基于机器的三维(3D)对象缺陷检测
文献发布时间:2023-06-19 11:32:36
技术领域
本公开涉及制造定制产品的领域,并且尤其涉及检测定制的三维(3D)打印产品的内部体积内、表面上和界面上的缺陷,以及检测在3D打印对象上形成的壳体上的缺陷。
背景技术
对于某些应用,定制产品可以使用三维(3D)打印系统和方法来制造。3D打印产品可能包含由于制造机器或周围环境的瑕疵而导致的各种缺陷。缺陷可能是例如由振动、树脂中被困的气泡、激光功率波动和/或其他与机器相关的因素导致的。
3D打印对象的内部体积内的缺陷、3D打印对象的表面上的缺陷以及3D打印对象的表面到内部体积的界面处的缺陷都可能使得3D打印对象不适合其预期目的。检测此类缺陷的标准技术是通过手动检查或由人来进行检查。然而,这样的检查程序是高度主观的,并且经常导致大量的假阳性缺陷确定和假阴性缺陷确定二者。结果,没有明显缺陷的3D打印对象被扔掉或改变用途,而具有明显缺陷的3D打印对象被忽略,这可能导致3D打印对象在使用期间发生故障或破裂。
另外,3D打印模具可以被用于形成诸如正畸矫正器(aligner)等的壳体。这样的壳体可以在3D打印模具上形成(例如,热成型)。这样的壳体也容易出现缺陷,该缺陷可能包括从3D打印模具转移来的缺陷。
附图说明
在附图的图中通过示例而非限制的方式示出了本公开,在附图中,相同的附图标记指示相似的元素。应当注意,在本公开中对“一(a)”或“一个(one)”实施例的不同引用不一定是同一实施例,并且这样的引用意味着至少一个。
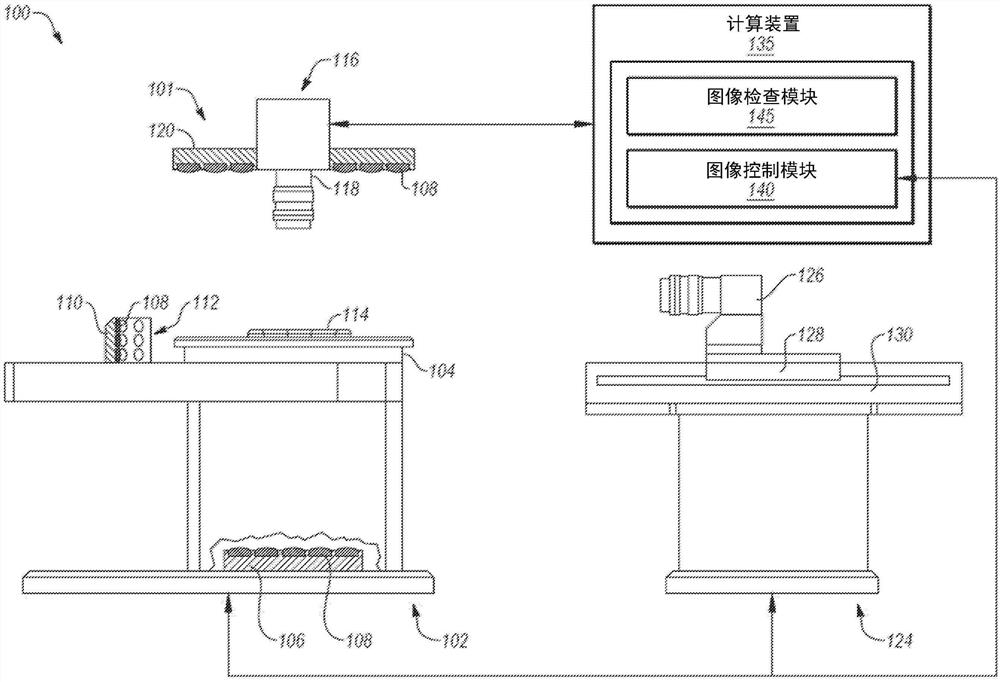
图1A示出了根据一个实施例的执行三维(3D)打印对象和/或壳体的自动缺陷检测的成像缺陷检测系统的一个实施例。
图1B示出了根据一个实施例的捕获3D打印对象和/或壳体的图像的成像系统的一个实施例的3D视图。
图1C示出了根据实施例的在3D对象周围的点图案。
图2A示出了根据一个实施例的执行3D打印对象和/或壳体的自动缺陷检测的成像缺陷检测系统的一个实施例。
图2B示出了根据一个实施例的执行3D打印对象和/或壳体的自动缺陷检测的成像缺陷检测系统的一个实施例。
图3A示出了根据一个实施例的用于检测3D打印对象中的制造缺陷的方法的流程图。
图3B示出了根据一个实施例的确定与3D打印对象相关联的标识符(ID,identifier)的方法的流程图。
图4示出了根据一个实施例的确定用于捕获3D打印对象的图像的第一照明的方法的流程图。
图5示出了根据一个实施例的检测3D打印对象的严重缺陷(gross defect)的方法的流程图。
图6示出了根据一个实施例的处理由成像系统捕获的图像以检测3D打印对象中的分层缺陷(layering defect)的方法的流程图。
图7示出了根据一个实施例的包括由3D打印工艺产生的层的3D打印对象。
图8A示出了根据一个实施例的由图1A、1B、2A和/或2B中描绘的成像系统生成的3D打印对象的图像。
图8B示出了根据一个实施例的图8A中所示的3D打印对象的特定区域(distinctregion)的分解图,在该特定区域中3D打印对象不包含分层缺陷。
图8C示出了根据一个实施例的图8A中所示的3D打印对象的特定区域的分解图,在该特定区域中3D打印对象包含分层缺陷。
图9示出了根据一个实施例的用于成像器控制模块的图像获取功能和系统控制的示例用户界面(UI)。
图10示出了根据一个实施例的成像器控制模块的工程控制功能的示例UI。
图11示出了根据实施例的示例计算装置的框图。
图12A示出了根据实施例的牙齿重新定位器械。
图12B示出了根据实施例的牙齿重新定位系统。
图13示出了根据实施例的使用多个器械的正畸治疗的方法。
图14示出了根据实施例的用于设计将通过直接制造来生产的正畸器械的方法。
图15示出了根据实施例的用于数字化地规划正畸治疗的方法。
具体实施方式
本文描述的实施例涵盖了适用于对三维(3D)打印对象中的缺陷进行基于机器的缺陷检测的系统、方法和/或计算机可读介质。3D打印对象可以是任何类型的3D打印对象,其一个示例是定制的医疗装置。例如,在一些实施例中,基于机器的缺陷检测系统和方法可以在制造正畸或聚合物矫正器之前在检查用于正畸或聚合物矫正器的模具时实施。在其他实施例中,基于机器的缺陷检测系统和方法可以在检查通过直接制造而制造的正畸或聚合物矫正器时实施。在其他实施例中,在检查3D打印对象上(例如,3D打印模具上)上形成的壳体的过程中可以植入基于机器的缺陷检测系统和方法。例如,3D打印对象可以是牙弓的3D打印模具,并且诸如正畸矫正器或其他正畸器械之类的壳体可以在3D打印模具上形成。可以从3D打印模具取下壳体,然后通过本文所述的基于机器的缺陷检测系统进行处理,以确定壳体中的缺陷。
在一些实施例中,可以使用增材制造技术(在本文中也称为“3D打印”)来制造3D打印对象。为了制造3D打印对象,可以使用计算机辅助工程(CAE)或计算机辅助设计(CAD)程序来确定和设计对象的形状。在一些情况下,立体光刻(SLA),也称为光学制造固体成像,可以被用于制造3D打印对象。在SLA中,通过一个在另一个之上依次打印可光固化材料(例如,聚合树脂)的薄层来制造对象。平台被搁置在液体光聚合物或树脂的浴槽中,刚好在浴槽的表面之下。光源(例如,紫外激光)在平台上追踪图案,固化光源指向的光聚合物,以形成对象的第一层。平台以增量降低,并且光源在平台上追踪新图案以在每个增量处形成对象的另一层。重复该过程直到完全制造出对象。一旦形成对象的所有层,就可以清洁和固化对象。
在一些实施例中,可以使用其他增材制造技术来制造3D打印对象。其他增材制造技术可以包括:(1)材料喷涂,在其中使用连续或按需滴落(DOD)方法将材料喷涂到构建平台上;(2)粘合剂喷涂,在其中构建材料(例如,基于粉末的材料)和粘合材料(例如,液体粘合剂)的交替层通过打印头沉积;(3)熔融沉积成型(FDM),在其中材料通过喷嘴抽出,被加热并且逐层沉积;(4)粉末床熔合,其包括但不限于直接金属激光烧结(DMLS)、电子束熔化(EBM)、选择性热烧结(SHS)、选择性激光熔化(SLM)和选择性激光烧结(SLS);(5)片材层压,其包括但不限于分层实体制造(LOM)和超声增材制造(UAM);以及(6)定向能量沉积,其包括但不限于激光工程网成形、定向光制造、直接金属沉积和3D激光熔覆。
在一些实施例中,3D打印对象可以包括用于正畸和/或聚合物矫正器的模具。模具可以具有患者牙弓的形状,并且矫正器可以在模具上形成。为了制造模具,可以基于定制的治疗计划来确定患者的牙弓在治疗阶段的形状。在正畸的示例中,治疗计划可以基于要被建模的牙弓的口内扫描来生成。可以执行口内扫描以生成患者牙弓的3D虚拟模型。在某些情况下,根据以上描述,SLA技术可用于制造患者牙弓的模具。
矫正器可以根据患者牙弓的每个模具来形成。在一个实施例中,材料片在模具上被压力成形或热成形。为了在模具上热成形矫正器,材料片可以被加热到该片材料变得柔软的温度。可以同时向该片施加压力,以在模具周围形成当前柔软的片。在一些实施例中,施加真空以去除被困的空气并且将该材料片与加压空气一起拉到模具上,以将该材料片形成为模具的精细形状。一旦该材料片冷却,它将具有符合模具的形状
如果模具在其内部体积中、其表面上或其界面上包含缺陷,则这些缺陷可能被转移到稍后形成的矫正器上。例如,由于模具制造过程的故障,在模具的一个或多个薄层之间可能存在间隙,从而导致空气被困在该间隙内。当在矫正器制造过程中施加真空以去除被困的空气时,可以去除被困在模具的薄层之间的间隙中的空气,并且这些薄层被迫在一起,从而在向塑料片施加压力时闭合该间隙。这种类型的缺陷在本文中称为“内部体积缺陷”。内部体积缺陷可能在矫正器的热成型期间导致患者牙弓的模具变形,该变形可能被转移到在变形的模具上形成的矫正器。在另一个示例中,颗粒(例如,碎屑)可能在模具的表面上形成或聚集在模具的表面上。在热成型工艺的过程中,颗粒的形状可能转移到矫正器。这种类型的缺陷在本文中称为“表面缺陷”。在另一个示例中,孔(例如,凹坑)可能形成在模具的内部体积与表面的界面处。在热成型工艺的过程中,孔的形状可能转移到矫正器。这种类型的缺陷在本文中称为“界面缺陷”。
在3D打印对象的制造期间导致的内部体积缺陷、表面缺陷、界面缺陷和其他缺陷在本文中可以被称为“分层缺陷”。分层缺陷还可以包括具有异常层厚度的打印层(例如,具有超过层厚度阈值的厚度的层)和打印层之间的层离(delamination)。在一些实施例中,转移到矫正器的分层缺陷可能导致使用矫正器的患者感到不适。在其他实施例中,转移到矫正器上的分层缺陷可能导致矫正器无法在患者牙齿上施加计划的力。在其他实施例中,转移到矫正器上的分层缺陷可能导致矫正器无法正确地适合患者的牙弓。应当注意,虽然分层缺陷可以存在于用于形成正畸或聚合物矫正器的牙弓的模具中,但是根据本文描述的任何制造技术和/或任何其他3D打印技术,这些缺陷也可能存在于任何类型的3D打印对象中。
在其他实施例中,可以通过直接制造来制造正畸和/或聚合物矫正器。直接制造可以包括上述的增材制造技术或减法制造技术(例如,铣削)。在一些实施例中,直接制造涉及在不使用物理模板(例如,模具、掩模等)的情况下形成对象(例如,正畸和/或聚合物矫正器或其一部分)。在一些实施例中,直接制造方法以逐层的方式建立对象的几何形状,其中,连续的层在离散的构建步骤中形成。替代地或组合地,可以使用允许对象几何形状的连续建立的直接制造方法。也可以使用允许以逐层方式建立对象几何形状的其他直接制造方法。
分层缺陷(例如,内部空隙、表面到内部体积的界面处的凹坑、表面碎屑、具有偏离目标层厚度的厚度的层、层的层离等)可能形成在通过直接制造技术而形成的矫正器中。在一些实施例中,矫正器上的分层缺陷可能导致使用矫正器的患者来感到不适,可能导致矫正器无法在患者的牙齿上施加计划的力,和/或可能导致矫正器无法正确地适合患者的牙弓。
如上所述,本公开的一些实施例可以检测3D打印对象(例如,对于给定的模具组或给定的矫正器组)中的各种制造缺陷(例如,分层缺陷)。制造缺陷可以包括严重缺陷以及分层缺陷。严重缺陷可以包括以下各项中的一个或多个:牙弓变化、变形、模具或矫正器的弯曲(压缩或扩张)、切割线(cutline)变化、边带(webbing)、修整的附件、丢失的附件、毛刺、扩口、动力脊问题、材料破裂、短钩等等。对制造缺陷的检测可以使得能够固定模具或矫正器以去除缺陷,防止交付变形的或低于标准的矫正器,和/或在交付之前重新制造变形的或低于标准的模具或矫正器。
应当注意,“矫正器”、“器械”和“壳体”在本文中可以互换使用。本文参考用于正畸和/或聚合物矫正器的模具以及正畸和/或聚合物矫正器(也简称为矫正器)来讨论一些实施例。然而,实施例还扩展到其他类型的模具,例如,用于正畸保持器、正畸夹板、用于口腔插入的睡眠器械(例如,用于最小化鼾声、睡眠呼吸暂停等)的模具和/或用于非牙科应用的模具。实施例还可以扩展到在模具上形成的其他类型的壳体,例如,正畸保持器、正畸夹板、用于口腔插入的睡眠器械等。在检查3D打印的腭扩展器、可移动的下颌重新定位装置和可移动的外科固定装置时,可以发现本公开的其他应用。另外,实施例还扩展到任何类型的3D打印对象。因此,应当理解,本文中涉及模具和矫正器的实施例也适用于其他类型的牙科器械。另外,讨论的原理、特征和方法可以应用于任何应用或工艺,在该应用或工艺中,对任何合适类型的3D打印对象(例如,定制装置(诸如眼镜架、接触镜片或玻璃镜片、助听器或插头、人造膝盖、假肢及装置、矫形嵌件)以及保护装置(诸如护膝、运动杯、或肘部、下巴和小腿护具以及其他运动/保护装置))执行基于机器的缺陷检测是有用的。
此外,尽管本文参考执行3D打印对象的自动图像质量控制来讨论实施例,但是实施例还应用于对在3D打印对象上形成的壳体执行自动图像质量控制(例如,应用于在牙弓的3D打印模具上热成型的聚合物矫正器)。
在一个实施例中,一种执行3D打印对象的自动质量控制的方法包括使用第一光源布置提供3D打印对象的第一照明。在第一照明下,使用一个或多个成像装置生成3D打印对象的多个图像,其中,多个图像中的每一个图像描绘3D打印对象的特定区域。多个图像由处理装置使用机器学习模型来处理,该机器学习模型被训练为标识3D打印工艺的一种或多种类型的制造缺陷,其中,对于每种类型的制造缺陷,机器学习模型的输出包括图像包括该种类型的制造缺陷的缺陷的概率。然后,处理装置在没有用户输入的情况下基于处理结果来确定3D打印对象是否包括一个或多个制造缺陷。
在一个实施例中,一种执行3D打印对象的自动质量控制的方法包括:通过处理装置获得三维(3D)打印对象的图像。该处理装置对图像执行边缘检测以确定图像中的3D打印对象的边界。该处理装置选择边界上的点集合。该处理装置使用该点集合来确定感兴趣区域,其中,感兴趣区域包括描绘边界内的3D打印对象的图像的第一区域。该处理装置裁剪图像以排除在感兴趣区域之外的图像的第二区域。该处理装置使用机器学习模型来处理经裁剪的图像,该机器学习模型被训练为标识3D打印工艺的制造缺陷,其中,机器学习模型的输出包括图像中的3D打印对象包括制造缺陷的概率。然后,该处理装置根据输出来确定图像中描绘的3D打印对象是否包括缺陷。
在一个实施例中,一种三维(3D)打印对象的缺陷检测系统包括:多轴平台,其用于支撑3D打印对象;多个光源,其用于照明3D打印对象;计算装置;以及一个或多个成像装置,其用于根据多轴平台的多个旋转和/或平移运动设置来生成3D打印对象的多个图像,其中,多个图像中的每一个图像描绘3D打印对象的特定区域。该计算装置使用机器学习模型来处理第一多个图像,该机器学习模型被训练为标识3D打印工艺的制造缺陷,其中,机器学习模型的输出包括图像包括制造缺陷的概率。该计算装置还基于机器学习模型的输出结果在没有用户输入的情况下确定3D打印对象是否包括一个或多个制造缺陷。
常规上,手动检查3D打印部件以进行质量控制。这种手动检查是高度主观的,并且经常导致大量的假阳性缺陷确定和假阴性缺陷确定二者。另外,检查员之间通常很少保持一致。结果,没有明显缺陷的3D打印对象被扔掉或改变用途,而具有明显缺陷的3D打印对象被忽略。实施例中描述的自动化的基于图像的质量控制系统和技术比常规的3D打印部件的手动检查更为准确和一致。因此,在实施例中可以减少或消除缺陷的假阳性确定和假阴性确定。此外,可以提高3D打印部件中质量的一致性。
如图1A、1B、2A、2B和11所示,可以使用各种软件和/或硬件组件来实现公开的实施例。例如,软件组件可以包括存储在有形的、非暂时性的计算机可读介质中的计算机指令,该计算机指令由一个或多个处理装置执行以执行3D打印对象(例如,矫正器或矫正器的模具)的基于机器的缺陷检测。该软件可以设置和校准硬件组件中包括的摄像头,使用摄像头从各个角度捕获3D打印对象的图像,设置和校准硬件组件中包括的光源布置,提供照明装置以在捕获图像的同时正确地照亮3D打印对象,执行将3D打印对象的数字模型与3D打印对象的图像进行比较的分析以检测一个或多个严重缺陷(例如,变形、切割线变化等),和/或使用经训练的机器学习模型执行标识细微缺陷(例如,3D打印对象中的分层缺陷)的自动分析。
现在参考附图,图1A示出了根据一个实施例的对3D对象114执行自动缺陷检测的缺陷检测系统100的一个实施例。在一个实施例中,3D对象114是3D打印对象。在一个实施例中,3D对象114是在3D打印对象上形成的壳体,然后可选地从其去除3D对象114。缺陷检测系统100可以包括成像系统101和计算装置135。成像系统101可以包括平台设备102、顶视摄像头设备116和/或侧视摄像头设备124。平台设备102、顶视摄像头设备116和/或侧视摄像头设备124可以经由有线连接或无线连接而连接到计算装置135。计算装置135可以包括成像器控制模块140,其可以将指令发送给平台设备102、顶视摄像头设备116和/或侧视摄像头设备124,从而使缺陷检测系统100捕获设置在平台设备102上的3D对象114的一个或多个区域的图像。捕获的图像可以被发送到计算装置135,并且计算装置135上的图像检查模块145可以分析3D对象114的图像以确定3D对象114中是否存在任何制造缺陷(例如,严重缺陷、分层缺陷等)。
平台设备102可以包括平台104。3D对象114可以被安置在平台104上,同时捕获3D打印对象的图像并随后由处理逻辑对其进行处理。在一个实施例中,平台104可以是多轴平台。在一个实施例中,多轴平台包括x-y-z-θ控制,从而允许平台104沿着4个运动轴移动。可替代地,多轴平台可以包括较少的控制度(例如,使多轴平台围绕z轴旋转的θ控制)。在一些实施例中,3D对象114可以通过部件保持器(未示出)被固定在固定位置。可替代地,3D对象114可以在不使用部件保持器的情况下安置在平台104上。成像器控制模块140可以向平台设备102发送指令以设置平台104的运动设置,并使平台104(以及放置在其上的3D打印对象)沿着或围绕至少一个运动轴移动(例如,在x、y和/或z轴上的旋转运动/或平移运动)。在一些实施例中,平台104在生成图像的同时连续地旋转。可替代地,平台104可以被旋转到目标取向,然后可以在生成一个或多个图像的同时停止旋转。
平台设备102还可以包括一个或多个光源。光源可以包括设置在平台104下方的第一光源106,该第一光源106可以包括一个或多个发光元件108的第一集合。每个发光元件108可以包括白炽灯泡、荧光灯泡、发光二极管(LED)、霓虹灯等中的至少一个。在一个实施例中,一个或多个发光元件108可以发出全光谱光。在一个实施例中,一个或多个发光元件108可以发出特定波长或光谱的光。例如,发光元件108可以发出红光、蓝光、绿光、红外光、紫外光等。在实施例中,第一光源106可以包括发出各种不同波长或光谱的光的发光元件108。例如,一些发光元件108可以发出红外光,而其他发光元件可以发出全光谱光。在一个实施例中,平台104可以由透明材料组成,从而允许来自平台下方的第一光源106的照明穿过平台104,并从3D对象114的下方提供3D对象114的底部的照明。
平台设备102还可包括背板110。3D对象114可以放置在侧视摄像头设备124和背板110之间。背板110可以促进3D对象114的图像具有足够对比度和/或灯光条件。背板110可以包括第二光源112,其中,第二光源112可以包括一个或多个发光元件108的第二集合。第二光源112可以向3D对象114的至少一侧提供照明。在实施例中,第二光源112可以包括发出各种不同波长或光谱的光的发光元件108。例如,一些发光元件108可以发出红外光,而其他发光元件可以发出全光谱光。在一个实施例中,背板110具有弯曲的形状,该弯曲的形状具有面向平台104和放置在其上的3D对象114的凹面。
第三光源120可以设置在平台104上方,并且可以在3D对象114的顶部上提供照明。第三光源120可以包括一个或多个发光元件108的第三集合。在实施例中,第三光源120可以包括发出各种不同波长或光谱的光的发光元件108。例如,一些发光元件108可以发出红外光,而其他发光元件可以发出全光谱光。在一个实施例中,第三光源120是顶视摄像头设备116的组件。可替代地,第三光源120可以是可以连接到计算装置135的单独的组件。
在一个实施例中,第一光源106、第二光源112和/或第三光源120中的一个或多个是智能灯光系统的组件。智能灯光系统可以由成像器控制模块140控制,该成像器控制模块140可以确定3D对象114的目标照明并激活第一光源106、第二光源112和/或第三光源120的一个或多个发光元件108,以实现目标照明。另外,智能灯光系统可以调整一个或多个发光元件的强度。第一光源106、第二光源112和/或第三光源120中的发光元件108可以被布置成图案(例如,布置为发光元件的网格),并且每个发光元件可以从特定角度提供3D打印对象的照明。附加地或替代地,第一光源106、第二光源112和/或第三光源120中的一个或多个发光元件108可以是可移动的,并且可以被定位成从目标角度获得光。成像器控制模块140可以基于3D打印对象的尺寸、3D对象114的形状、构成3D打印对象的材料等来确定目标照明。目标照明可以使将被成像的3D对象114的目标区域被照明,而遮挡3D对象114的特征的阴影很少或没有。成像器控制模块140还可使第一光源106、第二光光源112和/或第三光源120以不同的照明设置来循环,直到为特定的3D对象114标识出足够或最佳的照明设置为止。
在一些实施例中,使用暗场照明,在其中,黑色或其他深色背景可以被放置在3D对象114的后面(或壳体或矫正器的后面)。可替代地,可以使用明场照明,在其中,3D对象114(或壳体或矫正器)被放置在摄像头和明亮光源之间。在一些实施例中,第一光源106、第二光源112和/或第三光源120中的一个或多个包括可变孔径。这可以有助于读取3D打印对象(或壳体或矫正器)上的激光标记。
顶视摄像头设备116可以包括顶视摄像头118,其被配置为捕获3D对象114的图像。在一个实施例中,顶视摄像头118可以包括高清晰度摄像头。在一些实施例中,顶视摄像头设备116可以包括一个或多个摄像头,其捕捉3D打印对象的宽视场。顶视摄像头118可以是二维摄像头或3D摄像头(例如,生成立体图像对的成对的摄像头、将结构化光图案照射到3D对象114上的摄像头和关联的结构化光投影仪等)。顶视摄像头118可以被配置为使用某些照明设置来获取3D对象114的顶视图图像,以使得3D对象114在顶视图图像中可见。在一个实施例中,顶视摄像头118具有固定的位置。可替代地,顶视摄像头118可以是可移动的摄像头。例如,顶视摄像头118可以在x、y和z方向上是可移动的和/或可以围绕一个或多个轴旋转。成像器控制模块140可以向顶视摄像头设备116发送指令以设置顶视摄像头118的变焦设置,设置顶视摄像头118的角度,设置顶视摄像头118的位置,等等。来自成像器控制模块140的指令还可以使顶视摄像头118生成3D对象114的一个或多个图像。
侧视摄像头设备124可以包括侧视摄像头126,其被配置为捕获3D对象114的图像。侧视摄像头126可以是二维摄像头或3D摄像头(例如,生成立体图像对的成对的摄像头、将结构化光图案照射到3D对象114上的摄像头和关联的结构化光投影仪等)。在一个实施例中,侧视摄像头是高分辨率摄像头和/或高速摄像头(例如,能够以高达每毫秒的速度来捕获图像)。侧视摄像头126可以通过使用多轴平台移动(例如,通过旋转和/或平移运动)3D打印对象并在多轴平台的不同旋转和/或平移运动设置下生成图像来获取3D对象114的不同区域的多个图像,该多轴平台可以经由x-y-z-θ控制进行定向。
侧视摄像头126可以附接到可移动基座128。可替代地,侧视摄像头可以处于固定的位置,或者可以位于不同类型的基座上(可以是可移动的或者可以是不可移动的)。可移动基座128可以允许侧视摄像头126朝向和远离3D对象114移动,从而允许侧视摄像头126从不同的视角捕获3D对象114的图像。可移动基座128可以连接到平台130,该平台130将可移动基座128朝向和远离3D对象114引导。在一个实施例中,平台104(和放置在其上的3D对象114)可以是静止的,并且侧视摄像头126可以是围绕平台104可移动的(例如,在全部或部分外接平台104的轨道上)。在一个实施例中,平台104是多轴平台,并且侧视摄像头126是围绕平台104可移动的。在一个实施例中,随着3D对象114与平台一起移动,侧视摄像头126可以捕获3D对象114的多张图像和/或视频。视频可以包括多个帧,其中,每个帧可以是3D打印对象的特定区域的图像。成像器控制模块140可将指令发送到侧视摄像头设备124以设置侧视摄像头126的变焦设置,设置侧视摄像头126的角度,设置侧视摄像头126的位置,等等。来自成像器控制模块140的指令还可以使侧视摄像头126生成3D对象114的一个或多个图像。
图像控制模块140可以使顶视摄像头118和/或侧视摄像头126捕获3D对象114的图像。然后,图像控制模块140可以根据图3A-6中所示的方法来接收图像并处理图像。在一个实施例中,第一照明可以通过第一光源106、第二光源112和/或第三光源120中的至少一个来向3D对象114提供。第一光源106、第二光源112或第三光源120的一个或多个发光元件108可以同时被激活,而一个或多个其他发光元件108可以不被激活,以提供第一照明。
图像控制模块140可以控制第一光源106、第二光源112和/或第三光源120的哪些发光元件108被激活,哪些发光元件108不被点亮,以及各种被激活的发光元件的强度,以提供第一照明。在一个实施例中,3D打印对象113可以包括部件标识符(ID)、用例ID、患者ID和/或被打印在其上或以其他方式显示在其上的其他ID。
在一些实施例中,光源106、112、120中的一个或多个是具有至少两个孔径设置的可变孔径光源。在一个实施例中,第一光源106具有大约130度(例如,大约100-160度)的第一孔径设置和大约40度(例如,大约20-60度)的第二孔径设置。第一孔径可以被用于获得用于读取3D对象114中的激光标记的图像,因为在这样的灯光条件下,激光标记可能具有良好的对比度(而3D打印对象或壳体或矫正器的轮廓可能不具有良好的对比度)。第二孔径可以被用于成像,该成像用于缺陷检测,因为轮廓的对比度在第二孔径下可以更好。
孔径可以通过上下移动第一光源106或将其分成两个部分来改变。如果光源106被分成多个部分,则第一部分和第二部分可以以彼此之间具有特定取向角的方式彼此间分开放置。每个部分可以包括一个或多个发光元件108。例如,第一部分可以以使得第一部分的轴线与顶视摄像头118的轴线大致平行的取向来放置。第二部分可以从第一部分偏离,并且可以被定向为使得第二部分的轴线与顶视摄像头118的轴线和第一部分的轴线成大约50-80度角(例如,65度角)。为了生成将能够确定3D打印对象的轮廓(或者壳体或矫正器的轮廓)的图像,可以在不激活第二部分的情况下激活第一部分(导致小孔径照明)。为了生成将能够读取激光标记的图像,可以激活第一部分和第二部分二者(导致大孔径照明)。在一些实施例中,第二部分可以包括多个发光元件108,这些发光元件位于要被照明的3D打印对象(或壳体或矫正器)的三个侧上,从而不会遮挡侧面摄像头的视场。
3D对象114的第一图像可以由诸如顶视摄像头118等至少一个摄像头生成,并且可以包括ID的图像。第一图像可以包括显示在3D对象114上的特定区域上的符号序列。
在一个实施例中,在第一光源106被设置为提供宽的光场的同时,3D对象114的第一图像可以由顶视摄像头设备116生成。激光标记可以提供特定3D打印对象(或特定壳体或矫正器)的标识,并且可以对应于3D打印对象(或壳体或矫正器)的特定数字模型。图像控制模块可以对符号序列执行光学字符识别(OCR)以确定ID。在其他实施例中,技术人员可以使用诸如图9所示的用户界面(UI)之类的界面在检查站点手动输入与3D打印对象相关联的ID。在其他实施例中,ID可以基于3D打印对象在对象分类系统中的已知顺序和/或位置来获得。例如,机器人对象分类系统可以检索3D打印对象并将它们放置在暂存区(stagingarea)中的特定位置。然后,机械臂可以从暂存区中检索3D打印对象,并可以基于3D打印对象在暂存区中的位置来确定与3D打印对象相关联的ID。然后,确定的ID可以被发送到计算装置135。
成像器控制模块140可以将3D对象114的图像与确定的ID相关联。在一个实施例中,处理逻辑可以确定与ID相关联的数字文件。该数字文件可以包括与3D对象114相关联的一个或多个特性。在一个实施例中,第一特性(property)可以包括与3D对象114的至少一个表面相关联的几何形状。在另一个实施例中,第二特性可以包括3D对象114的成分(composition)。该数字文件还可以包括与第一特性和第二特性中的至少一个相关联的光源布置。基于与第一特性和/或第二特性相关联的光源布置,处理逻辑可以使一个或多个发光元件108被激活而一个或多个另外的发光元件108不被激活。例如,第一特性可以包括3D对象114的形状(例如,如在3D打印对象的3D虚拟模型中所描绘的),并且图像控制模块140可以确定光源106、112、120的布置,该布置将照明3D对象114,而不会在要成像的3D对象114的部分上投射阴影。在另一个示例中,第二特性可以是3D对象114的材料,其可以指示针对该材料是透明或半透明的光的波长范围,并且图像控制模块140可以使一个或多个发光元件108在针对材料为透明或半透明的波长范围内发出光。例如,如果3D对象114由尼龙组成(其对于蓝光是透明的),则成像器控制模块140可以使一个或多个光源106、112、120发出与蓝光相关联的波长(例如,450nm-495nm)。
多个图像可以由至少一个成像装置(例如,顶视摄像头118或侧视摄像头126)生成。在一个实施例中,在第一光源106被设置为提供窄的光场的同时,图像由顶视摄像头118生成。然后,图像可以被用于确定3D打印对象(或壳体或矫正器)的轮廓。在一个实施例中,多个图像可以由侧视摄像头126生成。多个图像中的每一个图像可以描绘3D对象114的特定区域。在一个实施例中,在生成侧视图图像的同时,光源112可以被激活,而光源106可以被去激活。在一些实施例中,在生成一个或多个侧视图图像期间,摄像头镜头光圈被收缩(至少部分关闭)以实现大的聚焦深度。这可以有助于在与垂直方向成大角度的侧面投影中获得清晰的图片。
在一个实施例中,数字文件还可以包括与包括在数字文件中的至少一个特性相关联的运动简档(motion profile)。成像器控制模块140可以根据运动简档来确定在捕获图像的同时平台设备102上的平台104的旋转和/或平移运动的程度、速度或加速度。成像器控制模块140可以根据运动简档来确定在捕获图像的同时侧视摄像头设备124上的可移动基座128的位置、速度或加速度。
在一些实施例中,参考对象可以被用于确定每个图像的3D打印对象(或壳体或矫正器)的在空间中的旋转角度和/或位置。参考对象可以是围绕3D对象114的点190的圆形图案,例如,如图1C所示。可以选择点的数量和圆直径,使得至少四个点始终在顶部摄像头视场中,并且3D对象114在侧视图中很少覆盖点。已知四个或更多个点的位置,就可以通过摄像头校准中使用的标准技术来确定摄像头的位置。此外,在圆外可能还会存在一些标记有相同或较小尺寸的附加点的点。这将允许精确地确定旋转角度。圆点是可以在图像上快速且可靠地被检测到的对象。
返回参考图1A,一旦计算装置135接收到3D对象114的图像,就可以由图像检查模块145处理该图像。图像检查模块145可以确定接收到的图像是否是可处理的。在一个实施例中,图像检查模块145确定在第一图像中描绘的对比度是否足以能够执行进一步的图像处理操作(例如,边缘检测、由经训练的机器学习模型进行的处理等)。在一个实施例中,图像检查模块145确定对于图像的对比度度量,并确定该对比度度量是否超过对比度阈值。如果对比度度量低于对比度阈值,则处理逻辑可以确定图像是不可处理的。
如果对比度度量超过对比度阈值,则图像检查模块145可以确定图像是可处理的,并且图像检查模块145可以使用经训练的机器学习模型来处理图像,以确定制造缺陷(例如,严重缺陷、分层缺陷等)是否存在于图像中表示的3D对象114的区域内。在一个实施例中,不同的机器学习模型被用于3D打印对象和壳体。
如果图像检查模块145确定图像是不可处理的,则成像器控制模块140可以导致第一图像中描绘的3D对象114的同一特定区域的第二图像被生成。成像器控制模块140可以通过第一光源106、第二光源112和/或第三光源120中的至少一个来为第二图像确定要在3D对象114上使用的第二照明。可以选择第二照明以便在3D对象114上提供与第一照明所提供的不同的光图案、阴影图案和/或对比度。
在一个实施例中,处理逻辑可以促使未被激活用于第一照明的一个或多个发光元件108被激活用于第二照明。可替代地或附加地,处理逻辑可以调整先前被激活的一个或多个发光元件的强度。
在一个实施例中,成像器控制模块140可以包括经训练的机器学习模块(例如,人工神经网络、深度神经网络等),其已经被训练为基于3D对象114的形状的输入(例如,3D对象114的虚拟3D模型和/或3D对象114的2D图像)和/或摄像头相对于3D对象114的角度和/或位置,来确定用于3D对象114的区域的最佳照明(例如,一个或多个光源的设置)。经训练的机器学习模型可能已经使用训练数据集进行了训练,其中,训练数据集中的每个数据项都可以包括:a)2D图像或虚拟3D模型和摄像头角度,b)一个或多个光源106、112、120的设置,以及c)足够的照明或不足的照明的指示。3D对象114的3D模型和平台104的旋转和/或平移运动设置和/或侧视摄像头126的摄像头位置设置可以被输入到经训练的机器学习模块中,该经训练的机器学习模块可以输出一个或多个光源106、112、120的设置(例如,要激活每个光源106、112、120中的哪些发光元件108的指示)。可替代地,被确定为对比度不足的图像可以被输入到经训练的机器学习模块中。
然后,第二图像可以由至少一个成像装置(例如,顶视摄像头118或侧视摄像头126)生成。在一个实施例中,第二图像可以描绘被确定为不可处理的第一图像中所描绘的3D对象114的相同的特定区域。在另一个实施例中,第二图像可以描绘与第一图像中所描绘的3D对象114的不同的特定区域。在一个实施例中,经训练的机器学习模块被用于在任何图像被确定为是不可处理的之前确定用于3D对象114的一个或多个图像的最佳照明。
在一个实施例中,一旦图像被确定为是可处理的,就可以将该图像输入到图像检查模块145的经训练的机器学习模块中,该机器学习模块已经被训练为标识3D打印对象或壳体的图像中的缺陷。在一个实施例中,在将图像输入被训练为标识缺陷的机器学习模型之前,不执行单独的操作来确定图像是否是可处理的。作为代替,机器学习模型可以输出置信度值以及是否已标识出缺陷(和/或已标识出的缺陷的类型)的指示。如果置信度值低于置信度阈值,则可以确定新的照明,并且可以使用新的照明来生成在第一图像中描绘的区域的第二图像。然后第二图像可以通过机器学习模型来处理。下文将更详细地讨论标识3D打印对象中的缺陷的机器学习模型。
图1B示出了根据一个实施例的捕获3D对象114(例如,3D打印对象或壳体)的图像的成像系统101的一个实施例的3D视图。成像系统101可以包括平台设备102和侧视摄像头设备124。成像系统101还可以包括顶视摄像头设备116(在图1B中未示出)。成像系统101可以被用于捕获正被分析以确定在3D对象114中是否存在制造缺陷(例如,严重缺陷、分层缺陷等)的3D对象114的图像。在所示的实施例中,3D对象114是牙弓的模具,该模具将被用于形成矫正器。如图所示,平台104是可移动的(例如,经由步进马达)的圆形平台。还如图所示,侧视摄像头126可朝向和远离平台设备102移动(例如,经由步进马达)。
图2A示出了根据一个实施例的包括顶视摄像头202和侧视摄像头204的示例成像系统200。根据一个实施例,成像系统200可以用于执行3D对象206的自动缺陷检测。3D对象206可以是3D打印对象或使用3D打印对象形成的壳体。3D对象206可以通过平台部件保持器208被固定在固定位置。顶视摄像头202可以被配置为使用某些照明设置来获取3D对象206的顶视图图像,以使得3D对象206能够在顶视图图像中可见。根据一个实施例,处理逻辑可以获得3D对象206的投影或剪影(silhouette)的轮廓。侧视摄像头204可以被用于通过在平台部件保持器208保持住3D对象206时围绕3D对象206旋转或通过在侧视摄像头204保持静止时使3D对象206旋转来获取3D对象的前侧视图和后侧视图。在一些实施例中,3D对象206可以不由平台部件保持器208固定,并且3D对象206可以被固定在平台上而侧视摄像头204围绕3D对象206的侧拍摄多个图像。在一些实施例中,摄像头202和204可以是静态的并且远离输送机路径放置。在一些实施例中,成像的3D对象206可以被放置在x-y-z-θ(4个运动控制轴)平台或台上。
在一些实施例中,成像系统200可以通过使用背衬屏(backing screen)210来在没有来自当前未被检查的侧面的杂散光干扰的情况下获取分离的前侧视图图像和后侧视图图像。背衬屏210可以插入3D对象206的前面(颊侧)和后面(舌侧)之间的间隙中。在一些实施例中,背衬屏是暗屏。在一些实施例中,背衬屏是包括一个或多个发光元件的点亮屏。3D对象206的运动控制和屏路径可以通过标识3D对象的前面和后面之间的使得能够生成屏路径的点来确定,使得背衬屏210在整个屏路径上不会触摸3D对象。处理逻辑可以检测3D对象的中心,并相应地调整运动控制和屏路径参数。此外,运动控制速度可以足够高以在对于3D对象的前侧和后侧两者的目标时间段(例如,10-20秒)内实现检查周期。在实施例中,当塑料矫正器被保持在平台部件保持器208中时,镜(mirror)212可以被用作偏转器(deflector)以从塑料矫正器的前侧或后侧捕获图像。在一些实施例中,镜212可以处于一定角度(例如,45°、50°、55°等),并且可以与光源组合使用以使得能够捕获描绘出3D对象206的特定区域的轮廓的图像。
在一些实施例中,成像系统200可以不使用背衬板。在一些实施例中,成像系统200可以使用聚焦的光来照明3D对象206。在实施例中,顶视摄像头202可以捕获3D对象206的顶视图图像,并且可以提取顶视图轮廓。在一些实施例中,3D对象206可以被放置在顶视摄像头202的视场内,并且成像系统200可以对准3D对象206以捕获顶视图图像。
在一些实施例中,顶视图图像可以被用于确定包括一个或多个侧视图图像的检查方案。使用顶视图轮廓、轮廓x-y点可以被传输到侧视摄像头204。在一些实施例中,可以依据3D对象206的哪一侧要被捕获来为检查方案确定摄像头的特性(例如,变焦和/或聚焦深度)。例如,如果3D对象是被配置为适配在牙弓上的矫正器,或者如果3D对象是牙弓的模具,则侧视摄像头204的聚焦区域可以根据是舌侧还是颊侧正被成像而进行调整以聚焦在3D对象上。此外,顶视图图像可以被用于将3D对象206旋转到正确的取向,以便处于检查中的区域面向侧视摄像头204。在一些实施例中,旋转3D对象206所需的旋转运动可以与侧视摄像头204的x-y运动同时发生,并且可以不影响检查时间。
x-y旋转台运动控制系统或多轴机械臂可用于调整摄像头的取向和/或位置和/或调整平台的取向和/或位置,以便获取适当的图像。在一些实施例中,3D对象206可以被安置在玻璃平台上,并且光束可以从玻璃平台下方照明。
顶视图图像和/或侧视图图像可以被输入到经训练的机器学习模型中,以确定3D对象中是否包括任何缺陷。
图2B示出了根据一个实施例的包括顶视摄像头256和侧视摄像头258的示例成像系统250。根据一个实施例,成像系统250可以用于执行3D对象270的自动缺陷检测。3D对象270可以是3D打印对象或使用3D打印对象形成的壳体。3D对象270可以被放置在平台254上,该平台可以是可旋转的平台。在一个实施例中,平台254是x-y-z-θ(4个运动控制轴)平台。顶视摄像头256可以被配置为使用光源260A和/或光源260B的某些照明设置来获取3D对象270的一个或多个顶视图图像。
光源260A和光源260B可以一起形成具有至少两个孔径设置的可变孔径光源260。在一个实施例中,可变孔径光源260具有大约130度(例如,大约100-160度)的第一孔径设置和大约40度(例如,大约20-60度)的第二孔径设置。第一孔径可以用于获得用于读取3D对象270中的激光标记的图像。第二孔径可以用于成像,该成像用于缺陷检测。
光源260A可以是可变孔径光源260的第一部分,且光源260B可以是可变孔径光源260的第二部分。第一光源260A和第二光源260B可以以彼此之间具有特定取向角的方式彼此分开放置。每个光源260A、260B可以包括一个或多个发光元件。在一个实施例中,光源260A可以以使得光源260A的轴线与顶视摄像头256的轴线大致平行的取向放置。光源260B可以偏离光源260A,并且光源260B可以被定向为使得光源260B的轴线与顶视摄像头256的轴线以及光源260A的轴线成大约50-80度角(例如,65度角)。为了生成将得能够确定3D对象270的轮廓的图像,可以在不激活光源260B的情况下激活光源260A(导致小孔径照明)。为了生成将能够读取激光标记的图像,可以激活光源260A和光源260B二者(导致大孔径照明)。根据实施例,处理逻辑可以获得3D对象270的投影或剪影的轮廓。
侧视摄像头204可以用于通过在平台254保持住3D对象270时围绕3D对象270旋转或通过在侧视摄像头258保持静止时使3D对象270旋转来获取3D对象的前侧视图和后侧视图。在一些实施例中,光源260B被激活,但是光源260A未被激活,以用于由侧视摄像头258来生成侧视图图像。在一些实施例中,光源260B的轴线大致平行于侧视摄像头258的成像轴线。
顶视图图像和/或侧视图图像可以被输入到经训练的机器学习模型中,以确定3D对象中是否包括任何缺陷。
图3A-6是示出根据本公开实施例的用于执行对3D打印部件或在3D打印模具上形成(并且可选地随后从3D打印模具取下)的壳体的自动缺陷检测的各种方法的流程图。方法的一些操作可以由处理逻辑来执行,该处理逻辑可以包括硬件(例如,电路、专用逻辑、可编程逻辑、微代码等),软件(例如,在处理装置上运行以执行硬件仿真的指令)或它们的组合。处理逻辑可以在一个或多个处理装置(例如,图1A的计算装置135的处理装置)上执行。在实施例中,处理逻辑可以是图像检查模块145和/或成像器控制模块140的处理逻辑。该方法的一些操作可以由诸如图1A-B的成像系统101或图2的成像系统200之类的成像系统执行。
为了简化解释,将方法描绘和描述为一系列动作。然而,根据本公开的动作可以以各种顺序和/或同时发生,并且具有本文未呈现和描述的其他动作。此外,可能不需要所有示出的动作来实现根据所公开的主题的方法。另外,本领域技术人员将理解并认识到,这些方法可替代地经由状态图或事件被表示为一系列相互关联的状态。
图3A示出了根据一个实施例的用于检测3D打印对象或3D壳体中的制造缺陷的方法300的流程图。方法300的一个或多个操作可以由计算装置的处理逻辑来执行。应当注意,方法300可以针对多个独特的3D打印对象或独特的3D壳体执行。在一个实施例中,方法300可以针对患者正畸治疗计划的每个阶段的每个独特的模具执行,其中,每个独特的模具被用于形成用于正畸治疗计划的特定阶段的定制矫正器。在另一个实施例中,方法300可以针对每个患者的治疗计划的每个独特的矫正器来执行,其中,每个独特的矫正器是针对治疗计划的阶段来定制的。矫正器可以是3D打印矫正器,或者可以通过在牙弓的3D打印模具上热成形塑料片而形成。参照3D打印对象来描述方法300。然而,在实施例中,作为代替,方法300可以针对使用3D打印模具(例如,牙弓的模具)而形成的壳体来执行。
在框302处,3D打印对象的第一照明可以使用第一光源布置(例如,来自第一光源、第二光源和/或第三光源的发光元件的第一集合)来提供。第一照明可以由成像系统(例如,由图1A和1B中所描绘的成像系统,或者由图2A或图2B所描绘的成像系统)基于来自处理逻辑的指令提供。在一个实施例中,第一照明可以由来自平台设备上所包括的第一光源或第二光源中的至少一个的发光元件和/或来自可被包括在顶视摄像头设备上的第三光源的发光元件来提供。处理逻辑可以根据第一照明设置确定来自一个或多个光源的哪些发光元件被激活以及哪些发光元件不被激活,并且可以将指令发送到光源以使得所确定的发光元件被激活。
在框304处,可以基于来自处理逻辑的指令,使用一个或多个成像装置(例如,侧视摄像头和/或顶视摄像头)来生成3D打印对象的多个图像。
在一个实施例中,至少一个图像是由图1A或图2A或图2B所描绘的成像系统所提供的顶视摄像头生成的。然后,第一图像可以由处理逻辑接收和处理。
在一个实施例中,第一图像被用于选择用于生成附加图像的照明设置,如图4中所述。第一图像可以包括在3D打印对象的特定区域上的ID(例如,符号序列)的表示。在一个实施例中,如上所述,第一图像是在增加激光标记的清晰度和/或对比度的特定灯光条件下生成的(例如,在这种情况下ID的表示是激光标记)。在一些实施例中,根据图3中描绘的方法,处理逻辑可以对第一图像执行光学内容识别(OCR)以标识符号序列来确定ID。该ID可以与在第一图像中描绘的3D打印对象相关联。处理逻辑可以确定与ID相关联的数字文件。该数字文件可以包括与3D打印对象的至少一个表面相关联的一个或多个特性。该数字文件还可以包括与第一特性和/或第二特性相关联的光源布置(照明设置)。处理逻辑可以基于与数字文件相关联的光源布置来引起特定照度的照明。在另一个实施例中,处理逻辑可以使一个或多个发光元件发出指定波长的光。
在一些实施例中,如图5的方法500所述,第一图像可以被用于确定3D打印对象中的严重缺陷。
3D打印对象的多个图像中的至少一个图像可以由设置在图1A和1B所描绘的成像系统中的侧视摄像头,或者由图2A或图2B所描绘的成像系统生成。侧视摄像头可以被配置为捕获3D打印对象的侧视图。多个图像中的每个图像可以描绘3D打印对象(例如,用于正畸或聚合物矫正器的模具的牙齿)的特定区域,并且可以使用特定变焦设置、侧视摄像头的特定角度设置、侧视摄像头的特定位置(例如,x坐标)设置、支撑3D打印对象的平台的特定旋转和/或平移运动设置、特别是平台的x、y、z、θ设置等中的一个或多个的组合来生成。
在一些实施例中,平台104可以处于运动中,同时生成3D打印对象的图像。例如,平台104可以在生成图像或视频的同时在至少一个运动轴上移动和/或旋转。在捕获到图像的同时,处理逻辑可以确定平台的旋转和/或平移运动的程度、速度或加速度。在另一个实施例中,侧视摄像头可以被附接到可移动基座。在捕获图像的同时,处理逻辑可以确定可移动基座的位置、速度或加速度。在一个实施例中,侧视摄像头是能够每毫秒地生成图像的高速视觉摄像头。在一个实施例中,可以在几秒钟内(例如,在大约2秒内)生成2D打印对象的所有图像。在框305处,从多个图像中选择图像。
在框306处,处理逻辑可以确定图像是否可由机器学习模型来处理。在一个实施例中,处理逻辑可基于图像的对比度来确定图像是否是可处理的。处理逻辑可以为图像生成对比度度量。然后,处理逻辑可以将对比度度量与对比度阈值进行比较。如果对比度度量下降到对比度阈值以下,则处理逻辑可以确定第一图像是通过机器学习模型不可处理的,并且该方法可以继续到框310。如果对比度度量没有落入对比度阈值以下,则处理逻辑可以确定该图像通过机器学习模型是可处理的,并且该处理逻辑可以继续至框308。在一些操作中,框306的操作被省略。
在框310处,处理逻辑可以使用第二光源布置向3D打印对象提供第二照明。为了提供第二照明,处理逻辑可以从第一光源、第二光源和/或第三光源确定提供与第一照明不同的照明的发光元件的新集合。在一个实施例中,如上所述,处理逻辑可以将数据输入到机器学习模型中以确定第二照明的照明设置。然后,处理逻辑可以指示一个或多个光源激活哪些发光元件。可以选择第二照明,以便在3D打印对象上提供与第一照明所提供的不同的光图案、阴影图案、对比度等。
在框312处,可以生成不可处理的图像的新版本。不可处理的图像的新版本可以包括描绘在不可处理的图像中所描绘的3D打印对象的相同的特定区域的新图像。在一个实施例中,处理逻辑确定被用于生成所选择的图像的多轴平台和/或侧视摄像头的一个或多个设置,并使多轴平台和侧视摄像头具有相同或相似的设置,以生成不可处理的图像的新版本。在一个实施例中,新图像可以描绘在不可处理的图像中描绘的3D打印对象的不同的明确区域。例如,新图像可以描绘在不可处理的图像中描绘的特定区域的放大视图。新图像可以由至少一个成像装置(例如,顶视摄像头或侧视摄像头)生成。在生成新图像之后,处理逻辑可以将多个图像中的不可处理的图像替换为不可处理的图像的新版本。
在生成了不可处理的图像的新版本并且多个图像中的不可处理图像已被替换之后,该方法将返回到框305,其中,在框305处,将最终选择新图像以确定该图像是否是可由机器学习模型处理的。
如果处理逻辑确定在框305处选择的图像通过机器学习模型是可处理的,则该方法将继续到框308,在此处,图像由机器学习模型根据图6的方法进行处理。机器学习模型可以被训练为接收3D打印对象的图像或最初在3D打印对象上形成的壳体的图像作为输入,并提供一种或多种类型的缺陷的指示作为输出。在一个实施例中,机器学习模型输出指示是否已经检测到缺陷的类别(classification)。在一个实施例中,机器学习模型可以标识多种不同类型的缺陷,并且针对每种类型的缺陷指示是否已经在图像中标识出该类型的缺陷。例如,输出可以包括具有多个元素的向量,其中,每个元素可以包括表示图像包含特定缺陷类型的缺陷的概率的值。在另一个示例中,输出可以指示内部体积缺陷的概率为90%,表面缺陷概率为15%,界面缺陷的概率为2%,线厚度缺陷的概率为5%以及层离缺陷的机会为8%。高于阈值(例如,80%的概率、90%的概率等)的缺陷概率可以被分类为缺陷。低于阈值的缺陷概率可以被分类为无缺陷。
在一个实施例中,除了标识缺陷的存在之外,机器学习模型还输出与标识出的缺陷相关联的坐标。坐标可以是输入图像中的x、y像素位置。然后,在一些实施例中,处理逻辑可以利用缺陷的坐标来标记图像。另外,在实施例中,处理逻辑可以指示在标识的坐标处标识的缺陷的类型。这可以使用户能够快速查看并再次检查阳性缺陷类别的结果。
在一个实施例中,机器学习模型可以针对其输出的每个缺陷概率输出置信度度量。置信度度量可以指示与输出缺陷概率相关联的置信度水平。如果置信度度量低,则这可能表明图像中的细节和/或对比度不足以准确地确定缺陷是否存在。在一些实施例中,将机器学习模型输出的置信度度量与置信度阈值进行比较。如果置信度度量低于置信度阈值,则该方法可以进行到框310(图中未示出)。代替框306的操作或除框306的操作之外,可以执行该操作。
在一个实施例中,机器学习模型可以输出针对在输入图像中标识出的每个缺陷或缺陷组的缺陷等级。缺陷等级可以根据缺陷的严重性和/或缺陷以后将引起变形或故障的可能性来对制造缺陷进行评级。缺陷等级可以基于在图像中标识出的缺陷的密度或数量以及缺陷的尺寸和/或缺陷的类型。在框314处,处理逻辑可以确定是否已经处理了所有生成的图像。如果尚未处理来自多个图像中的任何图像,则该方法返回到框305,并且选择新图像。注意,框305-314的操作可以在已经生成了3D打印对象的所有图像之前开始。例如,成像系统101可以开始拍摄3D打印对象的图像,并且处理逻辑可以在成像系统101继续生成附加图像的同时开始处理一个或多个第一图像。在一些实施例中,可以实例化多个线程,并且每个线程可以并行处理一个或多个图像以加速缺陷检测过程。一旦所有图像都已被处理,该方法继续到框316。
在框316处,处理逻辑可以确定在任何图像中是否标识出任何制造缺陷。处理逻辑可以针对多个图像中的每个图像来评估由机器学习模型生成的每个输出。在一个实施例中,如果通过机器学习模型在多个图像的至少一个图像中标识出至少一个缺陷,则处理逻辑可以确定在图像中标识出制造缺陷。在一个实施例中,处理逻辑确定3D打印对象的图像的组合的缺陷等级。组合的缺陷等级可以基于与每个图像相关联的缺陷等级。然后,处理逻辑可以确定组合的缺陷等级是否超过缺陷阈值。
在一个实施例中,机器学习模型可以基于在多个图像的另一个图像中标识出的其他缺陷的位置或严重性来修改缺陷的缺陷等级。例如,机器学习模型可能已经为在3D打印对象的第一图像中标识出的缺陷生成了低缺陷等级,并为在3D打印对象的第二图像中标识出的缺陷生成了高缺陷等级。处理逻辑可以确定第一图像中识别出的缺陷可能会促成由第二图像中标识出的缺陷引起的变形或故障,并且可以将在第一图像中标识出的缺陷的等级调整为高缺陷等级。
如果组合的缺陷等级落入缺陷阈值以下,则处理逻辑可以确定在与3D打印对象相关联的多个图像中未标识出制造缺陷,并且方法300可以继续至框320。如果组合的缺陷等级超过了缺陷阈值,则处理逻辑可以确定在与3D打印对象相关联的多个图像中标识出制造缺陷,并且方法300可以继续至框318。
在框318处,处理逻辑可以基于由机器学习模型提供的输出来使3D打印对象未通过(3D打印对象可能没有通过质量控制,并且被标识为有缺陷的)。在一个实施例中,可以修理未通过的3D打印对象以去除制造缺陷。在另一个实施例中,可以防止3D打印对象在制造过程中进一步被使用或被交付给用户。在另一个实施例中,3D打印对象可以被报废并且可以制造替换物。
可以保留由哪个3D打印机制造按制造商或位置输出的每个3D打印对象的记录。例如,可以维护数据库,该数据库包括对于每个3D打印对象的单独条目。条目的一个字段可以是3D打印对象的ID。另一个字段可以是患者ID。另一个字段可以是治疗计划ID。另一个字段可以是标识该3D打印对象的3D打印机的3D打印机ID。在另一个实施例中,处理逻辑可以标识制造出未通过的3D打印对象的3D打印机(例如,基于与3D打印对象相关联的3D打印机ID)。处理逻辑可以确定由该3D打印机打印的其他3D打印对象,并且可以确定制造该未通过的3D打印对象的3D打印机是否制造了一个或多个另外的也包括制造缺陷的3D打印对象(并且也可能是没有通过质量检查)。没有通过质量控制的3D打印对象和/或其缺陷的组合信息可以被用于确定是否安排对3D打印机的维护。例如,可以标识由特定3D打印机制造的3D打印对象中的缺陷的数量增加的趋势,并且可以基于该趋势为3D打印机安排维护。在一个实施例中,基于由3D打印机制造的3D打印对象中的缺陷,来为该3D打印机计算缺陷分数。如果缺陷分数超过阈值,则可以为3D打印机安排维护。在一个实施例中,经训练的机器学习模型(例如,递归神经网络(RNN))被训练为基于由该3D打印机制造的3D对象的缺陷来确定何时为3D打印机安排维护。例如,随着时间,可以将由3D打印机制造的每个3D打印对象的组合的缺陷结果输入到RNN中。RNN可以确定缺陷数量增加的模式何时指示应该安排维护,并且可以输出安排维护的建议。然后,处理逻辑可以基于RNN的输出来安排对3D打印机的维护,以防止在另外的3D打印对象上形成制造缺陷。
在框320处,处理逻辑基于在框308处由机器学习模型提供的输出来使3D打印对象通过。例如,如果在一个或多个图像中标识出很少制造缺陷或没有标识出制造缺陷,则3D打印对象可以通过质量控制,并被标识为是可接受的。
图3B示出了根据一个实施例的用于确定与3D打印对象或壳体相关联的ID的方法330的流程图。在框332处,3D打印对象或壳体的第一照明可以使用第一光源布置来提供。第一光源布置可以由图1A和1B中描绘的成像系统或者由图2A或图2B中描绘的成像系统提供。在框334处,3D打印对象的图像可以使用一个或多个成像装置(例如,顶视摄像头和/或侧视摄像头)来生成。在一个实施例中,图像由图1A中描绘的成像系统提供的顶视摄像头来生成。在一个实施例中,图像由图2中描绘的成像系统的摄像头来生成。在框336处,对图像执行OCR。处理逻辑可以处理图像以标识符号序列在图像中的位置。符号序列可以包含字母、数字、特殊符号、标点符号等。然后,处理逻辑可以对符号序列执行OCR。OCR可以使用任何已知的方法(例如,矩阵匹配、特征提取或其组合)来执行。在一个实施例中,处理逻辑可以将一或多个转换操作应用于图像以更清楚地处理符号序列。转换操作可以包括更改图像的分辨率,使用某些参数执行图像的二值化,校正失真、眩光或模糊不清,执行降噪操作等。这些操作可以被应用于整个图像或包含标识出的符号序列的图像的一部分。
在一个实施例中,符号序列可能没有被成像系统所生成的图像完整地显示。例如,图像可能描绘包含符号序列的一半的3D打印对象或壳体的特定区域。在一个实施例中,处理逻辑可以生成符号序列的位置的至少一个附加的图像。如果新生成的图像包括整个符号序列,则处理逻辑可以根据上述程序来处理图像。如果新生成的图像描绘了符号序列的另一半,则处理逻辑可以执行拼接操作以生成包含符号序列的单个图像。然后,处理逻辑可以根据上述程序来执行OCR。
在框338处,与3D打印对象或壳体相关联的ID可以基于OCR的结果来确定。在根据框336执行了OCR之后,处理逻辑可以产生第一结果,该第一结果包含在图像中标识出的符号序列的计算机可读版本。处理逻辑可以将第一结果与一个或多个3D打印对象ID(或壳体ID)进行比较,以确定第一结果是否对应于已知的3D打印对象ID或已知的壳体ID。如果确定第一结果不对应于已知的3D打印对象ID或已知的壳体ID,则拒绝第一结果。在一个实施例中,可以对图像执行第二OCR操作以生成第二结果。在另一个实施例中,可以对与生成第一结果的图像不同的图像执行OCR操作,以便生成第二结果。如果确定第一结果或第二结果对应于已知的3D打印对象标识符或已知的壳体标识符,则处理逻辑确定第一结果或第二结果是与3D打印对象或壳体相关联的ID。
在另一个实施例中,技术人员可以使用诸如图9所示的UI等界面在检查站点手动输入与3D打印对象或壳体相关联的ID。在另一个实施例中,3D打印对象和/或壳体分类系统可以以已知顺序对一系列3D打印对象和/或壳体进行分类。处理逻辑可以从3D打印对象和/或壳体分类系统中检索3D打印对象顺序(或壳体顺序),以便了解当前正被处理3D打印对象或壳体中的哪些以及它们到达成像系统的顺序。可选地,3D打印对象或壳体可以在托盘中到达成像系统,该托盘承载3D打印对象标识信息或壳体标识信息(例如,RFID标签、条形码、序列号等),该标识信息由图1A和1B中描绘的成像系统,或图2A或图2B中描绘的成像系统来读取。此后,根据针对图4描述的方法,处理逻辑可以基于3D打印对象标识信息或壳体标识信息来检索与3D打印对象或壳体相关联的数字文件。
图4示出了根据一个实施例的确定用于捕获3D打印对象的图像的第一照明的方法400的流程图。在框402处,处理逻辑可以确定与3D打印对象相关联的ID。可以通过针对图3中描绘的方法描述的任何ID确定方法来确定ID。
在框404处,可以基于与3D打印对象相关联的ID来确定与3D打印对象相关联的数字文件。在一些实施例中,数字文件可以与为患者的牙弓定制并正在接受检查的模具相关联。在一些实施例中,数字文件可以与为患者的牙弓定制并且正在接受检查的矫正器相关联。该数字文件可以包括为患者的牙弓定制的模具的数字模型。该数字文件还可以包括为患者的牙弓定制的矫正器的数字模型。在一个实施例中,矫正器的数字模型可以基于在正畸治疗阶段对患者牙弓的模具的数字模型的操纵来生成。
在框406处,与3D打印对象的至少一个表面相关联的几何形状可以基于数字文件来确定。在一个实施例中,几何形状可以基于与数字文件相关联的模具的数字模型来确定。在另一个实施例中,几何形状可以基于与数字文件相关联的壳体的数字模型来确定。
在框408处,基于与3D打印对象的至少一个表面相关联的几何形状来选择提供第一照明的第一光源布置。在一个实施例中,基于几何形状的第一光源布置可以被包括在数字文件中。在一个实施例中,通过将3D打印对象的数字模型输入到机器学习模型中来确定第一光源,该机器学习模型被训练为确定用于3D打印对象的最佳照明。在一个实施例中,机器学习模型针对相对于3D打印对象的不同摄像头角度来确定不同的最佳照明(例如,要激活的发光元件的集合)。因此,输出可以包括多个不同的照明设置,其中,每个照明设置可以对应于相对于3D打印对象的特定摄像头角度(例如,多轴平台的特定旋转和/或平移运动设置)。处理逻辑可以基于第一光源布置(照明设置)使成像系统的第一光源、第二光源和/或第三光源的一个或多个发光元件被激活。
在另一个实施例中,与3D打印对象相关联的成分或材料可以基于数字文件来确定。在另一个实施例中,第一光源布置可以基于与3D打印对象相关联的成分或材料来修改。例如,处理逻辑可以使发出特定波长的光的一个或多个发光元件被激活,其中,成分或材料对于该特定波长的光可以是透明的或半透明的。
图5示出了根据一个实施例的检测3D打印对象的严重缺陷的方法500的流程图。还可以执行方法500来确定在3D打印模具上热成型的壳体的严重缺陷。在一个实施例中,用于形成正畸和/或聚合物矫正器的牙弓的模具上或直接打印的正畸和/或聚合物矫正器上的严重缺陷可以包括:牙弓变化、变形、弯曲(压缩或扩张)、切割线变化、边带、修整的附件、丢失的附件、毛刺、扩口、动力脊问题、材料破裂、短钩等等。在框502处,确定与3D打印对象相关联的ID。可以使用针对图3中描绘的方法而描述的任何ID确定方法来确定ID。
在框504处,可以确定与3D打印对象相关联的数字文件。可以从数字文件的集合中确定该数字文件。数字文件可以基于ID来与3D打印对象相关联。数字文件的集合中的每个数字文件可以包括3D打印对象的数字模型(例如,虚拟3D模型)。在一个实施例中,每个数字文件可以包括用于制造矫正器的模具的数字模型。每个数字文件可以是针对独特的、定制的3D打印对象的。在一个实施例中,每个数字文件可以是针对在患者的治疗计划的特定阶段为特定患者定制的特定模具的。
在一个实施例中,3D打印对象可以是直接制造的矫正器。在另一个实施例中,与ID相关联的数字文件可以包括第一矫正器的数字模型,其是由处理逻辑动态地生成的或者从另一来源接收的。第一矫正器的数字模型可以通过操纵用于制造第一矫正器的模具的数字模型来动态地生成。第一矫正器的数字模型可以通过模拟在模具的数字模型上对膜进行热成型的过程、通过将模具的数字模型放大为放大的数字模型(例如,通过使数字模型的表面缩放或膨胀)来生成。此外,第一矫正器的数字模型的生成可以包括切割线在放大的数字模型上的投影,沿切割线虚拟地切割放大的数字模型以创建切割的放大数字模型,以及选择切割的放大数字模型的外表面。在一个实施例中,第一矫正器的数字模型包括第一矫正器的外表面,在其他实施例中,尽管第一矫正器的数字模型可以包括厚度或内表面,但是它不一定具有厚度和/或不一定包括第一矫正器的内表面。
在一个实施例中,数字文件可以包括用于制造第一矫正器的模具的虚拟3D模型。在一个实施例中,数字文件可以包括与第一矫正器相关联的多个文件,其中,多个文件包括第一数字文件和第二数字文件,该第一数字文件包括模具的数字模型,该第二数字文件包括第一矫正器的数字模型。可替代地,单个数字文件可以既包括模具的数字模型又包括第一矫正器的数字模型。
在框506处,处理逻辑可以从第一数字文件确定第一3D打印对象的第一剪影。在一个实施例中,第一剪影被包括在第一3D打印对象中。在一个实施例中,第一剪影基于第一3D打印对象的数字模型到由第一3D打印对象的图像(例如,顶视摄像头生成的图像)所限定的平面上的投影。在一个实施例中,第一剪影基于第一3D打印对象的数字模型的操纵。例如,在一些实施例中,第一剪影可以基于3D打印对象的数字模型到由3D打印对象的图像限定的平面上的投影。在这样的情况下,可以缩放或以其他方式调整3D打印对象的投影以便从特定的视角(例如,顶视摄像头的视角)近似3D打印对象的投影。在另一个实施例中,第一剪影可以基于对数字模型的操纵,其中,该操纵使数字模型的外表面具有3D打印对象的近似形状,并且还基于数字模型的外表面到由3D打印对象的图像所限定的表面上的投影。在一些实施例中,第一剪影可以从3D打印对象的近似的外表面确定。在一些实施例中,第一剪影可以包括第一3D打印对象的外表面到由3D打印对象的图像限定的平面上的投影的第一形状。
在框508处,3D打印对象的第二剪影可以从3D打印对象的至少一个图像确定。3D打印对象的图像可以限定平面。第二剪影可以包括在投影到由3D打印对象限定的平面上时3D打印对象的第二形状的轮廓。第二剪影可以直接从一个或多个图像(例如,顶视图、侧视图等)确定。在一个实施例中,从图像绘制第二形状的轮廓以形成第二剪影(例如,基于对图像执行边缘检测以识别轮廓)。
在框510处,处理逻辑可以将第一剪影与第二剪影进行比较。处理逻辑可以基于将第一剪影与第二剪影进行比较来标识第一剪影与第二剪影之间的一个或多个差异。在一些实施例中,处理逻辑可以通过确定第一剪影的第一形状和第二剪影的第二形状不匹配的一个或多个区域来标识一个或多个差异。处理逻辑可以进一步确定区域的差异(例如,一个或多个区域的厚度或一个或多个区域的面积中的至少一个)。
在框512处,处理逻辑可以基于在框510处进行的比较来生成第一剪影与第二剪影之间的差异度量。差异度量可以包括第一剪影与第二剪影之间的差异的数值表示。
在框514处,处理逻辑可以确定在框512处确定的差异度量是否超过差异阈值。差异阈值可以是任何合适的可配置的量(例如,大于三毫米(mm)、5mm、10mm的差异,面积大于一百平方毫米的区域等)。如果差异度量超过差异阈值,则在框516处,处理逻辑可以将3D打印对象分类为具有严重缺陷。在一个实施例中,被分类为具有严重缺陷的3D打印对象可以被进一步分类为变形的。如果确定差异度量未超过差异阈值,则处理逻辑可以确定3D打印对象的形状不具有严重缺陷,并且可以继续执行根据本公开的其他方法,例如图6中公开的方法(例如,分层缺陷检测)。
如果确定差异度量超过差异阈值,则在框516处,确定3D打印对象包括严重缺陷。在一个实施例中,可以修理具有严重缺陷的3D打印对象,以去除严重缺陷。在另一个实施例中,具有严重缺陷的3D打印对象可以被报废,并且可以在使用或交付3D打印对象之前制造替换的3D打印对象。
如果确定差异度量未超过差异阈值,则该方法结束。在一个实施例中,如果一个或多个差异未超过差异阈值,则处理逻辑可以执行附加的比较。在一个实施例中,处理逻辑可以对模具或矫正器执行附加比较。图6示出了根据一个实施例的处理由成像系统捕获的图像以检测3D打印对象上或之中的缺陷(例如,诸如分层缺陷之类的细微缺陷)的方法600的流程图。在一个实施例中,方法600可以针对每个患者的治疗计划的每个独特的模具来执行,其中,每个独特的模具是针对治疗计划的一个或多个阶段(例如,关键阶段)定制的。在另一个实施例中,方法600可以针对每个患者的治疗计划的每个独特的矫正器来执行,其中,每个独特的矫正器是针对治疗计划的一个或多个阶段(例如,关键阶段)定制的。
在框602处,通过处理逻辑来获得3D打印对象的图像。该图像可能已经由图1A、1B、2A和/或2B中描绘的成像系统101生成以作为多个图像中的一个。在一个实施例中,图像可以由成像系统101提供的顶视摄像头生成。顶视摄像头可以被配置为获取3D打印对象的顶视图图像。在另一个实施例中,至少一个图像可以由所描绘的成像系统101中设置的侧视摄像头生成。侧视摄像头可以被配置为捕获3D打印对象的侧视图。多个图像中的每个图像可以描绘3D打印对象(例如,用于正畸或聚合物矫正器的模具的牙齿)的特定区域。
在框604处,对图像执行边缘检测(或其他差分(differencing)处理)以确定图像中的3D打印对象的边界。边缘检测可以包括应用自动图像处理功能,例如,边缘检测算法。可以使用的一种示例边缘检测操作或算法是多尺度组合分组。可以使用的边缘检测算法的其他示例是Canny边缘检测器、Deriche边缘检测器、一阶和二阶差分边缘检测器(例如,二阶高斯导数核)、Sobel算子、Prewitt算子、Roberts交叉算子等等。代替边缘检测或除了边缘检测之外,还可以对图像执行分割操作(例如,牙齿分割操作)。在一个实施例中,可以应用分割操作以将3D打印对象分割成单独的对象,以便突出显示图像中描绘的3D打印对象的特定区域。在一个实施例中,将多个边缘检测算法和/或分割算法的组合用于边缘检测。
在框606处,可以选择边界上的点的集合。在一个实施例中,边界内的图像的一部分可以比边界内的图像的另一部分包括更大的对比度。在这样的实施例中,可以在朝向图像的具有更大的对比度的部分的边界上选择点的集合。例如,如果图像描绘了正畸或聚合物矫正器的模具,则边界可以指示在边界的区域内的模具的牙齿。牙齿朝向牙齿的顶部或冠部的部分可以包括比牙齿朝向冠的底部的部分更大的对比度。因此,点的集合可以朝向图像中描绘的3D打印对象的顶部或冠部来选择。
在框608处,使用点的集合来确定感兴趣区域。在一个实施例中,处理逻辑可以生成与该点的集合相对应的多个形状。处理逻辑可以将多个形状中的每个形状应用于点的集合。对于应用于该点的集合的每个形状,处理逻辑可以生成等级,其中,等级基于该形状能够连接至的点的数量。处理逻辑可以确定感兴趣区域被包括在具有最高等级的形状的区域内。
在一个实施例中,处理逻辑可以进一步限定感兴趣区域。处理逻辑可以将几何形状内的图像的一部分标识为感兴趣区域。在一个实施例中,处理逻辑可以确定感兴趣区域包括在0.5mm与1.5mm之间的高度以及在1.5mm与4.5mm之间的宽度。在另一个实施例中,处理逻辑可以确定感兴趣区域包括1mm的高度和3mm的宽度。
在框616处,可以裁剪图像以排除图像的感兴趣区域之外的区域。
在框618处,裁剪后的图像(或未经裁剪的图像)可以使用机器学习模型(例如,人工神经网络)来处理,以标识3D打印工艺的制造缺陷。在一些实施例中,模型可以是经训练的机器学习模型。可替代地或附加地,可以对裁剪后的图像(或未经裁剪的图像)执行一个或多个图像处理操作,并且可以将图像处理操作的结果与限定的规则的集合进行比较。
在一个实施例中,机器学习模型(或限定的规则的集合)可以通过标识感兴趣区域内存在的多条线来确定是否存在特定类型的分层缺陷。多条线可能是由用于制造3D打印对象的制造过程(例如,SLA)产生的。限定的规则的集合可以包括在具有与感兴趣区域相似的尺寸的区域中应该存在的可接受的阈值数量的线。处理逻辑可以确定感兴趣区域内的线的数量是否在可接受的阈值内。如果处理逻辑确定线的数量不在可接受的阈值内,则机器学习模型可以将感兴趣区域指示为包含缺陷。另外,处理逻辑可以确定缺陷的严重性以及分层缺陷可能引起明显变形的可能性。如果处理逻辑确定线的数量在可接受的阈值内,则处理逻辑可以将感兴趣区域指示为不包含特定类型的分层缺陷。
在另一个实施例中,限定的规则的集合可以包括可接受的线之间的距离阈值,其中,每条线表示在3D打印工艺期间生成的不同层。处理逻辑可以确定感兴趣区域内的线之间的距离是否在可接受的阈值内。如果处理逻辑确定线之间的距离不在可接受的阈值内,则处理逻辑可以将感兴趣区域指示为包含分层缺陷。另外,处理逻辑可以确定缺陷的严重性以及缺陷可能引起明显变形的可能性。如果处理逻辑确定线之间的距离在可接受的阈值内,则处理逻辑可以将感兴趣区域指示为不包含分层缺陷。
在另一个实施例中,处理逻辑可以确定感兴趣区域内的线之间是否存在间隙。如果线之间存在间隙,则处理逻辑可以将感兴趣区域指示为包含分层缺陷(例如,内部体积缺陷)。另外,处理逻辑可以确定分层缺陷的严重性(例如,层离的量)以及分层缺陷可能引起明显变形的可能性。如果线之间不存在间隙,则处理逻辑可以将感兴趣区域指示为不包含分层缺陷。
机器学习模型可以基于具有无缺陷的3D打印对象的标记图像以及包括这些类型的缺陷的3D打印对象的标记图像的训练数据集而被训练为标识上述每种类型的缺陷。另外,机器学习模型可以被训练为标识其他类型的缺陷(例如,其他类型的分层缺陷)。例如,机器学习模型可以确定在感兴趣区域内是否存在碎屑、气泡(空洞)或孔(凹坑)。如果存在碎屑或孔,则机器学习模型可以将感兴趣区域指示为包含分层缺陷(例如,表面缺陷或界面缺陷),并且可选地,可以指示分层缺陷的类型和/或检测到分层缺陷的图像上的坐标。另外,机器学习模型可以确定分层缺陷的严重性以及分层缺陷可能导致明显变形的可能性。如果不存在碎屑或孔,则机器学习模型可以将感兴趣区域指示为不包含分层缺陷。
机器学习模型可以生成将由处理逻辑处理的输出。在一个实施例中,到机器学习模型的输出可以包括图像包含分层缺陷的概率。在一个实施例中,对于机器学习模型已经被训练为检测到的每种类型的缺陷,输出包括该类型的缺陷被包括在图像中的概率。在另一个实施例中,机器学习模型的输出可以包括缺陷等级,该缺陷等级指示在图像中标识出的缺陷的严重性。在另一个实施例中,机器学习模型的输出可以包括在图像中标识出分层缺陷的位置的标识。输出还可以包括图像中的缺陷的位置的突出显示。
机器学习模型可以由单个级别的线性或非线性操作组成(例如,支持向量机(SVM)或单个级别的神经网络),或者可以是由多个级别的非线性操作组成的深度神经网络。深度网络和神经网络的示例包括具有一个或多个隐藏层的卷积神经网络和/或递归神经网络。某些神经网络可能由互连的节点组成,其中,每个节点从前一个节点接收输入,执行一个或多个操作,并将结果所得到的输出发送到一个或多个其他连接的节点以供将来处理。
卷积神经网络包括可以提供有效图像识别的架构。卷积神经网络可以包括几个卷积层和子采样层,它们将滤波器应用于文本的图像的部分以检测某些特征(例如,缺陷)。即,卷积神经网络包括卷积操作,该卷积操作将每个图像片段逐个元素地乘以滤波器(例如,矩阵),并在输出图像中的相似位置将结果相加。
递归神经网络可以将数据从后面的处理阶段到后面的处理阶段向前传播,也可以向后传播。递归神经网络包括处理信息序列并在隐藏层的上下文中存储有关先前计算的信息的功能。这样,递归神经网络可能具有“记忆”。
人工神经网络通常包括具有分类器或回归层的特征表示组件,该分类器或回归层将特征映射到期望的输出空间。例如,卷积神经网络(CNN)托管多层卷积滤波器。在较低的层处执行池化并且可以解决非线性问题,在较低的层的顶部上通常附加多层感知器,从而将由卷积层提取的顶层特征映射到决策(例如,类别输出)。深度学习是一类机器学习算法,这些机器学习算法使用级联的多层非线性处理单元进行特征提取和转换。每个后续层都使用前一层的输出作为输入。深度神经网络可以以受监督(例如,类别)和/或不受监督(例如,模式分析)的方式学习。深度神经网络包括层的层次结构,其中,不同的层学习对应于不同抽象级别的不同级别的表示。在深度学习中,每个级别都学习将其输入数据转换为稍微更抽象和综合的表示。例如,在图像识别应用中,原始输入可以是像素矩阵;第一表示层可以提取像素并对边缘进行编码;第二层可以组成边缘的布置并对其进行编码;第三层可以对较高级别的形状(例如,牙齿、嘴唇、齿龈等)进行编码;并且第四层可以识别出该图像包含面部或在图像中的牙齿周围限定边界框。值得注意的是,深度学习过程可以自行学习将哪些特征最佳地放置在哪个级别上。“深度学习”中的“深度”是指转换数据所经过的层的数量。更准确地说,深度学习系统具有很大的信用分配路径(CAP)深度。CAP是从输入到输出的转换链。CAP描述了输入和输出之间的潜在的因果关系。对于前馈神经网络,CAP的深度可以是网络的深度,并且可以是隐藏层的数量加一。对于递归神经网络,在其中信号可能会不止一次地传播通过层,因此CAP深度可能不受限制。
可以使用训练数据集来训练从3D打印对象的图像中标识缺陷的机器学习模型。神经网络的训练可以以监督学习的方式来实现,这涉及通过网络馈送由标记的输入组成的训练数据集,观察其输出,限定误差(通过测量输出和标记值之间的差)以及使用诸如深梯度下降和反向传播之类的技术来调整网络在其所有层和节点上的权重,以使误差最小化。在许多应用中,对训练数据集中的许多标记的输入重复此过程会产生网络,当呈现与训练数据集中存在的输入不同的输入时,该网络可以产生正确的输出。在高维设置(例如,大图像)中,当足够大且多样化的训练数据集可用时,可以实现这种一般化(generalization)。训练数据集可以包括3D打印对象的许多图像。每个图像可以包括该图像的标签或目标。标签或目标可以指示图像是否包括缺陷、缺陷的类型、一个或多个缺陷的位置、缺陷的严重性和/或其他信息。
在一个实施例中,机器学习模型的训练正在进行中。因此,随着新图像被生成,可以应用机器学习模型以标识那些图像中的缺陷。在某些情况下,部件可能基于机器学习模型的输出,但是部件可能由于未检测到的缺陷而最终未通过。可以将该信息添加到已被处理的图像中,并且可以在更新的学习过程中通过机器学习模型反馈这些图像,以进一步教导机器学习模型并减少将来的假阴性。
在框620处,由处理逻辑来确定3D打印对象是否包括分层缺陷,和/或3D打印对象是否包括将不利地影响将3D打印对象用于其预期的目的的使用的一个或多个分层缺陷。处理逻辑可以根据上述方法评估机器学习模型针对图像以及多个图像中的所有其他图像的输出。在一个实施例中,由机器学习模型生成的输出可以包括针对在多个图像的每个图像中标识出的每个缺陷的缺陷等级。处理逻辑可以将机器学习模型的输出(例如,缺陷等级)与缺陷阈值进行比较。在一个实施例中,处理逻辑可以将针对每个图像的输出与缺陷阈值进行比较。在另一个实施例中,处理逻辑可以为多个图像生成整体组合的缺陷等级,并将整体组合的缺陷等级与缺陷阈值进行比较。如果输出高于缺陷阈值,则处理逻辑可以确定在与3D打印对象相关联的图像中标识出分层缺陷,并且方法600可以继续至框622。如果输出低于缺陷阈值,则处理逻辑可以确定在3D打印对象中没有标识出制造缺陷,并且方法600可以结束。
如果由处理逻辑确定出3D打印对象包括制造缺陷,则在框622处,可以丢弃3D打印对象。在一个实施例中,可以修理3D打印对象以去除分层缺陷。在另一个实施例中,3D打印对象可以被报废,并且可以制造替换的3D打印对象。
图7示出了根据一个实施例的3D打印对象700,其包括被形成为3D打印工艺的结果的多条线702。在一个实施例中,3D打印对象可以包括用于制造正畸和/或聚合物矫正器的牙弓的模具。在某些情况下,SLA被用于制造模具。作为SLA工艺的结果,3D打印对象700可以包括指示在SLA工艺期间形成的薄层的多条线702。
图8A示出了根据一个实施例的由图1A、1B、2A或2B中描绘的成像系统生成的3D打印对象的图像。该图像可以描绘3D打印对象的特定区域802。在一个实施例中,如在图7的一个实施例中所见,3D打印对象可以描绘用于正畸或聚合物矫正器的模具,并且特定区域802可以包括模具的牙齿。特定区域802可以包括通过逐层3D打印工艺(例如,SLA)形成的多个薄层。
图8B示出了来自图8A的3D打印对象的特定区域802的分解图。特定区域802包括在逐层3D打印工艺(例如,SLA)期间形成的多个薄层804。薄层804之间的空间被描绘为多条线806。图8B示出了通过逐层SLA工艺制造的3D打印对象的理想视图。薄层804不包含由制造故障引起的任何分层缺陷。另外,线806均匀地间隔开,指示薄层804具有相等的厚度。
图8C示出了图8A的3D打印对象的特定区域802的另一分解图。图8C描绘了在模具的表面至内部界面上形成的呈孔(例如,凹坑)形式的多个分层缺陷808。
图9示出了根据一个实施例的用于系统控制和图像获取(例如,用于包括图1A的图像检查模块145和/或成像器控制模块140的软件和/或固件)的示例用户界面(UI)900。UI900可以是交互式的,并且用户交互选项可以被表示为图标。用户可以通过各种输入(例如,鼠标、键盘、触摸屏或其他类似的装置)与UI交互。
可以在UI 900的一个部分中提供俯视图区域902。俯视图区域902可以被配置为显示3D打印对象的图像。3D打印对象的图像可以由图1A、1B、2A和/或2B中描绘的成像系统的摄像头生成。例如,图像可以由图1A、2A或2B中描绘的顶视摄像头生成。在俯视图区域902中显示的图像可以描绘由顶视摄像头捕获的3D打印对象的顶视图图像。
可以在UI 900的一个部分中提供检查视图区域904。检查视图区域904可以被配置为显示与在俯视图区域902中显示的图像不同的3D打印对象的图像。显示在检查视图区域904中的图像可以由图1A、1B、2A和/或2B中描绘的成像系统的侧视摄像头生成。在一个实施例中,侧视摄像头可以被配置为获取3D打印对象的侧视图图像。显示在检查视图区域904中的图像可以描绘由侧视摄像头捕获的侧视图图像。该图像可以描绘3D打印对象的特定区域,并且可以描绘通过逐层3D打印工艺(例如,SLA)形成的薄层。在一个实施例中,UI 900可以包括缩放适配图标918,其可以允许用户自动放大检查视图区域904中显示的图像,并且可以使图像的放大部分适合于检查视图区域904的边界。
可以在UI 900的一个部分中提供图像菜单906。图像菜单906的每个条目可以包括描绘3D打印对象的特定区域的图像,该3D打印对象在俯视图区域902和检查视图区域904中显示的图像中被描绘。每个条目还可以包括未通过指示符,该未通过指示符指示在对应的图像中描绘的特定区域是否包含一个或多个缺陷并且随后未通过检查。如果用户选择图像菜单906的条目,则与该条目相关联的图像可以被显示在检查视图区域904中。在一个实施例中,在检查视图区域904中显示的图像还可以包括视觉指示符,该视觉指示符为用户标识3D打印对象的特定区域上的缺陷的确切位置。
可以在UI 900的一个部分中提供结果区域908。该结果区域908可显示从机器学习模型和/或通过规则引擎而应用的规则的集合生成的输出结果。结果区域908可以指示3D打印对象的图像是否已经生成并且是否已经被机器学习模型成功地处理。在一个实施例中,俯视图区域902可以包括描绘3D打印对象的顶视图的图像。在另一个实施例中,结果区域908可以指示是否成功地标识了与3D打印对象相关联的ID。结果区域908还可以指示在3D打印对象上是否存在严重缺陷。如果在3D打印对象上存在严重缺陷,则结果区域908可以指示对象未通过检查的简档。结果区域908还可以指示在3D打印对象中是否存在分层缺陷。如果在3D打印对象中存在分层缺陷,则结果区域908可以指示3D打印对象未通过检查。
在一个实施例中,UI 900可以包括未通过指示符910。未通过指示符910可以通过包含会降低3D打印对象的性能的制造缺陷(例如,严重缺陷、分层缺陷等)来向用户指示3D打印对象未通过检查。未通过指示符910可以基于结果区域908中提供的结果来指示3D打印对象未通过检查。在一个实施例中,未通过指示符910可以包括图标,其中,选择该图标的用户(例如,技术人员)可以基于在俯视图区域902和检查视图区域904中显示的图像,手动使3D打印对象不通过检查。
可以在UI 900的一个部分中提供统计区域912。统计区域912可以基于在给定的3D打印对象的集合中测试的3D打印对象的总数来提供统计。统计区域912可以指示已通过检查的3D打印对象的图像的数量和未通过检查的3D打印对象的图像的数量。统计区域912还可以包括针对给定的3D打印对象而测试的图像的得率(yield)。UI 900还可以包括统计重置按钮914。用户(例如,技术人员)可以重置统计区域912,使得针对给定图像集而测试的图像的总数被设置为零。
可以在UI 900的一个部分中提供ID条目916。在一个实施例中,用户(例如,技术人员)可以将与在俯视图区域902和检查视图区域904中显示的图像中描绘的3D打印对象相关联的ID(例如,序列号)手动输入到ID条目916中。在另一个实施例中,可以通过图1A、1B、2A和/或2B中描绘的成像系统的处理逻辑将ID自动填充到ID条目916中。在一个实施例中,可以对在俯视图区域902中显示的图像执行OCR以标识图像中的符号序列,并且处理逻辑可以生成与3D打印对象相关联的ID。如本文的实施例中所描述的,可以基于3D打印对象在对象分类系统中的已知顺序来获得ID。
可以在UI 900的一个部分中提供用于手动模式920和自动模式922的图标。在一个实施例中,可以由用户(例如,技术人员)选择手动模式920图标。如果选择了手动模式920图标,则用户可以手动检查在俯视图区域902和检查视图区域904中显示的图像中描绘的3D打印对象。未通过指示符910可以包括按钮,其中,用户可以基于图像手动地使3D打印对象不通过检查。在另一个实施例中,可以选择自动模式922图标。如果选择了自动模式922图标,则处理逻辑可以使机器学习逻辑处理在俯视图区域902和检查视图区域904中显示的图像,从而确定是否存在制造缺陷。
可以在UI 900的一个部分中提供用于图像捕获924的图标。在一个实施例中,用户(例如,技术人员)可以通过选择图像捕获924图标来手动捕获3D打印对象的图像。在另一个实施例中,处理逻辑可以使得能够根据本文公开的方法捕获3D打印对象的至少一个图像。
可以在UI 900的一个部分中提供用于设置928、诊断930、紧急停止932和退出934的图标。在一个实施例中,根据图10中描绘的UI 1000,用户(例如,技术人员)可以选择诊断930图标来修改图1A、1B、2A和/或2B中描绘的成像系统的参数。在一个实施例中,用户可以通过选择紧急停止932图标来使成像系统停止捕获3D打印对象的图像。用户可以通过选择设置928图标来修改显示UI 900的程序的设置。用户可以通过选择退出934图标来退出显示UI 900的程序。
图10示出了根据一个实施例的示例UI 1000,其用于对图1A、1B、2A和/或2B中描绘的成像系统进行工程控制。如果用户选择图9中描绘的诊断930图标,则可以将UI 1000显示给用户(例如,技术人员)。UI 1000可以是交互式的,并且用户交互选项可以被表示为图标。用户可以通过各种输入(例如,鼠标、键盘、触摸屏或其他类似装置)与UI交互。在一个实施例中,UI 1000是图1A的成像器控制模块140的UI。
可以在UI 1000上提供用于运动控制菜单1002、摄像头/灯光菜单1004、I/O菜单1006和杂项菜单1008的图标。用户(例如,技术人员)可以通过选择与组件相关联的图标来调整与图1A和1B中描绘的成像系统的不同组件关联的各种参数。例如,用户可以通过选择运动控制菜单1002图标来调整关于平台设备的多轴平台的运动控制或图1A和图1B描绘的侧视摄像头设备的可移动基座的参数。在图10中突出显示了运动控制菜单1002。
可以在UI 1000的一个部分中提供旋转控制区域1010。旋转控制区域1010可以允许用户修改与平台设备的平台相关联的参数。在一个实施例中,用户可以通过将数值输入到度数条目字段1016中来修改平台的旋转度数。在另一个实施例中,用户可以通过选择绝对移动1012图标来绝对地修改平台的旋转度数(例如,选择特定的旋转位置设置)。在另一个实施例中,用户可以通过选择相对移动1014图标来修改平台相对于先前旋转度数的旋转度数。在一个实施例中,用户可以通过将数值输入到速度条目字段1020中并选择设置速度1018图标来修改平台旋转和/或平移运动的速度。在另一个实施例中,用户可以通过在加速度条目字段1024中输入数值并选择设置加速度/减速度1022图标来修改平台旋转和/或平移运动的加速度。如果用户在加速度条目字段1024中输入正数值,则平台可以增加加速度。如果用户在加速度条目字段1024中输入负数值,则平台可以降低加速度。在一个实施例中,用户可以通过选择停止运动1025图标来停止平台的旋转和/或平移运动。
在旋转控制区域1010中可以包括用于返回主页1026、启用驱动器1028或禁用驱动器1030的图标。用户可以通过选择主页1026图标来使平台返回到“主页”设置。“主页”设置可以包括对于基座的参数的集合,这些参数是在首次处理每个3D打印对象时应用的。用户可以通过选择启用驱动器1028图标来启用平台的驱动器(例如,开始旋转和/或平移运动)。用户可以通过选择禁用驱动器1030图标来禁用驱动器(例如,停止旋转和/或平移运动)。
旋转控制区域1010还可以包括旋转状态区域1032。旋转状态区域1032可以指示平台的当前参数和状态。在一个实施例中,旋转状态区域1032可以指示是否启用驱动器、平台是否正在移动、程序是否正在执行、或者平台是否设置为“主页”设置。在另一个实施例中,旋转状态区域1032可以提供平台的当前度数位置以及平台正在旋转的当前速度。在一个实施例中,如果在操作平台中发生了错误,则可以在旋转状态区域1032中提供错误码。
可以在UI 1000的一个部分中提供线性控制区域1034。线性控制区域1034可以允许用户(例如,技术人员)修改与图1A和1B中所描绘的侧视摄像头设备的可移动基座相关联的参数。在一个实施例中,用户可以通过在位置条目字段1040中输入数值来修改可移动基座的位置。在另一个实施例中,用户可以通过选择绝对移动1036图标来绝对地修改可移动基座的位置。在另一个实施例中,用户可以通过选择相对移动1038图标来相对于先前位置来修改可移动基座的位置。在一个实施例中,用户可以通过在速度条目字段1044中输入数值并选择设置速度1042图标来修改可移动基座移动的速度。在另一个实施例中,用户可以通过在加速度条目字段1048中输入数值并选择设置加速度/减速度1049图标来修改可移动基座的加速度。如果用户在加速度条目字段1024中输入正数值,则可移动基座可以增加加速度。如果用户在加速度条目字段1024中输入负数值,则可移动基座可以降低加速度。
线性控制区域1034中可以包括用于返回主页1050、启用驱动器1052或禁用驱动器1054的图标。用户可以通过选择主页1050图标来使可移动基座返回到“主页”设置。“主页”设置可以包括在首次处理每个3D打印对象时应用的对于可移动基座的参数集。用户可以通过选择启用驱动器1052图标来启用对可移动基座的驱动器。用户可以通过选择禁用驱动器1058图标来禁用可移动基座的驱动器。
线性控制区域1034还可以包括线性状态区域1056。线性状态区域1056可以指示可移动基座的当前参数和状态。在一个实施例中,线性状态区域1056可以指示驱动器是否被启用、可移动基座是否正在移动、或者可移动基座是否被设置为“主页”设置。在另一个实施例中,旋转状态区域1032可以提供可移动基座的当前位置以及可移动基座正在移动的当前速度。在一个实施例中,如果在可移动基座的操作中发生了错误,则可以在线性状态区域1056中提供错误码。
可以在UI 1000的一个区域中提供协调控制区域1060。协调控制区域1060可以允许用户(例如,技术人员)使处理逻辑自动修改与图1A和1B中描绘的平台设备的平台以及侧视摄像头设备的可移动基座相关联的参数(例如,根据某些检查方案)。用户可以通过选择移动开始位置1062图标来使处理逻辑移动平台设备的平台和/或侧视摄像头设备的可移动基座的开始位置。用户可以通过选择运行简档1064图标使处理逻辑为处于检查中的3D打印对象确定运动简档。运动简档可以由处理逻辑根据与3D打印对象相关联的一个或多个特性来确定。一个或多个特性可以存储在与3D打印对象相关联的数字文件中。在一个实施例中,用户可以从简档下拉菜单1066的多个运动简档中选择先前生成的运动简档。
在用户已经修改了旋转控制区域1010、线性控制区域1034和/或协调控制区域中的一个或多个中的至少一个参数之后,用户可以通过选择完成1068图标将修改后的参数应用于成像系统。在选择完成1068图标时,可以将图9中描绘的UI 900呈现给用户。
图11示出了处于计算装置1100的示例形式的机器的图形表示,该计算装置1100中的一组指令用于使该机器执行参照图3A-6的方法讨论的任何一种或多种方法。在备选实施例中,该机器可以连接(例如,联网)到局域网(LAN)、内联网、外联网或因特网中的其他机器。例如,该机器可以联网到快速成型装置,诸如3D打印机或SLA设备。在另一个示例中,机器可以被联网或直接连接到成像系统(例如,图1A、1B、2A和/或2B的成像系统101)。在一个实施例中,计算装置1100对应于图1A的计算装置135。机器可以在客户端-服务器网络环境中以服务器或客户端机器的能力运行,或者作为对等(或分布式)网络环境中的对等机器运行。该机器可以是个人计算机(PC)、平板计算机、机顶盒(STB)、个人数字助理(PDA)、蜂窝电话、环球网设备、服务器、网络路由器、交换机或者桥接器,或任何能够执行指定该机器要采取的动作的一组指令(顺序地或以其他方式)的机器。此外,虽然仅示出了单个机器,但术语“机器”还应被视为包括单独或联合执行一组(或多组)指令以执行本文讨论的任何一个或多个方法的机器(例如,计算机)的任何集合。
示例计算装置1100包括处理装置1102、主存储器1104(例如,只读存储器(ROM)、快闪存储器、诸如同步DRAM(SDRAM)的动态随机存取存储器(DRAM)、静态存储器1106(例如,快闪存储器、静态随机存取存储器(SRAM)等)和辅助存储器(例如,数据存储装置1128),它们经由总线1108彼此通信。
处理装置1102表示诸如微处理器、中央处理单元等的一个或多个通用处理器。更具体地,处理装置1102可以是复杂指令集计算(CISC)微处理器、精简指令集计算(RISC)微处理器、超长指令字(VLIW)微处理器、实现其他指令集的处理器、或实现指令集的组合的处理器。处理装置1102也可以是一个或多个专用处理装置,诸如专用集成电路(ASIC)、现场可编程门阵列(FPGA)、数字信号处理器(DSP)、网络处理器等。处理装置1102被配置为执行用于执行本文讨论的操作和步骤的处理逻辑(指令1126)。
计算装置1100还可以包括用于与网络1164通信的网络接口装置1122。计算装置1100还可以包括视频显示单元1110(例如,液晶显示器(LCD)或阴极射线管(CRT))、字母数字输入装置1112(例如,键盘)、光标控制装置1114(例如,鼠标)、以及信号生成装置1120(例如,扬声器)。
数据存储装置1128可以包括机器可读存储介质(或者更具体地,非暂时性计算机可读存储介质)1124,其上存储有体现本文描述的任何一种或多种方法或功能的一组或多组指令1126。非暂时性存储介质是指除载波之外的存储介质。在由计算机装置1100执行指令1126的期间,指令1126还可以完全或至少部分地驻留在主存储器1104内和/或处理装置1102内,主存储器1104和处理装置1102也构成计算机可读存储介质。
计算机可读存储介质1124还可以用于如上文所述的图像检查模块145和/或成像器控制模块140,其可以执行参考图3A-6描述的方法中的一个或多个操作。计算机可读存储介质1124还可以存储包含调用图像检查模块145和/或成像器控制模块140的方法的软件库。虽然计算机可读存储介质1124在示例实施例中被示为单个介质,但是术语“计算机可读存储介质”应被视为包括存储一组或多组指令的单个介质或多个介质(例如,集中式或分布式数据库,和/或相关联的高速缓存和服务器)。术语“计算机可读存储介质”还应被视为包括能够存储或编码一组指令以供机器执行并且使机器执行本公开的任何一种或多种方法的任何介质。因此,术语“计算机可读存储介质”应被视为包括但不限于固态存储器、以及光学和磁性介质以及其他非暂时性计算机可读介质。
如本文以上所述,在一些实施例中,图1A、2A和2B的缺陷检测系统以及图3A-6的方法300-600可用于对用来制造矫正器的牙弓的模具执行自动缺陷检测和/或用于对直接打印的矫正器执行自动缺陷检测。图12A示出了示例性牙齿重新定位器械或矫正器1200,该牙齿重新定位器械或矫正器1200可以由患者佩戴以便实现颌中各个牙齿1202的增量重新定位。器械可以包括壳体(例如,连续的聚合物壳体或分段的壳体),其具有容纳牙齿并根据弹性地重新定位牙齿的牙齿容纳腔。矫正器(也称为器械)或其(一个或多个)部分可以使用牙齿的物理模型间接地制造。例如,可以使用牙齿的物理模型和合适层数的聚合物材料片来形成器械(例如,聚合物器械)。如本文所用,“聚合材料”可以包括由聚合物形成的任何材料。如本文所用,“聚合物”可指由通过共价化学键连接的重复结构单元组成的分子,该分子通常由相当大数量的重复单元(例如,等于或大于3个重复单元,可选地,在一些实施例中,等于或大于10个重复单元,在一些实施例中,大于或等于30个重复单元)和高分子量(例如,大于或等于10,000Da,在一些实施例中,大于或等于50,000Da或大于或等于100,000Da)来表征。聚合物通常是一种或多种单体前体的聚合产物。术语聚合物包括均聚物,或基本上由单个重复单体子单元组成的聚合物。术语聚合物还包括当两种或更多种不同类型的单体链接在同一聚合物中时形成的共聚物。有用的聚合物包括可以处于无定形、半无定形、结晶或半结晶状态的有机聚合物或无机聚合物。聚合物可以包括聚烯烃、聚酯、聚丙烯酸酯、聚甲基丙烯酸酯、聚苯乙烯、聚丙烯、聚乙烯、聚对苯二甲酸乙二醇酯、聚乳酸、聚氨酯、环氧聚合物、聚醚、聚(氯乙烯)、聚硅氧烷、聚碳酸酯、聚酰胺、聚丙烯腈、聚丁二烯、聚(环烯烃)和共聚物。本文提供的系统和/或方法与一系列塑料和/或聚合物相兼容。因此,该列表不是包含性的,而是示例性的。塑料可以是热固性的或热塑性的。该塑料可以是热塑性的。
适用于本文公开的实施例的材料的示例包括但不限于由阿莱恩技术公司(AlignTechnology)提交的以下临时专利申请中描述的那些材料:2015年7月7日提交的序列号为62/189,259的美国临时申请“MULTIMATERIAL ALIGNERS(多种材料的矫正器)”;2015年7月7日提交的序列号为62/189,263的美国临时申请“DIRECT FABRICATION OF ALIGNERS WITHINTERPROXIMAL FORCE COUPLING(通过近邻力耦合直接制造矫正器)”;2015年7月7日提交的序列号为62/189,291的美国临时申请“DIRECT FABRICATION OF ORTHODONTICAPPLIANCES WITH VARIABLE PROPERTIES(具有可变特性的牙齿矫正器械的直接制造)”;2015年7月7日提交的序列号为62/189,271的美国临时申请“DIRECT FABRICATION OFALIGNERS FOR ARCH EXPANSION(直接制造用于牙弓扩张的矫正器)”;2015年7月7日提交的序列号为62/189,282的美国临时申请“DIRECT FABRICATION OF ATTACHMENT TEMPLATESWITH ADHESIVE(使用胶粘剂直接制备附件模板)”;2015年7月7日提交的序列号为62/189,301的美国临时申请“DIRECT FABRICATION CROSS-LINKING FOR PALATE EXPANSION ANDOTHER APPLICATIONS(直接制造交联用于腭扩展和其他应用)”;2015年7月7日提交的序列号为62/189,312的美国临时申请SYSTEMS,APPARATUSES AND METHODS FOR DENTALAPPLIANCES WITH INTEGRALLY FORMED FEATURES(具有整体成型特征的牙科器械的系统、装置和方法)”;2015年7月7日提交的序列号为62/189,317的美国临时申请“DIRECTFABRICATION OF POWER ARMS(直接制造动力臂)”;2015年7月7日提交的序列号为62/189,303的美国临时申请“SYSTEMS,APPARATUSES AND METHODS FOR DRUG DELIVERY FROMDENTAL APPLIANCES WITH INTEGRALLY FORMED RESERVOIRS(具有整体成型储罐的牙科器械的药物输送系统、装置和方法)”;2015年7月7日提交的序列号为62/189,318的美国临时申请“DENTAL APPLIANCE HAVING ORNAMENTAL DESIGN(具有装饰设计的牙科器械)”;2015年7月7日提交的序列号为62/189,380的美国临时申请“DENTAL MATERIALS USINGTHERMOSET POLYMERS(使用热固性聚合物的牙科材料)”;2018年5月4日提交的序列号为62/667,354的美国临时申请“CURABLE COMPOSITION FOR USE IN A HIGH TEMPERATURELITHOGRAPHY-BASED PHOTOPOLYMERIZATION PROCESS AND METHOD OF PRODUCINGCROSSLINKED POLYMERS THEREFROM(用于基于高温光刻的光聚合过程的可固化组合物及其制备交联聚合物的方法)”;2018年5月4日提交的序列号为62/667,364的美国临时申请“POLYMERIZABLE MONOMERS AND METHOD OF POLYMERIZING THE SAME(可聚合单体及其聚合方法)”;以及其任何转换申请(包括出版物和已发布的专利),包括其任何分案、续案或部分续案。
器械1200可以适配在上颌或下颌中存在的所有牙齿上,或少于所有牙齿上。该器械可以被专门设计成容纳患者的牙齿(例如,牙齿容纳腔的形貌与患者牙齿的形貌相匹配),并且基于通过压模、扫描等生成患者牙齿的阳或阴模型可以制造该器械。可选地,该器械可以是被配置为容纳牙齿的通用器械,但不必被定形为与患者牙齿的形貌相匹配。在某些情况下,只有器械所容纳的某些牙齿可以由该器械重新定位,而其他牙齿可以提供一个基部(base)或锚点(anchor)区域,以在该器械对被靶定为重新定位的一个或多个牙齿施加力时将器械保持在适当的位置。在某些情况下,在治疗过程中的某些时候可能会重新定位部分、大部分或甚至全部牙齿。移动的牙齿还可以用作基部或锚点,以将器械保持在牙齿上的适当位置。但是,在某些情况下,可能需要或必须在牙齿1202上提供单独的附件或其他锚定元件1204,并在器械1200中提供相应的插孔(receptacle)或孔1206,以便器械可以在牙齿上施加选定的力。示例器械(包括在
图12B示出了包括多个器械1212、1214和1216的牙齿重新定位系统1210。在此描述的任何器械可以被设计和/或提供为在牙齿重新定位系统中使用的一组多个器械的一部分。每个器械可被构造成使得牙齿容纳腔具有与打算用于器械的中间或最终牙齿布置相对应的几何形状。通过将一系列增量位置调整器械放置在患者牙齿上,可以将患者的牙齿从初始牙齿排列逐步重新定位为目标牙齿排列。例如,牙齿重定位系统1210可以包括对应于初始牙齿排列的第一器械1212、对应于一个或多个中间排列的一个或多个中间器械1214、以及对应于目标排列的最后器械1216。目标牙齿排列可以是在所有规划的正畸治疗结束时为患者的牙齿选择的规划的最终牙齿排列。可替代的,目标排列可以是在正畸治疗过程中患者牙齿的一些中间排列中的一个,该正畸治疗可以包括各种不同的治疗方案,包括但不限于如下情况:建议手术、适合于进行邻面去釉(IPR)、安排进度检查、锚点位置最佳、希望上颚扩展、涉及修复性牙科(例如镶嵌、高嵌体、冠、牙桥、植入物、贴面等)。这样,可以理解,目标牙齿排列可以是遵循一个或多个增量重新定位阶段的患者牙齿的任何规划的结果排列。同样,初始牙齿排列可以是患者牙齿的任何初始排列,然后是一个或多个增量重新定位阶段。
在一些实施例中,器械1212、1214、1216或其一部分可以使用间接制造技术来生产,间接制造技术例如是在阳模或阴模上热成型,可以使用上文所述的方法和系统检查该阳模或阴模。正畸器械的间接制造可以涉及以下:以目标排列方式(例如,通过快速成型制造、铣削等)制造患者牙列的阳模或阴模,以及在模具上对一个或多个材料片材进行热成型以产生器械壳体。
在间接制造的示例中,患者的牙弓的模具可以从牙弓的数字模型来制造,并且壳体可以在模具上形成(例如,通过在牙弓的模具上热成型聚合物片且然后修整热成型的聚合物片)。模具的制造可以通过快速成型机(例如,SLA 3D打印机)形成。在通过计算装置的处理逻辑处理了器械1212、1214、1216的数字模型之后,快速成型机可以接收牙弓的模具的数字模型和/或器械1212、1214、1216的数字模型。处理逻辑可以包括硬件(例如,电路、专用逻辑、可编程逻辑、微代码等)、软件(例如,由处理装置执行的指令)、固件或其组合。
为了制造模具,基于治疗计划来确定患者的牙弓在治疗阶段的形状。在正畸学的示例中,可以基于要被建模的牙弓的口内扫描来生成治疗计划。可以执行患者牙弓的口内扫描以生成患者牙弓的三维(3D)虚拟模型(模具)。例如,可以执行患者的下颌和/或上颌弓的全扫描以生成其3D虚拟模型。可以通过从不同扫描站创建多个重叠的口内图像并且然后将口内图像拼接在一起以提供复合3D虚拟模型来执行口内扫描。在其他应用中,还可以基于要被建模的对象的扫描或基于计算机辅助绘图技术的使用(例如,用于设计虚拟3D模具)来生成虚拟3D模型。或者,可以从要被建模的实际对象生成初始阴膜(例如,牙齿印模等)。然后可以扫描阴膜以确定将要产生的阳膜的形状。
一旦生成患者牙弓的虚拟3D模型,牙科医生就可以确定包括患者牙齿的最终位置和取向的期望的治疗结果。然后,处理逻辑可以确定多个治疗阶段以使牙齿从起始位置和取向进展到目标最终位置和取向。最终虚拟3D模型和每个中间虚拟3D模型的形状可以通过计算从初始牙齿放置和取向到最终矫正的牙齿放置和取向的整个正畸治疗中牙齿移动的进展来确定。对于每个治疗阶段,单独的虚拟3D模型将是不同的。原始虚拟3D模型、最终虚拟3D模型和每个中间虚拟3D模型是独特的并且为患者定制的。
因此,可以为单个患者生成牙弓的多个不同的虚拟3D模型(数字设计)。第一虚拟3D模型可以是患者当前呈现的患者牙弓和/或牙齿的独特模型,并且最终虚拟3D模型可以是在矫正一个或多个牙齿和/或颌之后患者的牙弓和/或牙齿的模型。可以对多个中间虚拟3D模型进行建模,每个模型可以与先前的虚拟3D模型递增地不同。
患者牙弓的每个虚拟3D模型可以被用于生成牙弓在治疗的特定阶段的定制的物理模具。模具的形状可以至少部分地基于该治疗阶段的虚拟3D模型的形状。虚拟3D模型可以被表示在诸如计算机辅助绘图(CAD)文件的文件中或诸如立体光刻(STL)文件的3D可打印文件中。可以将模具的虚拟3D模型发送给第三方(例如,临床医生办公室、实验室、制造工厂或其他实体)。虚拟3D模型可以包括将控制制造系统或装置以便生产具有指定几何形状的模具的指令。
临床医生办公室、实验室、制造工厂或其他实体可以接收模具的虚拟3D模型(即已经如上所述创建的数字模型)。实体可以将数字模型输入到快速成型机。然后,快速成型机使用该数字模型制造模具。快速成型制造机的一个示例是3D打印机。3D打印包括任何基于层的增材制造工艺。可以使用增材工艺来实现3D打印,其中,连续的材料层以规定的形状形成。可以使用挤出沉积、粒状材料粘合、层压、光聚合、连续液体界面生产(CLIP)或其他技术执行3D打印。还可以使用减材工艺(例如铣削)来实现3D打印。
在一些情况下,SLA被用于制造SLA模具。在SLA中,通过一个在另一个之上依次打印可光固化材料(例如,聚合树脂)的薄层来制造模具。平台搁置在液体光聚合物或树脂的浴槽中,刚好在浴槽的表面之下。光源(例如,紫外激光)在平台上追踪图案,从而固化光源指向的光聚合物,以形成模具的第一层。平台以增量降低,并且光源在平台上追踪新图案以在每个增量处形成模具的另一层。重复该过程直到完全制造出模具为止。一旦形成模具的所有层,就可以清洁和固化模具。
诸如聚酯、共聚酯、聚碳酸酯、热聚合聚氨酯、聚丙烯、聚乙烯、聚丙烯和聚乙烯共聚物、丙烯酸、环状嵌段共聚物、聚醚醚酮、聚酰胺、聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚醚酰亚胺、聚醚砜、聚对苯二甲酸丙二醇酯、苯乙烯嵌段共聚物(SBC)、硅橡胶、弹性体合金、热聚合弹性体(TPE)、热聚合硫化橡胶(TPV)弹性体、聚氨酯弹性体、嵌段共聚物弹性体、聚烯烃共混弹性体、热聚合共聚酯弹性体、热聚合聚酰胺弹性体或其组合等材料可以被用于直接形成模具。用于制造模具的材料可以以未固化的形式(例如,作为液体、树脂、粉末等)提供并且可以被固化(例如,通过光聚合、光固化、气体固化、激光固化、交联(crosslinking)等)。固化之前材料的特性可能与固化之后材料的特性不同。
生成模具后,可以使用上文所述的系统和/或方法对其进行检查。如果模具通过检查,则它可以被用于形成器械(例如,矫正器)。
器械可以由每个模具形成,并且当应用于患者的牙齿时,可以提供力以便按照治疗计划所规定的那样来移动患者的牙齿。每个器械的形状是独特的并且针对具体患者和具体治疗阶段而定制。在示例中,器械1212、1214和1216可以在模具上压力成型或热成型。每个模具可以被用于制造器械,该器械将在正畸治疗的具体阶段向患者的牙齿施加力。每个器械1212、1214和1216都具有容纳牙齿并根据具体的治疗阶段弹性地重新定位牙齿的牙齿容纳腔。
在一个实施例中,在模具上压制形成或热成型材料片。该材料片可以是例如聚合物片(例如,弹性热聚合物、聚合物材料片等)。为了在模具上热成型壳体,可以将材料片加热到材料片变得柔软的温度。可以同时对材料片施加压力以在模具周围形成现在柔软的材料片。一旦材料片冷却,它将具有符合模具的形状。在一个实施例中,在形成壳体之前将脱模剂(例如,不粘材料)施加到模具上。这可以便于随后从壳体移除模具。
附加信息可以被添加到器械。附加信息可以是与矫正器有关的任何信息。这样的附加信息的示例包括部件编号标识符、患者姓名、患者标识符、病例号、序列标识符(例如,指示具体衬垫(liner)是治疗序列中的哪个矫正器)、制造日期、临床医生姓名、徽标(logo)等。例如,在器械被热成型之后,可以利用部件编号标识符(例如,序列号、条形码等)对矫正器进行激光标记。在一些实施例中,系统可以被配置为读取(例如,光学地、磁力地等)模具的标识符(条形码、序列号、电子标签等),以确定与在其上形成的矫正器相关联的部件编号。在确定部件编号标识符之后,系统然后可以利用独特的部件编号来标记矫正器。部件编号标识符可以是计算机可读的,并且可以将该矫正器关联于特定患者、治疗序列中的特定阶段、是上壳体还是下壳体,代表从其制造矫正器的模具的数字模型和/或包括该矫正器的虚拟生成的数字模型或其近似的特性(例如,通过基于操纵模具的数字模型、使模具在不同平面中的投影膨胀或缩放等来近似矫正器的外表面而生成)的数字文件。
在对于治疗阶段在模具上形成器械之后,该器械随后沿着切割线(也称为修整线)被修整,并且可以从模具移除器械。处理逻辑可以确定器械的切割线。可以基于牙弓在具体治疗阶段的虚拟3D模型、基于将在牙弓上形成的器械的虚拟3D模型、或基于牙弓的虚拟3D模型和器械的虚拟3D模型的组合进行该(一个或多个)切割线的确定。切割线的位置和形状对于器械的功能(例如,器械将期望的力施加到患者的牙齿的能力)以及器械的配合性和舒适性是重要的。对于诸如正畸器械、正畸保持器和正畸夹板等壳体,壳体的修整在壳体对于其预期目的(例如,矫正、保持或定位患者的一个或多个牙齿)的功效以及在患者牙弓上的配合性方面起着重要作用。例如,如果对壳体修整太多,则壳体可能失去刚性并且壳体对患者牙齿施加力的能力可能受到损害。如果对壳体修整太多,则壳体可能会在该位置变脆弱,并且在患者从其牙齿上取下壳体或从模具取下壳体时,可能会成为损坏点。在一些实施例中,作为在确定在器械的数字设计中存在可能的损坏点时采取的纠正措施之一,可以在器械的数字设计中修改切割线。
另一方面,如果对壳体修整太少,则壳体的一些部分可能撞击患者的牙龈并引起不适、肿胀和/或其他牙科问题。另外,如果在一个位置对壳体修整太少,则壳体在该位置可能太硬。在一些实施例中,切割线可以是在牙龈线处、在牙龈线下方或在牙龈线上方的经过器械的直线。在一些实施例中,切割线可以是牙龈切割线,其表示器械与患者的牙龈之间的界面。在这样的实施例中,切割线控制器械的边缘与患者的龈线或牙龈表面之间的距离。
每个患者都具有带有独特牙龈的独特牙弓。因此,切割线的形状和位置对于每个患者和每个治疗阶段可以是独特的和定制的。例如,切割线被定制为沿着牙龈线(也称为齿龈线)。在一些实施例中,切割线可以在一些区域中离开牙龈线而在其他区域中在牙龈线上。例如,在一些情况下,可能希望切割线离开牙龈线(例如,不接触牙龈),其中,在牙齿之间的邻间区域中,壳体将接触牙齿并且在牙龈线上(例如,接触牙龈)。因此,沿预定切割线修整壳体是重要的。
在一些实施例中,本文中的正畸器械(或其一些部分)可以使用直接制造来生产,例如增材制造技术(在本文中也称为“3D打印”)或减材制造技术(例如,铣削)。在一些实施例中,直接制造涉及在不使用物理模板(例如,模具、掩模等)来限定对象几何形状的情况下形成对象(例如,正畸器械或其一部分)。增材制造技术可以归类为以下:(1)光固化(vatphotopolymerization)(例如,立体光刻),在其中对象从成桶的液态光聚合物树脂被逐层构造;(2)材料喷涂,在其中使用连续或按需滴落(DOD)方法将材料喷涂到构建平台上;(3)粘合剂喷涂,在其中构建材料(例如,基于粉末的材料)和粘合材料(例如,液体粘合剂)的交替层通过打印头沉积;(4)熔融沉积成型(FDM),在其中材料通过喷嘴抽出,被加热并且被逐层沉积;(5)粉末床熔合,其包括但不限于直接金属激光烧结(DMLS)、电子束熔化(EBM)、选择性热烧结(SHS)、选择性激光熔化(SLM)和选择性激光烧结(SLS);(6)片材层压,其包括但不限于分层实体制造(LOM)和超声增材制造(UAM);以及(7)定向能量沉积,其包括但不限于激光工程网成形、定向光制造、直接金属沉积和3D激光熔覆。例如,立体光刻可以被用于直接制造器械1212、1214和1216中的一个或多个。在一些实施例中,立体光刻法涉及根据期望的横截面形状使用光(例如紫外光)选择性地聚合光敏树脂(例如光聚合物)。通过依次聚合多个对象横截面,可以以逐层方式建立对象几何形状。作为另一个示例,可以使用选择性激光烧结直接制造器械1212、1214和1216。在一些实施例中,选择性激光烧结涉及根据期望的横截面形状使用激光束来选择性地熔化和融合粉末材料层,以便建立对象几何形状。作为又一个示例,通过熔融沉积成型直接制造器械1212、1214和1216。在一些实施例中,熔融沉积成型涉及以逐层方式熔化并选择性地沉积热塑性聚合物的细丝,以便形成对象。在又一示例中,材料喷涂可以用于直接制造器械1212、1214和1216。在一些实施例中,材料喷涂涉及将一种或多种材料喷涂或挤出到构建表面上,以形成对象几何形状的连续层。
在一些实施例中,本文提供的直接制造方法以逐层的方式建立对象的几何形状,其中,连续的层是在离散的构建步骤中形成的。替代地或组合地,可以使用允许对象几何形状的连续建立的直接制造方法,在本文中被称为“连续直接制造”。可以使用各种类型的连续直接制造方法。作为示例,在一些实施例中,使用“连续液体相间打印”来制造器械1212、1214和1216,在其中通过在对象的构建表面和抑制聚合的“死区”之间形成部分固化的树脂的梯度,从可光聚合树脂的贮存器连续构建对象。在一些实施例中,半透膜被用于控制光聚合抑制剂(例如,氧气)向死区中的输送,以便形成聚合梯度。连续液体相间打印可以实现比其他直接制造方法快约25倍至约100倍的制造速度,并且通过结合冷却系统可以实现快约1000倍的速度。连续液体相间打印在以下文献中进行描述:公开号为2015/0097315、2015/0097316和2015/0102532的美国专利,它们的每一个的公开内容通过引用整体并入本文。
作为另一个示例,连续直接制造方法可以通过构建平台在辐照阶段期间的连续运动(例如,沿着垂直方向或Z方向)从而使被辐照的光聚合物的硬化深度受运动速度控制来实现对象几何形状的连续构建。因此,可以实现材料在构建表面的连续聚合。在美国专利号No.7,892,474中描述了这类方法,该专利的公开内容通过引用整体并入本文。
在另一个示例中,连续直接制造方法可以涉及挤压由围绕实心股线(solidstrand)的可固化液体材料组成的复合材料。可以沿着连续的三维路径挤压复合材料以便形成对象。这类方法在美国专利公开号2014/0061974中描述,其公开内容通过引用全部结合到本文中。
在又一个示例中,连续直接制造方法利用“螺旋光刻术(heliolithography)”方法,在其中,在使构建平台连续旋转和升高的同时,利用聚焦辐射来固化液态光聚合物。因此,可以沿着螺旋构造路径连续地构建对象几何形状。这类方法的示例在美国专利公开号2014/0265034中描述,其公开内容通过引用整体结合到本文中。
本文提供的直接制造方法与多种材料兼容,包括但不限于以下中的一个或多个:聚酯、共聚酯、聚碳酸酯、热塑性聚氨酯、聚丙烯、聚乙烯、聚丙烯和聚乙烯共聚物、丙烯酸、环状嵌段共聚物、聚醚醚酮、聚酰胺、聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚醚酰亚胺、聚醚砜、聚对苯二甲酸丙二醇酯、苯乙烯嵌段共聚物(SBC)、硅橡胶、弹性体合金、热塑性弹性体(TPE)、热塑性硫化橡胶(TPV)弹性体、聚氨酯弹性体、嵌段共聚物弹性体、聚烯烃共混弹性体、热塑性共聚酯弹性体、热塑性聚酰胺弹性体、热固性材料、或其组合。用于直接制造的材料可以以未固化的形式(例如,作为液体、树脂、粉末等)提供并且可以被固化(例如,通过光聚合、光固化、气体固化、激光固化、交联等),以便形成正畸器械或其一部分。固化之前材料的特性可能与固化之后材料的特性不同。一旦被固化,本文中的材料就可表现出足够的强度、刚度、耐久性、生物相容性等,以用于正畸器械。可以根据器械的对应部分的所需特性来选择所用材料的固化后特性。
在一些实施例中,正畸器械的相对刚性的部分可以使用以下一个或多个材料通过直接制造来形成:聚酯、共聚酯、聚碳酸酯、热塑性聚氨酯、聚丙烯、聚乙烯、聚丙烯和聚乙烯共聚物、丙烯酸、环状嵌段共聚物、聚醚醚酮、聚酰胺、聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚醚酰亚胺、聚醚砜和/或聚对苯二甲酸丙二醇酯。
在一些实施例中,正畸器械的相对弹性的部分可以使用以下一个或多个材料通过直接制造来形成:苯乙烯嵌段共聚物(SBC)、硅橡胶、弹性体合金、热塑性弹性体(TPE)、热塑性硫化橡胶(TPV)弹性体、聚氨酯弹性体、嵌段共聚物弹性体、聚烯烃共混弹性体、热塑性共聚酯弹性体和/或热塑性聚酰胺弹性体。
机器参数可以包括固化参数。对于基于数字光处理(DLP)的固化系统,固化参数可以包括功率、固化时间和/或整个图像的灰度。对于基于激光的固化系统,固化参数可以包括功率、速度、光束尺寸、光束形状和/或光束的功率分布。对于打印系统,固化参数可以包括材料滴尺寸、粘度和/或固化功率。可以定期监测和调整这些机器参数(例如,每1-x层的某些参数以及每次构建后的某些参数),作为制造机器上的工艺控制的一部分。工艺控制可以通过在机器上包括传感器来实现,该传感器每层或每几秒钟测量功率和其他光束参数,并通过反馈回路自动对其进行调整。对于DLP机器,根据系统的稳定性,可以在每次构建之前、之中和/或结束时和/或以预定的时间间隔(例如,每n次构建、每小时一次、每天一次、每周一次等)测量并校准灰度等。另外,材料特性和/或光特性可以被提供给制造机器,并且机器工艺控制模块可以使用这些参数来调整机器参数(例如,功率、时间、灰度等)以补偿材料特性的变化。通过对制造机器实施工艺控制,可以实现降低器械精度和残余应力中的变化。
可选地,本文描述的直接制造方法允许制造包括多种材料的器械,在本文中称为“多材料直接制造”。在一些实施例中,多材料直接制造方法涉及在单个制造步骤中由多种材料同时形成对象。例如,多尖端挤出设备可以用于从不同的材料供应源选择性地分配多种类型的材料,以便由多种不同的材料制造对象。这样的方法在第6,749,414号美国专利号中有所描述,其公开内容通过引用整体结合到本文中。可替代地或组合地,多材料直接制造方法可以涉及在多个顺序的制造步骤中由多种材料形成对象。例如,对象的第一部分可以根据本文的任何直接制造方法由第一材料形成,然后对象的第二部分可以根据本文的方法由第二材料形成,以此类推,直到整个对象被形成为止。
与其他制造方法相比,直接制造可以提供各种优点。例如,与间接制造形成对比,直接制造允许在不使用任何模具或模板来使器械成形的情况下生产正畸器械,从而减少了所涉及的制造步骤的数量并提高了最终器械几何形状的分辨率和准确性。另外,直接制造允许对器械的三维几何形状,例如器械的厚度进行精确控制。复杂的结构和/或辅助组件可以在单个制造步骤中与器械壳体一体地形成为单片,而不是在单独的制造步骤中添加到壳体。在一些实施例中,直接制造被用于生产使用替代制造技术难以创建的器械几何形状,例如具有非常小或精细特征、复杂的几何形状、底切、邻间结构的器械、具有可变厚度和/或内部结构的壳体(例如,通过减少重量和减少材料使用来提高强度)。例如,在一些实施例中,本文的直接制造方法允许制造特征尺寸小于或等于约5μm,或在约5μm至约50μm的范围内,或在约20μm至约50μm的范围内的正畸器械。
本文所述的直接制造技术可以被用于生产具有基本上各向同性的材料特性(例如,沿所有方向基本上相同或相似的强度)的器械。在一些实施例中,本文的直接制造方法允许生产强度沿所有方向的变化不超过约25%、约20%、约15%、约10%、约5%、约1%或约0.5%的正畸器械。另外,其他制造技术相比,本文的直接制造方法可以被用于以更快的速度制造正畸器械。在一些实施例中,本文的直接制造方法允许在小于或等于大约1小时、大约30分钟、大约25分钟、大约20分钟、大约15分钟、大约10分钟、大约5分钟、大约4分钟、大约3分钟、大约2分钟、大约1分钟或大约30秒的时间间隔内生产正畸器械。这样的制造速度允许例如在常规预约或检查期间定制器械的快速“椅旁”生产。
在一些实施例中,本文描述的直接制造方法实现用于直接制造系统或装置的各种机器参数的工艺控制,以确保以高度的精度制造结果所得的器械。这样的精度对于确保将期望的力系统准确地递送到牙齿以便有效地引起牙齿移动是有利的。可以实施工艺控制来解决由多种来源(例如,材料特性、机器参数、环境变量和/或后处理参数)引起的工艺变化。
材料特性可能根据原材料的特性、原材料的纯度和/或原材料混合期间的工艺变量而变化。在许多实施例中,应在严格的工艺控制下制造用于直接制造的树脂或其他材料,以确保光特性、材料特性(例如,粘度、表面张力)、物理特性(例如,模量、强度、伸长率)和/或热特性(例如,玻璃化转变温度、热变形温度)中的变化很小。用于材料制造工艺的工艺控制可以通过在混合过程中筛选原材料的物理特性和/或控制温度、湿度和/或其他工艺参数来实现。通过对材料制造程序实施进行工艺控制,可以实现降低工艺参数的可变性,并使每批材料的材料特性更均匀。如本文中进一步讨论的,材料特性中的残余变化(Residualvariability)可以通过机器上的工艺控制来补偿。
机器参数可以包括固化参数。对于基于数字光处理(DLP)的固化系统,固化参数可以包括功率、固化时间和/或整个图像的灰度。对于基于激光的固化系统,固化参数可以包括光束的功率、速度、束尺寸、束形状和/或功率分布。对于打印系统,固化参数可以包括材料滴尺寸、粘度和/或固化功率。可以定期监测和调整这些机器参数(例如,每1-x层的某些参数以及每次构建后的某些参数),以作为制造机器上的工艺控制的一部分。工艺控制可以通过在机器上包括传感器来实现,该传感器每层或每几秒钟测量功率和其他束参数,并通过反馈回路自动对其进行调整。对于DLP机器,可以在每次构建结束时测量并校准灰度。另外,材料特性和/或光特性可以被提供给制造机器,并且机器工艺控制模块可以使用这些参数来调整机器参数(例如,功率、时间、灰度等)以补偿材料特性的变化。通过对制造机器实施工艺控制,可以实现降低器械精度和残余应力中的变化。
在许多实施例中,将环境变量(例如,温度、湿度、日光或暴露于其他能量/固化源)保持在狭窄的范围内,以减少器械厚度和/或其他特性的变化。可选地,可以调整机器参数以补偿环境变量。
在许多实施例中,器械的后处理包括清洁、后固化和/或支撑物去除过程。相关的后处理参数可以包括清洁剂的纯度、清洁压力和/或温度、清洁时间、后固化能量和/或时间、和/或支撑物去除过程的一致性。这些参数可以作为工艺控制方案的一部分进行测量和调整。此外,可以通过修改后处理参数来更改器械的物理特性。调整后处理机器参数可以提供另一种方式来补偿材料特性和/或机器特性的变化。
一旦直接制造了器械(例如,矫正器),就可以使用本文上面描述的系统和/或方法对其进行检查。
本文中的正畸器械的配置可以根据患者的治疗计划(例如,涉及连续施用多个器械以递增地重新定位牙齿的治疗计划)来确定。可以使用基于计算机的治疗计划和/或器械制造方法,以便于器械的设计和制造。例如,可以借助计算机控制的制造装置(例如,计算机数控(CNC)铣削、计算机控制的快速原型制作(例如,3D打印)等)来数字化设计和制造本文所述的一个或多个器械组件。本文提出的基于计算机的方法可以提高器械制造的准确性、灵活性和便利性。
图13示出了根据实施例的使用多个器械的正畸治疗的方法1300。可以使用本文描述的任何器械或器械集来实践方法1300。在框1302中,将第一正畸器械应用到患者的牙齿上,以便将牙齿从第一牙齿排列重新定位到第二牙齿排列。在框1304中,将第二正畸器械应用到患者的牙齿上,以便将牙齿从第二牙齿排列重新定位到第三牙齿排列。可以根据需要使用任何合适数量的器械和顺序器械的组合来重复方法1300,以便将患者的牙齿从初始排列向目标布排列进行增量地重新定位。可以在同一阶段或成组或分批(例如,在治疗阶段的开始)制造全部这些器械,或者可以一次制造一个器械,并且患者可以佩戴每个器械直到牙齿不再感觉到每个器械的压力或直到已经达到该给定阶段呈现的最大牙齿移动量为止。在患者佩戴多种器械中的任何一种之前,可以设计并且甚至制造多种不同的器械(例如,一套器械)。在将器械穿戴了适当的一段时间之后,患者可以用该系列中的下一个器械替换当前的器械,直到不再剩余器械为止。所述器械通常不被固定在牙齿上,并且患者可以在治疗期间中的任何时间放置和更换器械(例如,患者可移动器械)。最终的器械或该系列中的若干器械可以具有被选择用于过度矫正牙齿排列的一个或多个几何形状。例如,一个或多个器械可以具有下面这样的几何形状,该几何形状(如果完全实现的话)将各个牙齿移动为超出已经被选择为“最终”的牙齿排列。为了抵消在重新定位方法已经结束之后潜在的复发,这种过度校正可能是合乎需要的(例如,允许各个牙齿朝向其预校正的位置反向移动)。过度校正也可能有利于加快校正速度(例如,具有超出期望的中间位置或最终位置而定位的几何形状的器械可能会将各个牙齿以较大的速率移向该位置)。在这种情况下,可以在牙齿到达器械所确定的位置之前终止该器械的使用。此外,可以故意进行过度校正,以补偿器械的任何不准确性或限制。
图14示出了根据实施例的用于设计将通过直接制造来生产的正畸器械的方法1400。方法1400可以应用于本文描述的正畸器械的任何实施例。方法1400的一些或全部框可以由任何适当的数据处理系统或装置(例如,配置有适当指令的一个或多个处理器)执行。
在框1402中,确定将一个或多个牙齿从初始排列移动到目标排列的移动路径。初始排列可以由模具或患者牙齿或口腔组织的扫描来确定,例如使用蜡咬、直接接触扫描、X射线成像、断层成像、超声成像以及用于获取有关牙齿、颌骨、牙龈和其他正畸相关组织的位置和结构的信息的其他技术。从获得的数据中,可以导出代表患者的牙齿和其他组织的初始(例如,预处理)排列的数字数据集。可选地,对初始数字数据集进行处理以将组织组成彼此分割。例如,可以产生数字地表示各个牙冠的数据结构。有利地,可以产生整个牙齿的数字模型,包括测量的或推算的隐藏表面和牙根结构,以及周围的骨骼和软组织。
牙齿的目标排列(例如,正畸治疗的期望和预期最终结果)可以以处方的形式从临床医生那里接收,可以根据正畸的基本原理计算,和/或可以从门诊处方计算性地推算得出。通过指定牙齿的预期最终位置以及牙齿本身的数字表示,可以指定每个牙齿的最终位置和表面几何形状,以在所需的治疗结束时形成牙齿排列的完整模型。
有了每个牙齿的初始位置和目标位置,就可以为每个牙齿的运动定义移动路径。在一些实施例中,移动路径被配置成以具有最少的往返次数的最快方式移动牙齿,以将牙齿从其初始位置带到其期望的目标位置。可选地,可以对牙齿路径进行分段,并且可以计算分段,以使分段内的每个牙齿的运动保持在线性和旋转平移的阈值限制内。这样,每个路径段的端点可以构成临床上可行的重新定位,并且分段端点的集合可以构成临床上可行的牙齿位置序列,因此从该序列中的一个点移动到下一个不会导致牙齿的冲突。
在框1404中,确定产生一个或多个牙齿沿着移动路径移动的力系统。所述力系统可以包括一个或多个力和/或一个或多个扭矩。不同的力系统会导致不同类型的牙齿移动,例如倾斜、平移、旋转、挤压、侵入、牙根移动等。生物力学原理、建模技术、力计算/测量技术等(包括畸齿矫正中常见的知识和方法)可用于确定要施加到牙齿上的合适的力系统以完成牙齿移动。在确定要施加的力系统时,可以考虑来源,包括文献、通过实验或虚拟建模确定的力系统、基于计算机的建模、临床经验、不需要的力的最小化等。
力系统的确定可以包括对容许的力的约束,例如容许的方向和大小,以及由施加的力引起的期望运动。例如,在制造腭扩展器时,对于不同的患者可能需要不同的移动策略。例如,由于非常年轻的患者可能没有完全定型的缝合处(fully-formed suture),因此分离腭所需的力的量可能取决于患者的年龄。因此,在没有完整闭合的腭中缝的未成年患者和其他患者中,腭扩展可以通过较小的力来实现。缓慢的腭移动也可以辅助骨骼生长,以填充不断膨胀的缝合处。对于其他患者,可能需要更快速的扩展,这可以通过施加更大的力来实现。这些要求可以根据需要来合并,以选择器械的结构和材料;例如,通过选择能够施加较大力以使腭中缝破裂和/或引起腭快速扩展的腭扩展器。后续的器械阶段可以被设计成施加不同量的力,例如,首先施加较大的力以使缝合处断裂,然后施加较小的力以保持缝合处分离或逐渐扩展腭和/或牙弓。
力系统的确定还可以包括对患者的面部结构(例如颌和腭的骨骼结构)进行建模。例如,腭和牙弓的扫描数据(例如,X射线数据或3D光学扫描数据)可以被用于确定患者口腔的骨骼和肌肉系统的参数,从而确定足以提供期望的腭和/或牙弓的扩展。在一些实施例中,腭中缝的厚度和/或密度可以被测量或由治疗专家输入。在其他实施例中,治疗专业人员可以基于患者的生理特征选择适当的治疗。例如,还可以基于诸如患者的年龄等因素来评估腭的特性——例如,年轻的青少年患者通常需要比年长的患者更小的力来扩展缝合线,因为,缝合处尚未完全形成。
在框1406中,确定被配置为产生力系统的正畸器械。正畸器械、器械的几何形状、材料成分和/或特性的确定可以使用治疗或施力仿真环境来执行。仿真环境可以包括例如计算机建模系统、生物力学系统或装置等。可选地,可以产生器械和/或牙齿的数字模型,例如有限元模型。可以使用各种供应商提供的计算机程序应用程序软件来创建有限元模型。为了创建实体几何模型,可以使用计算机辅助工程(CAE)或计算机辅助设计(CAD)程序,例如可从加利福尼亚州圣拉斐尔市的Autodesk公司获得的
可选地,可以选择一个或多个正畸器械用于测试或力建模。如上所述,可以标识期望的牙齿移动,以及引起预期的牙齿移动所需或预期的力系统。使用模拟环境,可以对候选正畸器械进行分析或建模,以确定因使用候选器械而产生的实际力系统。可选地,可以对候选器械进行一个或多个修改,并且可以如所述地进一步分析力模型,例如,以便反复地确定产生期望的力系统的器械设计。
在框1408中,产生用于制造结合正畸器械的正畸器械的指令。该指令可以被配置为控制制造系统或设备,以生产具有指定的正畸器械的正畸器械。在一些实施例中,该指令被配置用于根据本文呈现的各种方法,使用直接制造(例如,立体光刻、选择性激光烧结、熔融沉积成型、3D打印、连续直接制造、多材料直接制造等)来制造正畸器械。在可替代实施例中,所述指令可以被配置用于例如通过热成型来间接制造所述器械。
方法1400可以包括附加框:1)口内地扫描患者的上牙弓和腭以生成腭和上牙弓的三维数据;2)确定器械的三维形状轮廓以提供如本文所述的间隙和齿啮合结构。
尽管以上框示出了根据一些实施例的设计正畸器械的方法1400,但是本领域技术人员将基于本文所述的教导认识到一些变型。一些框可以包括子框。通常可以根据需要重复执行某些框。方法1400的一个或多个框可以用任何合适的制造系统或设备来执行,例如本文所述的实施例。一些框可以是可选的,并且可以根据需要改变框的顺序。
图15示出了根据实施例用于数字化地规划正畸治疗和/或器械的设计或制造的方法1500。该方法1500可以应用于本文所述的任何治疗程序,并且可以由任何合适的数据处理系统来执行。
在框1500中,接收患者牙齿的数字表示。该数字表示可以包括患者的口内腔(包括牙齿、牙龈组织等)的表面形貌数据。可以通过使用合适的扫描设备(例如手持式扫描仪、台式扫描仪)直接扫描口内腔、口内腔的物理模型(阳或阴)或口内腔的压痕来生成表面形貌数据。
在框1502中,根据牙齿的数字表示生成一个或多个治疗阶段。治疗阶段可以是正畸治疗程序的递增重新定位阶段,该过程被设计为将患者的一颗或多颗牙齿从初始牙齿排列移动到目标排列。例如,治疗阶段的生成可以通过以下操作来生成:确定由数字表示指示的初始牙齿排列、确定目标牙齿排列、以及确定实现目标牙齿排列需要的初始排列中一个或多个牙齿的移动路径。可以基于以下各项来优化移动路径:最小化所移动的总距离、防止牙齿之间的冲突、避免更难实现的牙齿移动、或任何其他合适的标准。
在框1504中,基于生成的治疗阶段来制造至少一个正畸器械。例如,可以制造一组器械,每个器械都根据由治疗阶段之一指定的牙齿排列来成形,使得患者可以依次佩戴这些器械,以将牙齿从初始排列逐渐地重新定位到目标排列。器械组可以包括本文描述的一种或多种正畸器械。器械的制造可能包括创建器械的数字模型,以被用作计算机控制的制造系统的输入。可以根据需要使用直接制造方法、间接制造方法或其组合来形成器械。
在某些情况下,各种排列的筹划或治疗阶段对于器械的设计和/或制造可能不是必须的。正畸器械的设计和/或制造以及可能的特定的正畸治疗可以包括使用患者牙齿的表示(例如,接收患者牙齿的数字表示),然后基于患者牙齿在由接收到的表示所代表的排列中的表示来设计和/或制造正畸器械。
前面的描述阐述了许多特定细节,例如特定系统、组件、方法等的示例,以便提供对本公开的若干实施例的良好理解。然而,对于本领域的技术人员将显而易见的是,可以在没有这些具体细节的情况下实践本公开的至少一些实施例。在其他情况下,未详细描述公知的组件或方法,或者以简单的框图格式呈现公知的组件或方法,以避免不必要地混淆本公开。因此,阐述的具体细节仅是示例性的。特定实现方式可以随着这些示例性细节而改变,并且仍然可以被预期为在本公开的范围内。
在整个说明书中,对“一个实施例”或“实施例”的引用是指结合该实施例描述的特定特征、结构或特性被包括在至少一个实施例中。因此,在整个说明书中各处出现的短语“在一个实施例中”或“在实施例中”不一定都指的是同一实施例。另外,术语“或”旨在表示包含性的“或”而不是排他性的“或”。当在本文中使用术语“约”或“近似”时,这意在表示所提供的标称值被精确在±10%以内。
尽管以特定顺序示出和描述了本文中的方法的操作,但是可以改变每种方法的操作顺序,从而某些操作可以以相反的顺序被执行,或者某些操作可以至少部分地与其他操作同时进行。在另一个实施例中,不同操作的指令或子操作可以以间歇和/或交替的方式进行。在一实施例中,多个金属键合操作被执行为单个步骤。
应该理解,上述描述旨在是说明性的,而非限制性的。在阅读和理解以上描述之后,许多其它实施例对于本领域技术人员而言将是显而易见的。因此,本公开的范围应该参照所附权利要求书连同这些权利要求主张的权利的等同物的全部范围来确定。
- 基于机器的三维(3D)对象缺陷检测
- 基于机器视觉的立体对象多类缺陷检测装置及方法