,所述伺服电机后端外接有直流电源I;所述伺服电机两侧对称设置有传动装置安装板,所述安装板固定安装在镗杆本体内部设置的传动装置安装座上;所述伺服电机的传动轴上同轴连接有齿轮轴,所述齿轮轴横向穿入镗刀中部水平开设的镗孔内,所述镗孔的上、下表面对称设置有齿条,所述齿轮轴与齿条相啮合,通过伺服电机控制齿轮轴的运转方向和运转圈数,进而带动啮合在其上的镗刀进行进给调节。
进一步的技术方案,所述传动装置内还设置有蓝牙收发装置,所述蓝牙收发装置用于无线发送和接手操控指令,以控制伺服电机上传动轴的运转方向和运转圈数;所述伺服电机和蓝牙收发装置均通过外接直流电源I供电。
一种大型工件的镗孔自动进给系统的调节方法,包括如下步骤:
步骤一、反馈调节:由机床操控系统发送信号给传动装置,从而通过蓝牙收发装置控制伺服电机的运转方向和运转圈数,进而控制齿轮轴与镗刀内的齿条配合带动镗刀进行进给调节;
步骤二、控制工件的加工精度:通过直流电源II给旋转螺母供电,以控制压紧螺丝压紧或者放松镗刀;
步骤三、负反馈调节:压紧装置反馈压紧螺丝状态给传动装置,传动装置进一步反馈镗刀当前进给状态至机床操控系统,从而调整镗刀进给方向和进给量。
3.有益效果
采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
(1)本发明的一种大型工件的镗孔自动进给系统及其调节方法,包括镗杆本体,所述镗杆本体一端呈锥柄状,并连接在镗床主轴上,以带动镗杆本体旋转,所述镗杆本体的另一端沿其径向横向开设有镗刀安装孔,所述镗刀安装孔内横向插入有镗刀,所述镗杆本体内还设置有传动装置,通过传动装置自动控制镗刀进给量,以对工件进行切削加工,从而优化了镗床镗杆结构,提高了工件加工精度及加工效率;
(2)本发明的一种大型工件的镗孔自动进给系统及其调节方法,所述镗杆本体的下端还设置有压紧装置,所述压紧装置包括旋转螺母和压紧螺丝,所述旋转螺母置于镗杆本体内部,所述压紧螺丝从镗杆本体的下端开设的压紧螺丝安装孔竖向插入,并穿出旋转螺母,以控制压紧螺丝压紧或者放松镗刀,从而预防镗刀切削工件过程中发生位移,影响工件的加工精度;
(3)本发明的一种大型工件的镗孔自动进给系统及其调节方法,所述旋转螺母后端外接有直流电源II,从而自动控制旋转螺母带动压紧螺丝压紧或者放松镗刀;
(4)本发明的一种大型工件的镗孔自动进给系统及其调节方法,所述传动装置包括伺服电机,所述伺服电机后端外接有直流电源I,所述伺服电机通过其两侧对称设置有传动装置安装板定安装在镗杆本体内部设置的传动装置安装座上,所述伺服电机的传动轴上同轴连接有齿轮轴,所述齿轮轴与镗刀中部水平开设的镗孔内设置的齿条相啮合,通过伺服电机控制齿轮轴的运转方向和运转圈数,进而带动镗刀进行进给调节;
(5)本发明的一种大型工件的镗孔自动进给系统及其调节方法,所述传动装置内还设置有蓝牙收发装置,所述蓝牙收发装置用于无线发送和接手操控指令,以控制伺服电机上传动轴的运转方向和运转圈数。
附图说明
图1为本发明的镗孔自动进给系统工作状态结构示意图;
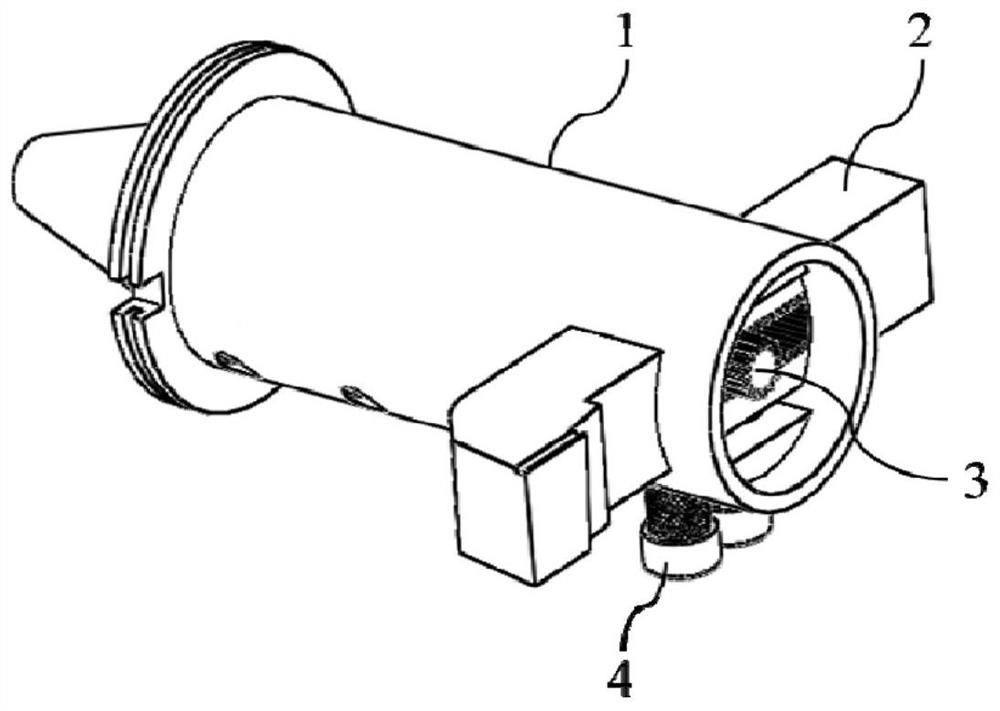
图2为本发明的镗孔自动进给系统中镗杆本体立体结构示意图;
图3为图2中镗杆本体内部结构示意图;
图4为本发明的镗孔自动进给系统中传动装置啮合镗刀传动状态示意图;
图5为本发明的镗孔自动进给系统中镗刀立体结构示意图;
图6为本发明的镗孔自动进给系统中传动装置立体结构示意图;
图7为本发明的镗孔自动进给系统中压紧装置立体结构示意图;
图8为本发明的镗孔自动进给系统架构图;
图9为本发明的镗孔自动进给系统工作流程图。
图中:1-镗杆本体;2-镗刀;3-传动装置;4-压紧装置;11-镗刀安装孔;12-传动装置安装座;13-压紧螺丝安装孔;21-镗孔;22-齿条;31-传动装置安装板;32-伺服电机;33-直流电源I;34-蓝牙收发装置;35-齿轮轴;41-压紧螺丝;42-旋转螺母;43-直流电源II。
具体实施方式
为进一步了解本发明的内容,结合附图对发明作详细描述。
实施例1
本实施例的一种大型工件的镗孔自动进给系统,如图1所示,包括镗杆本体1,所述镗杆本体1一端呈锥柄状,并连接在镗床主轴上,以带动镗杆本体1旋转;如图2所示,所述镗杆本体1的另一端沿其径向横向开设有镗刀安装孔11,所述镗刀安装孔11内横向插入有镗刀2,所述镗杆本体1内还设置有传动装置3,所述传动装置3用于驱动镗刀2横向移动;如图1、7所示,所述镗杆本体1的下端还设置有压紧装置4,所述压紧装置4包括旋转螺母42和压紧螺丝41,所述旋转螺母42置于镗杆本体1内部,所述旋转螺母42的上表面与镗刀2下表面相接触,所述旋转螺母42的下部为半圆弧状,并与镗杆本体1内侧壁相接触;如图3所示,所述压紧螺丝41从镗杆本体1的下端开设的压紧螺丝安装孔13竖向插入,并穿出旋转螺母42,所述压紧螺丝41上端与镗刀2下表面相接触,所述旋转螺母42后端外接有直流电源II43,所述旋转螺母42用于控制压紧螺丝41压紧或者放松镗刀2,从而预防镗刀切削工件过程中发生位移,影响工件的加工精度。
本实施例中,通过机床操控系统发送信号,从而控制镗床主轴带动镗杆本体1旋转,从而带动镗刀2做旋转运动,并能够通过传动装置3自动控制镗刀2进给量,以对工件进行切削加工,从而优化了镗床镗杆结构,并解决了使用传统手动镗孔进给调整方法时,影响工件加工精度及加工效率等问题。
实施例2
本实施例的一种大型工件的镗孔自动进给系统,基本结构同实施例1,不同和改进之处在于:如图3、6所示,所述传动装置3包括伺服电机32,所述伺服电机32后端外接有直流电源I33;所述伺服电机32两侧对称设置有传动装置安装板31,所述安装板31固定安装在镗杆本体1内部设置的传动装置安装座12上;如图4~5所示,所述伺服电机32的传动轴上同轴连接有齿轮轴35,所述齿轮轴35横向穿入镗刀2中部水平开设的镗孔21内,所述镗孔21的上、下表面对称设置有齿条22,所述齿轮轴35与齿条22相啮合,通过伺服电机32控制齿轮轴35的运转方向和运转圈数,进而带动啮合在其上的镗刀2进行进给调节。
进一步的,所述传动装置3内还设置有蓝牙收发装置34,所述蓝牙收发装置34用于无线发送和接手操控指令,以控制伺服电机32上传动轴的运转方向和运转圈数;所述伺服电机32和蓝牙收发装置34均通过外接直流电源I33供电。
实施例3
本实施例的一种大型工件的镗孔自动进给系统的调节方法,基本结构同实施例2,不同和改进之处在于:如图8~9所示,包括如下步骤:
步骤一、反馈调节:由机床操控系统发送信号给传动装置3,从而通过蓝牙收发装置34控制伺服电机32的运转方向和运转圈数,进而控制齿轮轴35与镗刀2内的齿条22配合带动镗刀2进行进给调节;
步骤二、控制工件的加工精度:通过直流电源II43给旋转螺母42供电,以控制压紧螺丝41压紧或者放松镗刀2;
步骤三、负反馈调节:压紧装置4反馈压紧螺丝41状态给传动装置3,传动装置3进一步反馈镗刀2当前进给状态至机床操控系统,从而调整镗刀2进给方向和进给量。
本实施例中,操作工输入镗刀2进给参数至机床控制面板,再将镗刀2进给参数转化为电信号至蓝牙收发装置34,所述蓝牙收发装置34将电信号进行无线传输至镗刀2进给控制面板,从而将电信号转化为伺服电机32可识别的电信号传输至伺服电机32,以控制压紧螺丝41松紧,进而控制镗刀2进给;以上步骤均可将镗刀2进给状态进行负反馈调节,以将结果最终反馈至操作工。
以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
- 一种大型工件的镗孔自动进给系统及其调节方法
- 一种大型工件的镗孔自动进给系统