一种小尺寸陶瓷电容器组装治具及其制备方法
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及一种小尺寸陶瓷电容器组装治具及其制备方法。
背景技术
随着科学技术的快速持续发展,诸如电源、工业、汽车、军工和航天航空等领域对小尺寸,大容量,大功率电容器的需求量日益增多,而传统的片式陶瓷电容器,难以满足大容量的需求,因此通过多只陶瓷电容器并联组装的方式,以实现电容器大容量的需求。
无包封金属支架电容器实现了陶瓷电容器的超大容量、超低ESL的高难度设计,通过特殊的引脚设计,可以消除陶瓷电容器和PCB板因为膨胀系数不同所产生的直线位移,解决了焊点疲劳问题和杜绝了由于PCB板弯曲导致电容器的瓷体开裂等问题,提高了产品的使用可靠性,广泛应用于高频大电流开关电源输入/输出滤波,电源总线滤波和DC-DC变换器等。而金属支架电容器现有的生产方式大多采用手工组装焊接,生产效率不高,难以满足日益增大的生产需求,且现有的焊接治具不能精准定位支架与芯体,在焊接工程中,容易出现支架歪斜、芯体开裂、产品散架的现象。专利号为ZL 202010522294.X(专利名称为一种支架陶瓷电容器半自动化生产治具及焊接方法)的专利提出了一种焊接治具,该焊接治具通过左右夹持的方式固定陶瓷芯片,但这种夹持方式,在过炉焊接过程中,芯片尺寸稍有偏差,就容易出现虚焊情况,再者,这篇专利中,先从框架切除出单只支架,并将支架折弯成型后,再将陶瓷芯片放入成型后的支架,如此做法效率极低,实际使用中并不比人工进行装配的效率高,而且,对于小尺寸的陶瓷芯片,将陶瓷芯片放入支架的难度更高。
发明内容
本发明的目的是针对现有技术的不足,提出一种小尺寸陶瓷电容器组装治具及其制备方法,能够对小尺寸陶瓷电容器进行精确定位装配,操作更方便,有效提高效率,且能够避免发生虚焊或者脱焊的情况。
本发明通过以下技术方案实现:
一种小尺寸陶瓷电容器组装治具,包括底板、定位销、限位板、上板、多个压块、上框架和下框架,上、下框架均包括多个依次连接的支架,底板设置有由下往上依次放置下框架和限位板的限位槽,限位板的位置被限制在限位槽上部,限位板上侧开设有向下延伸以分别露出下框架各支架的多个第一让位孔,第一让位孔尺寸与陶瓷芯片匹配以对其进行限位,上板设置有磁铁以使上框架被吸附在上板底面,上板开设有分别露出上框架各支架的多个第二让位孔,各压块分别设置在各第二让位孔内以对上框架施加向下的压力,定位销可拆卸地设置在底板上,上板端部设置有与定位销匹配的定位孔,以使各陶瓷芯片分别位于上、下框架对应的两支架之间。
进一步的,所述限位槽包括沿底板横向延伸的矩形槽和分别设置在矩形槽两端且向外延伸的两延伸槽,矩形槽内间隔设置有至少两梳形孔,梳形孔形成有多个放置所述支架的凸台。
进一步的,所述限位板包括尺寸小于矩形槽的矩形板和分别设置在矩形板两端且与延伸槽匹配的延伸板,所述第一让位孔为由矩形板上侧开口且向下延伸的U型孔,陶瓷芯片位于U型孔下部。
进一步的,所述上板顶面两端和中部分别设置有放置所述磁铁的第一凹槽,上板底面设置有放置上框架的第二凹槽。
进一步的,所述底板上间隔设置有两定位销,两定位销分别位于限位槽两端外侧,所述上板两端分别设置有与定位销匹配的两所述定位孔。
进一步的,所述底板设置有分别与两所述定位销匹配的两插孔。
进一步的,所述上板还设置有位于第二让位孔下部且与梳形孔下部对应的过热通孔。
进一步的,所述压块为由金属材料制成的圆柱体。
进一步的,所述上、下框架均还包括横板、分别设置在横板两端的两竖板、间隔设置在横板上且上端分别与各支架下端连接的多个竖直连筋、分别连接在相邻两支架之间以及支架与竖板之间的多个水平连筋,各竖直连筋和水平连筋与支架连接的部位均呈三角形,三角形顶点与支架连接。
本发明还通过以下技术方案实现:
基于如上任一所述的组装治具的小尺寸陶瓷电容器的制备方法,包括如下步骤:
A、将下框架置于底板的限位槽内,并通过涂布设备在下框架的各支架上表面点上高温锡膏;
B、将限位板设置于下框架上端,且限位板位置被限制在限位槽上部,以使限位板的第一让位孔露出下框架的各支架,并通过SMT设备精确地将各陶瓷芯片放入各第一让位孔内,并使陶瓷芯片一端头接触支架;
C、使上框架被吸附于上板底面,并通过涂布设备在上框架的各支架表面点上高温锡膏;
D、将定位销设置在底板上,并通过将定位孔套入定位销内将上板设置在底板上,以使上框架的支架与陶瓷芯片另一端头接触;
E、分别将各压块插入各第二让位孔内,以对上框架施加向下的压力,使上框架的支架更好地贴合在陶瓷芯片另一端头上,并通过回流焊进行焊接;
F、将焊接好后的各陶瓷芯片及其支架从上、下框架上拆除,得到单只的陶瓷电容器。
本发明具有如下有益效果:
1、本发明的限位板上侧向下开设有分别露出下框架各支架的多个第一让位孔,配合STM设备即可精确地将各陶瓷芯片放入各第一让位孔内,实现陶瓷芯片的精确定位,而第一让位孔尺寸与陶瓷芯片匹配,能够保证在后续操作过程中,陶瓷芯片不歪斜或者翻倒,上板将上框架吸附在其下表面,且上板通过定位销固定在底板对应位置上,能够使上框架的各支架与各陶瓷芯片的另一端头精确定位,采用上板与底板上下夹持的方式,再通过压块对上框架的支架施加向下的压力,以保证各支架与陶瓷芯片端头的紧密贴合,从而避免在后续回流焊过程中发生虚焊或者脱焊的情况,焊接完成后再将焊接好的陶瓷芯片及其支架从框架中拆除,使得装配过程更为简单,更为适合小尺寸陶瓷电容器的组装,有效提高工作效率。
2、底板的限位槽内设置有梳形孔,在过回流焊焊接过程中,有利于回流焊炉中的高温气体通过,从而提高焊接区域的温度,以达到高温锡膏的熔点,保证陶瓷芯片可靠焊接在支架上,再者,至少间隔设置有两梳形孔,而不是只设置一个更长的梳形孔,是为了保证底板的强度,避免在高温焊接过程中,因底板的限位槽部分变形而影响底板的寿命。
3、第一让位孔为由矩形板上侧开口且向下延伸的U型孔,既能够对陶瓷芯片进行限位,又能方便焊接完成后将两框架和陶瓷芯片拆下。
4、上、下框架的竖直连筋和水平连筋的三角形设置,能够使得支架更容易被拆下。
附图说明
下面结合附图对本发明做进一步详细说明。
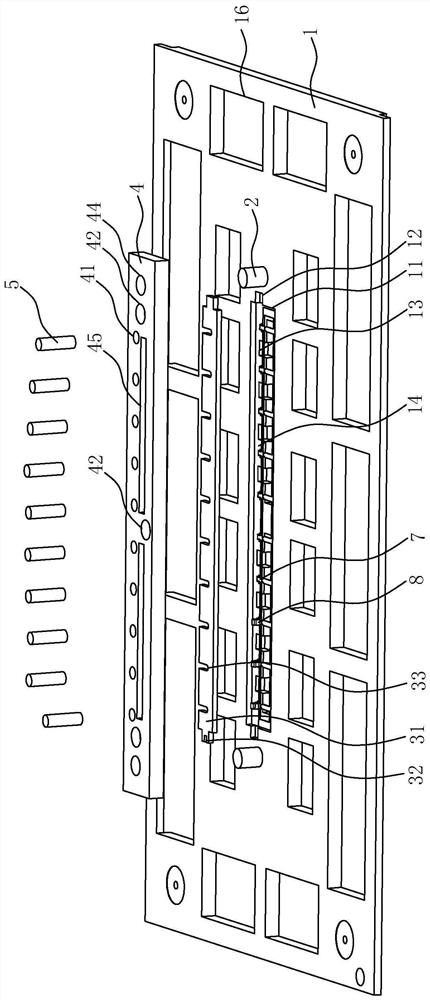
图1为本发明组装治具的结构示意图。
图2为本发明组装治具的爆炸结构示意图。
图3为本发明底板的结构示意图。
图4为本发明上板的结构示意图。
图5为本发明焊接后的陶瓷电容器(支架未拆除时)。
其中,1、底板;11、矩形槽;12、延伸槽;13、梳形孔;14、凸台;15、插孔;16、矩形通孔;2、定位销;31、矩形板;32、延伸板;33、U型孔;4、上板;41、第二让位孔;42、第一凹槽;43、第二凹槽;44、定位孔;45、过热通孔;5、压块;6、上框架;7、下框架;61、横板;62、竖板;63、支架;64、竖直连筋;65、水平连筋;8、陶瓷芯片。
具体实施方式
如图1至图5所示,小尺寸陶瓷电容器组装治具用于将小尺寸陶瓷芯片8焊接在两支架63之间,成品陶瓷电容器的长为2.1mm、宽为1.4mm、高为2.0mm。组装治具包括包括底板1、两定位销2、限位板、上板4、多个压块5、上框架6和下框架7。上框架6、下框架7均包括横板61、分别设置在横板61两端的两竖板62、间隔设置的多个支架63、间隔设置在横板61上且上端分别与各支架63下端连接的多个竖直连筋64、分别连接在相邻两支架63之间以及支架63与竖板62之间的多个水平连筋65,各竖直连筋64和水平连筋65与支架63连接的部位均呈三角形,三角形顶点与支架63连接,焊接完成后,各陶瓷芯片8分别位于上框架6和下框架7对应的两支架63之间,其中,支架63具体结构为现有技术。
底板1为矩形,其中部设置有由下往上依次放置下框架7和限位板的限位槽,在限位槽外围则设置有若干矩形通孔16,以在焊接时供高温气体通孔。具体地,限位槽包括沿底板1横向延伸的矩形槽11和分别设置在矩形槽11两端且向外延伸的两延伸槽12,延伸槽12形状也为矩形,矩形槽11内间隔设置有两梳形孔13,梳形孔13形成有多个放置支架63的凸台14,两梳形孔13之间的底板1也放置了一支架63。除此之外,底板1上还设置有分别与两定位销2匹配的两插孔15,以使定位销2可拆卸地设置在底板1上,更具体地,两定位销2分别位于限位槽两端外侧,而上板4两端则分别设置有与定位销2匹配的定位孔44。
两延伸槽12位于矩形槽11上部,从而使限位板的位置被限制在限位槽上部,限位板包括尺寸小于矩形槽11的矩形板31和分别设置在矩形板31两端且与延伸槽12匹配的延伸板32,矩形板31上侧向下开设有分别露出下框架7各支架63的多个第一让位孔,第一让位孔尺寸与陶瓷芯片8匹配以对其进行限位,更具体地,第一限位孔为开口向上的U型孔33,陶瓷芯片8位于U型孔33下部,U型孔33宽度与陶瓷芯片8宽度相当以起到对陶瓷芯片8的限位作用。
上板4底面设置有第二凹槽43,顶面两端和中部分别设置有第一凹槽42,在第一凹槽42内设置有磁铁,以将上框架6吸附在第二凹槽43内,其中,顶面两端的第一凹槽42有一部分与第二凹槽43对应,以确保磁铁能够稳定吸附上框架6,上板4开设有分别露出上框架6各支架63的多个第二让位孔41,各压块5分别设置在各第二让位孔41内以对上框架6施加向下的压力,上板4上还设置有位于第二让位孔41下部的过热通孔45,过热通孔45为矩形孔,限位板遮挡了梳形孔13上部,而过热通孔45则与梳形孔13的下部对应连通。
为了保证压块5具有一定重量,以达到对上框架6施加一定压力的效果,压块5由金属材料制成,具体为由45号钢制成,在本实施例中,压块5设计为圆柱体。
基于上述组装治具的小尺寸陶瓷电容器的制备方法,包括如下步骤:
A、将下框架7置于底板1的限位槽内,并通过涂布设备在下框架7的各支架63上表面点上高温锡膏;
B、将限位板设置于下框架7上端,且限位板位置被限制在限位槽上部,以使限位板的第一让位孔露出下框架7的各支架63,并通过SMT设备精确地将各陶瓷芯片8放入各第一让位孔内,并使陶瓷芯片8一端头接触支架63;
C、使上框架6被吸附于上板4底面,并通过涂布设备在上框架6的各支架63表面点上高温锡膏;
D、将定位销2设置在底板1上,并通过将定位孔44套入定位销2内将上板4设置在底板1上,以使上框架6的支架63与陶瓷芯片8另一端头接触;
E、分别将各压块5插入各第二让位孔41内,以对上框架6施加向下的压力,使上框架6的支架63更好地贴合在陶瓷芯片8另一端头上,并通过回流焊进行焊接;
F、将焊接好后的各陶瓷芯片8及其支架63从上框架6、下框架7上拆除,得到单只的陶瓷电容器。
以上所述,仅为本发明的较佳实施例而已,故不能以此限定本发明实施的范围,即依本发明申请专利范围及说明书内容所作的等效变化与修饰,皆应仍属本发明专利涵盖的范围内。
- 一种小尺寸陶瓷电容器组装治具及其制备方法
- 一种小尺寸陶瓷电容器组装治具