防弹复合装甲及其制备方法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及的是一种复合材料领域的技术,具体是一种防弹复合装甲及其制备方法。
背景技术
防弹插板传统的复合方法是将陶瓷和PE层压板贴合面涂抹胶水,通过施加外力并保持至胶水风干的方式让防弹陶瓷和PE层压板粘合在一起。这种复合工艺方法有因防弹陶瓷和PE层压板因曲率细微的差别而导致两者之前产生间隙或形成空腔的可能,未完全形成一个整体的防弹插板防弹性能会下降,甚至失效,因而不能保证产品的稳定性和可靠性。因此为了提高防弹插板复合的稳定性和可靠性,现有将防弹陶瓷、胶膜和PE层压板一起置于热压罐内,对产品加热和利用气体加压,随着温度的上升PE层压板会变软,在气体压力的作用下PE层压板、胶膜和防弹陶瓷紧密地贴合在一起。然而在进行热压罐的过程中,PE受到多次加热冷却处理,其抗拉强度明显降低,严重影响陶瓷PE复合甲板的防弹能力。
为了解决现有技术存在的上述问题,本发明由此而来。
发明内容
本发明针对现有技术存在的上述不足,提出了一种防弹复合装甲及其制备方法,对超高分子量聚乙烯UD(unidirectional fabric,单向织物)布进行拉伸处理以形成预应力,提高防弹复合装甲承受冲击的能力。
本发明一方面提供一种防弹复合装甲的制备方法,包括以下步骤:
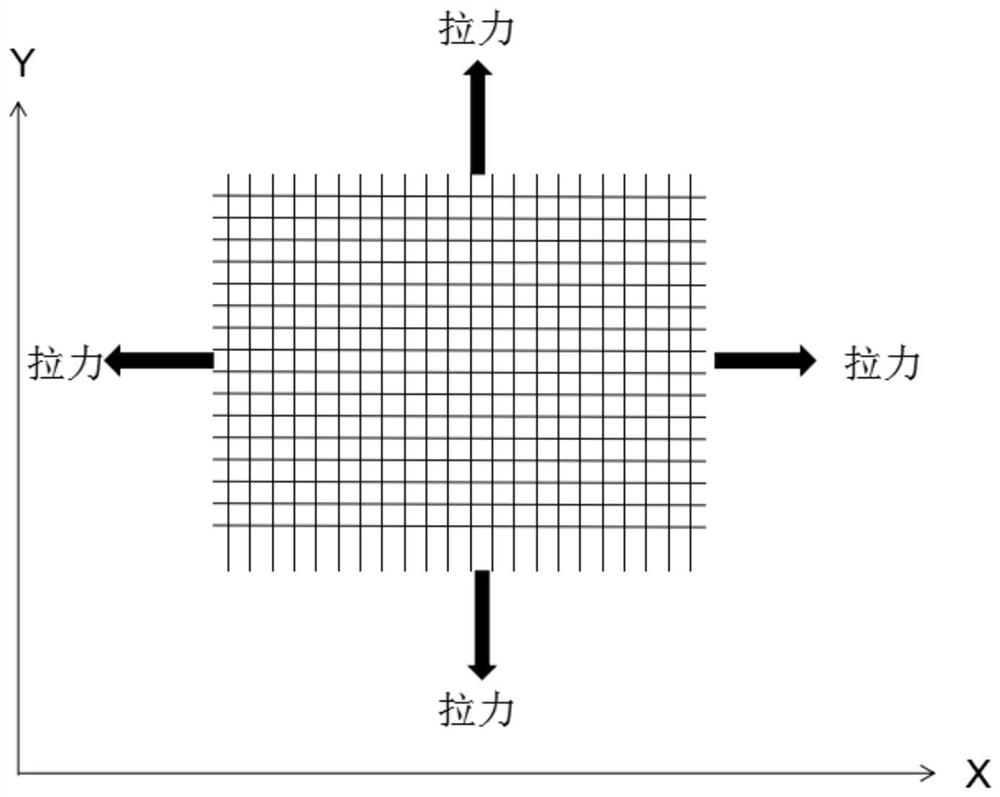
S1,取数张超高分子量聚乙烯UD布(纤维单向平行排列的预浸片),按照轴向0°/90°交叉层叠铺设,得到叠合物,再用夹具固定叠合物外沿;之后用热压压头加热叠合物,加热的同时沿X方向和Y方向拉伸叠合物,使叠合物产生预应力;
S2,在保持加热状态和叠合物拉伸状态的情况下,沿Z方向对防弹陶瓷板、粘合剂、止裂层、粘合剂和叠合物垂直加压热压复合,最后冷却至室温,得到防弹复合装甲。
优选的,步骤S1中,热压压头温度为100~150℃。
优选的,步骤S1中,沿X方向拉伸叠合物至叠合物原长度的1.5~2倍。
优选的,步骤S1中,沿Y方向拉伸叠合物至叠合物原长度的1.5~2倍。
优选的,步骤S2中,热压复合时加压压力10~25Mpa,保压10~60min。
优选的,超高分子量聚乙烯UD布的面密度为16~20kg/m
优选的,止裂层采用芳纶布,厚度0.5~1mm,斜纹;芳纶布表面涂覆有环氧树脂。
本发明第二方面提供一种防弹复合装甲,包括层叠设置的陶瓷层/止裂层/超高分子量聚乙烯UD布叠合层,层与层之间通过粘合剂粘结。
技术效果
与现有技术相比,本发明具有如下技术效果:
1)在保证超高分子量聚乙烯UD布叠合物拉伸的技术上,超高分子量聚乙烯UD布之间的热复合、防弹陶瓷板与超高分子量聚乙烯UD布叠合物之间的热复合一次性连续完成;
2)防弹陶瓷板与超高分子量聚乙烯UD布叠合物之间的热复合在超高分子量聚乙烯UD布叠合物受热受压软化后进行,使得防弹陶瓷板与超高分子量聚乙烯UD布叠合物之间贴合严密,防弹复合装甲中弹后防弹陶瓷板与超高分子量聚乙烯UD布叠合物不易脱离;
3)超拉伸的超高分子量聚乙烯UD布叠合物具有一定的预应力,减少了防弹复合装甲中弹后超高分子量聚乙烯UD布叠合物的凹陷程度,提高了防弹复合装甲承受冲击的能力,从而起到更好的防护作用。
附图说明
图1为超高分子量聚乙烯UD布叠合物拉伸示意图;
图2为实施例1热压拉伸示意图;
图3为实施例1热压复合示意图;
图4为实施例2热压拉伸示意图;
图5为实施例2热压复合示意图;
图6为实施例3热压复合示意图;
图中:上热压头1、下热压头2、耐压橡胶垫3、叠合物4、粘合剂5、芳纶布6、防弹陶瓷板7。
具体实施方式
下面结合附图及具体实施方式对本发明进行详细描述。实施例中未注明具体条件的实验方法,按照常规方法和条件进行。
实施例1
本实施例涉及一种防弹复合装甲的制备方法,包括以下步骤:
S1,取数张超高分子量聚乙烯UD布(面密度16kg/m
将耐压橡胶垫3,防弹陶瓷板(0.08m
S2,在保持加热150℃状态和叠合物拉伸状态的情况下,上热压头1下压压力加压至25Mpa,沿Z方向对叠合物4、粘合剂5、芳纶布6、粘合剂5和防弹陶瓷板7垂直加压热压复合,保压60min,如图3所示;在热压过程中,采用耐压橡胶垫3对曲面结构防弹陶瓷板7进行加压缓冲,避免防弹陶瓷板7崩裂;最后冷却至室温,刨除外沿超出防弹陶瓷板7的多余叠合物,得到防弹复合装甲。
经测试,制得的防弹复合装甲经6发M80型7.62x51mm穿甲弹枪击,弹速850m/s,无穿孔,叠合物4构成的背板最大变形量(凹陷)小于10mm,满足防御7.62mm穿甲弹的要求。
实施例2
本实施例涉及一种防弹复合装甲的制备方法,包括以下步骤:
S1,取数张超高分子量聚乙烯UD布(面密度16kg/m
如图4所示,将双面涂布粘结剂5的芳纶布6与防弹陶瓷板(0.08m
S2,在保持加热150℃状态和叠合物拉伸状态的情况下,下热压头2加压压力至25Mpa,沿Z方向对叠合物4、粘合剂5、芳纶布6、粘合剂5和防弹陶瓷板7垂直加压热压复合,保压60min,如图5所示;最后冷却至室温,刨除外沿超出防弹陶瓷板7的多余叠合物,得到防弹复合装甲。
经测试,制得的防弹复合装甲经6发M80型7.62x51mm穿甲弹枪击,弹速850m/s,无穿孔,叠合物4构成的背板最大变形量(凹陷)小于10mm,满足防御7.62mm穿甲弹的要求。
实施例3
本实施例涉及一种防弹复合装甲的制备方法,包括以下步骤:
S1,取数张超高分子量聚乙烯UD布(面密度16kg/m
将防弹陶瓷板(0.5m
S2,在保持加热150℃状态和叠合物拉伸状态的情况下,上热压头1下压压力加压至25Mpa,沿Z方向对叠合物4、粘合剂5、芳纶布6、粘合剂5和防弹陶瓷板7垂直加压热压复合,保压60min,如图6所示;最后冷却至室温,刨除外沿超出防弹陶瓷板7的多余叠合物,得到防弹复合装甲;
经测试,制得的防弹复合装甲经3发12.7mm穿甲燃烧弹枪击,弹速870m/s,无穿孔,叠合物4构成的背板最大变形量(凹陷)小于10mm,满足防穿甲燃烧弹的要求。
需要强调的是:以上仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 一种可防穿甲燃烧弹的防弹复合装甲的制备方法以及防弹复合装甲
- 防弹复合装甲及其制备方法