嵌入式注塑放置法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及布料上硬件放置技术领域,特别是涉及一种嵌入式注塑放置法。
背景技术
现有的对布料上硬件放置的方法有滴塑技术,滴塑技术利用热塑性高分子材料具有状态可变的特性,即在一定条件下具有黏流性,而常温下又可恢复固态的特性,并使用适当的方法和专门的工具喷墨,在其黏流状态下按要求塑造成设计的形态,然后在常温下固化成型。
但是滴塑技术具有程序繁琐的特点,所生产的硬件多以装饰件为主,因为产品工艺主要为堆叠式冷却固化,对于功能性硬件的生产起到了很大的限制。(功能性硬件多为上下不对等立体构造,用堆叠冷却固化无法做出相应的硬件模样)。在将硬件放置到布料上时还需要用到热压工艺(高频工艺),二次加工对于硬件放置的准确性产生不稳定因素,存在诸多弊端。
发明内容
本发明的目的是提供一种嵌入式注塑放置法,以解决上述现有技术存在的问题,硬件与所需结合的布料在硬件成型时就为一体,省去二次加工带来的定位不稳定性与繁琐工艺,节约成本;具有塑性强的特点,弥补了滴塑工艺对于功能性硬件设计的局限性以及对于硬件装饰性外观的局限性。
为实现上述目的,本发明提供了如下方案:本发明提供一种嵌入式注塑放置法,包括以下步骤:
1)设计硬件,并根据硬件生产模具;
2)模具选用注塑模具,注塑模具上的注塑进料点设置为凸起的料嘴;
3)备料,准备布料,对布料进行外轮廓切割和料嘴孔位切割。以鞋面为例:鞋面的外轮廓为一个适当大小的闭合曲线。模具料嘴为圆柱体,对应在布料上的切割路径是一个直径相当于料嘴的圆。
4)放入备料;把步骤3)中切割好的布料放入模具中,并使布料上的孔位与料嘴一一对应放置,料嘴需穿过布料上的孔,备料放置好后进行合模注塑;
5)开模取成品。
优选的,所述步骤1)中的硬件为在布料上进行固定放置的TPU或PU形成的功能件、定位件或装饰件。
优选的,所述步骤2)中料嘴的高度根据所需要在注塑时结合的布料厚度进行调整;料嘴的高度H与布料的厚度h之间的关系为:H=h*(1+15%)。
优选的,根据不同的布料性质,布料上对应料嘴的切割孔的孔径需进行不同的参数化处理。
优选的,对于硬性布料,布料上对应料嘴的切割孔的孔径D等于0.9倍的料嘴的直径。
优选的,对于软性布料,布料上对应料嘴的切割孔的孔径D等于0.6-0.8倍的料嘴的直径。
本发明相对于现有技术取得了以下技术效果:
本发明中的嵌入式注塑放置法,解决了传统工艺中布料上放置硬件主要依托缝纫工艺,胶粘合,热黏合等工艺。效率低难度大,瑕疵品率高的缺陷;
解决了硬件的外观设计问题,为了配合传统缝纫工艺放置法,必须在硬件上开设走线槽,影响硬件美观性;
解决了缝纫工艺固化了硬件的外观即硬件表面必定有走线;
解决了胶粘合工艺,容易溢胶,瑕疵率高的问题
解决了硬件的开发设计过程中,因为硬件尺寸太小或者造型太过复杂不利于走线,不利上胶,则难以生产的难题。新工艺解放了设计的限制。
解决了缝纫工艺对于硬件材质的要求,材质硬度大于一定值则缝纫工艺不适用。
解决了热黏合工艺常见的有高频机热压,高频热压机产生的高压电流产生的电场对于人体长时间辐射后带来了负面的影响。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为建模软件设计的硬件;
图2为注塑模具的外观示意图;
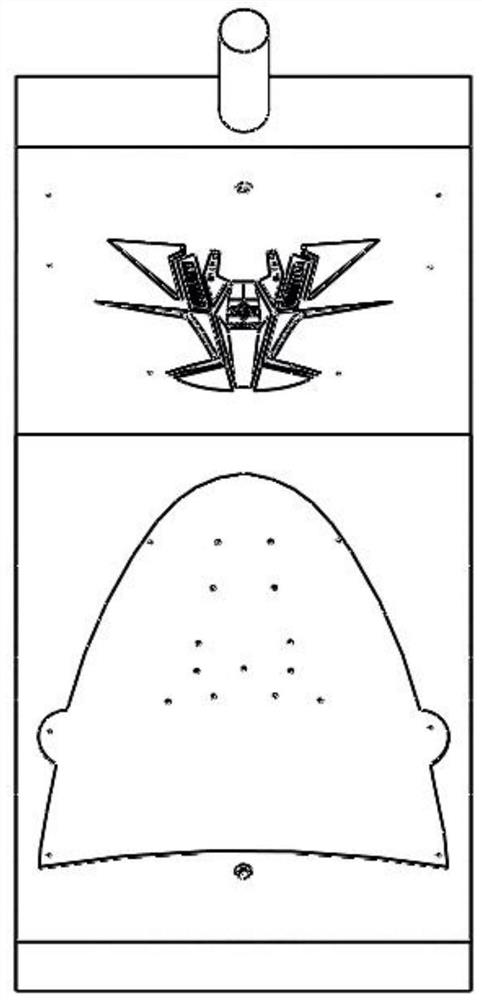
图3为注塑模具打开后上下模分布结构图;
图4为激光切割下来的布料图;
图5为备料的布料放入下模后的示意图;
图6为开模取样示意图;
图7为取下的成品示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的目的是提供一种嵌入式注塑放置法,以解决上述现有技术存在的问题,硬件与所需结合的布料在硬件成型时就为一体,省去二次加工带来的定位不稳定性与繁琐工艺,节约成本;具有塑性强的特点,弥补了滴塑工艺对于功能性硬件设计的局限性以及对于硬件装饰性外观的局限性。
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
如图1-7所示,本发明提供一种嵌入式注塑放置法,是一种新的布料上硬件放置工艺,基于现有的模具注塑工艺完成了对布料上硬件放置的新方案。
其中,硬件是指,在布料上进行固定放置的TPU、PU等材质形成的功能件、定位件或装饰件;布料是指市场上绝大部分能用来做服饰、鞋面的布料;放置是指将硬件与布料进行结合的工艺。
具体地,本发明中嵌入式注塑放置法包括以下步骤:
步骤一:运用软件设计硬件,例如采用solidworks等三维软件,本实施例中设计的硬件如图1,然后根据设计好的硬件生产出相应的模具,模具为传统注塑模具。
步骤二:注塑模具设置,如图2,模具分为上下模,上模上有进料孔还有一个用于开模的把手,为了配合嵌入式注塑放置,注塑进料点需做成凸起的料嘴,料嘴的高度根据所需要在注塑时结合的布料厚度去调整,否则料嘴的高度偏低或者偏高会使做出来的产品出现缺陷。具体地,料嘴的高度H=布料厚度h*(1+15%),例如布料厚度h=2mm,则料嘴高度H=2*(1+15%)=2.3mm。
如图3,可见模具打开后,上模雕刻有硬件模样的凹陷造型,上模居中靠上的位置存在一个进料孔,上模左右两侧各有三个圆孔,为定位栓孔。下模相对上模定位栓孔的位置存在的凸起的圆柱为定位栓,用来定位布料在模具中的放置位置。下模居中靠下的位置存在一个进料孔。下模上除去定位栓和进料孔其余为出料嘴,位置对应上模的硬件。
步骤三:备料(采用激光切割备料),根据模具上的注塑孔位,运用激光切割技术把要用到的布料外轮廓及其对应在模具上料嘴的位置切割下来,如图4,可见通过激光雕刻将所需要的布料从整块布上切割下来,布料上的圆孔的对应图3下模的圆孔。
步骤四:放入备料,把备料(激光切割好的布料)放入模具中,布料上对应孔位与料嘴对应的放好,如图5,孔位一一对应,出料嘴,定位栓必须穿过布料上的孔;然后合模注塑,等待冷却约30秒(不同材质不同结构冷却时间会有所偏差)。
步骤五:开模取成品;如图6,可见注塑完毕开模时布料上已经形成硬件,将图7中见到的成品取下,硬件成型与布料相粘合。
由于注塑过程中液态的注塑料会渗入布料表面,等凝固后与表面硬件称为一体,无需二次加工,黏合结构牢固。
关于布料上切割孔位部分:
在备料的过程当中,不同材质的布料对应的激光切割孔位。为了使注塑步骤中不出现坏品,必须针对不用的布料性质,对布料上对应料嘴的激光切割孔的孔径进行不同的参数化处理。
在注塑工序中,合模时会对布料产生压强致使布料出现扩张,导致布料上的切割孔因为扩张而大于料嘴直径,导致注塑料通过不匹配的布料孔下渗到布料反面,产生漏料现象,从而成为坏品。
为了解决注塑料渗漏问题,本发明中:
针对“硬性”布料(指布料中加入热熔丝,并过高温熔融后成型的布料),布料上形成了,热熔膜此种布料结构封闭,液态下的注塑料不易渗透,注塑合模工序中(合模工序中布料承受合模压强),变形扩张量低。因此布料上对应料嘴的切割的孔的孔径D=0.9*料嘴直径。
对常规布料(软性),合模状态下,变形扩张量相对较高,布料上对应的料嘴切割孔。孔径D=(0.6~0.8)*料嘴直,其中系数0.6~0.8区别体现在常规布料受压强下扩展性的大小。
网状的布料,由于结构不属于紧密型,固不能用于嵌入式注塑放置法。运用网状布料,会使注塑料溢出导致出现坏品。
总之,对于布料上对应料嘴的切割孔位,它的孔径在受到合模压强扩展之后,孔径必须不大于料嘴直径,反之则会发生漏料产生坏品。
本发明中的嵌入式注塑放置法具有以下特点:
对于现有的滴塑工艺加上缝纫工艺构成的硬件放置法;或者滴塑工艺加上缝纫工艺构成的硬件放置法。都具有滴塑工艺的复杂程序,程序多生产效率低;滴塑工艺对于硬件结构的设计具有局限性,因滴塑工艺为冷却堆叠的生产方式,在造型上“中空”,或者“上窄下宽”等功能造型均难以实现生产。“嵌入式注塑放置法”基于传统的模具注塑工艺在硬件造型设计的空间巨大,市场上结构复杂的硬件基本均为注塑工艺所生产。
该嵌入式注塑放置法,布料定位放置,使固件放置时落点准确。采用易冷却固化的材料,材料凝固快,产品成型快。在布料多硬件放置上相较于传统放置工艺可以节省80%~90%以上的时间。
本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
- 嵌入式注塑放置法
- 高压输出极底座用半嵌入式碳钢螺母注塑成型的注塑模具