开槽机图形导入编程方法及系统
文献发布时间:2023-06-19 11:42:32
技术领域
本发明涉及机械加工领域,特别涉及开槽机图形导入编程方法及系统。
背景技术
随着社会不断发展,商业美观度的要求越来越高。在钣金加工行业,开槽机能够针对不锈钢薄板、铝单板以及其他金属材料在需要弯曲成形的弯曲线处利用特殊的刀具刨切出V型槽,使板材易于折弯且弯曲角外R角能够达到最小化,再用折弯机或手工折弯成型,达到美观效果。可广泛用于宾馆、商场、超市、写字楼、KTV等场所。
传统的开槽机编程方式复杂,需要同时设定多种不同的工序,或将多种不同的程序内容强制放置到同一个工序中,在实际场景中,客户需经常检查程序编写正确与否,槽坑位置是否存在遗漏的问题,并且多个工序放置在一起,需要花费更多时间用于检查程序,降低了编程效率。
由于传统卧式开槽机机构的局限性,系统是需要跟着刀架一起运动,因此开槽机需要等上一道工序完全停下再编写下一道程序,否则在运动时编写程序容易对人身造成伤害,这样带来的问题就是系统编程效率低下,花费时间较长。
发明内容
为解决现有技术的至少一个技术问题,本公开提出一种向开槽机导入图形后自动编程的方法,包括以下步骤:
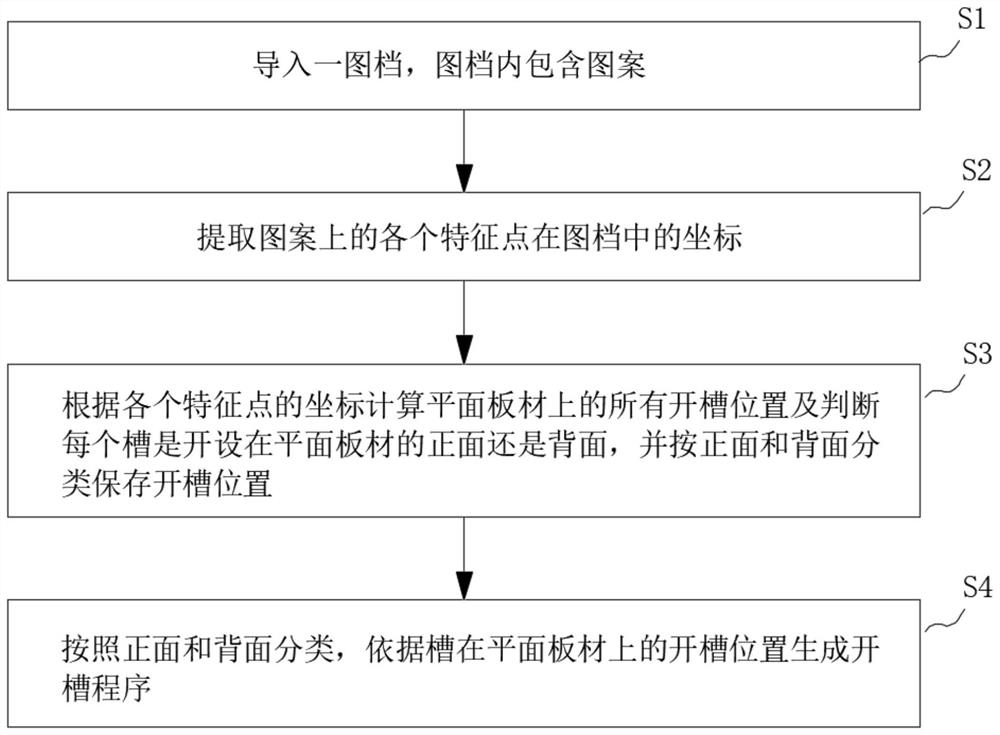
S1:导入一图档,图档内包含图案;
S2:提取图案上的各个特征点的坐标;
S3:根据各个特征点的坐标计算平面板材上的所有开槽位置及判断每个槽是开设在平面板材的正面还是背面,并按正面和背面分类保存开槽位置;
S4:按照正面和背面分类,依据槽在平面板材上的开槽位置生成开槽程序。
本实施方式的有益效果在于:导入图档后可直接生成开槽程序,提高了编程效率。
在一些实施方式中,特征点包括图案的起点、终点及线段的交点。
在一些实施方式中,获得平面板材上开槽位置的方法如下:
计算不包括终点的相邻特征点所构成的向量,并分别求解各向量的模;
将各向量的模累计求和,分别得到平面板材上的开槽位置;
其中,向量的方向为从排序在前的特征点指向排序在后的特征点。
本实施方式可以计算出各个特征点所对应的槽在平面板材上的位置。
在一些实施方式中,判断槽是开设在平面板材的正面还是背面的方法如下:
计算前一特征点(x
判断(x
本实施方式可以判断各个槽开设在板材的正面还是背面。
在一些实施方式中,图档的格式为DXF。
根据本公开的另一个方面,提供一种开槽机图形导入编程系统,包括:
一导入模块,用于导入一包含图案的图档,并提取图案上的所有特征点的坐标;
一计算模块,用于计算特征点间构成的向量、向量模和向量外积;
一判断模块,用于判断特征点所对应的槽开设在平面板材的正面还是背面;
一存储模块,包含第一寄存器和第二寄存器,分别用于存储开设在平面板材正面的槽的开槽位置和开设在平面板材背面的槽的开槽位置;以及
一程序生成模块,用于生成一开槽程序。
在一些实施方式中,还包括一显示模块,显示模块用于显示寄存器表格。
在一些实施方式中,显示模块还用于显示图档的图案。
在一些实施方式中,显示模块上还显示一命令控件,命令控件被点击后,计算模块、判断模块及程序生成模块依次工作。
在一些实施方式中,图案显示在寄存器表格旁,寄存器表格的列内容显示了开槽位置和槽所在的面,寄存器表格的行与图案的线段相对应,当点击表格的行时,图案上的对应线段会高亮显示。本实施方式可以方便用户查看和检查。
附图说明
图1示意性地显示了一图档中的图案示意图。
图2为本公开一实施例的开槽机图形导入编程方法的流程图。
图3为本公开一实施例的开槽机图形导入编程系统的架构图。
图4为本公开另一实施例的开槽机图形导入编程系统的架构图。
符号说明:
Q
S1-S4、步骤
1、导入模块
2、计算模块
3、判断模块
4、存储模块
5、程序生成模块
6、显示模块
具体实施方式
图2示意性地显示了本公开一实施例的开槽机图形导入编程方法流程图。请参考图2,开槽机图形导入编程方法包括步骤S1-S4。
S1:导入一图档,该图档内包含弯折的图案。
图1示意性地显示了一实施例的图档内的图案。请参考图1,该图案可由绘图软件如CAD绘制而成,其由多根线段依次连接而成,代表了弯折所得部件的横截面。图档的格式可以是DXF。线段的交点为弯折点,对应于需要对平面板材进行开槽的位置。根据弯折方向不同,需要选择性地在板材的正面和背面开槽。
S2:获取图案上的各个特征点的坐标。
特征点包含图案的起点、各个弯折点及终点。具体的,特征点具有n个,其中第一个特征点和第n个特征点相当于板材的两个边缘,而第二至第n-1个特征点代表了弯折点,即对应于平面板材上的开槽位置。该n个特征点的坐标分别为(x
一般而言,在绘制图案时,特征点的先后顺序也被绘图软件保存在图档中。在开槽机系统读取图档时,能够识别出各特征点的顺序。本公开的特征点是按照绘图顺序排序的,即图案的起点作为第一个特征点,后绘制的线段交点按序分别作为第二至第n-1个特征点,图案的终点为第n个特征点。举例而言,本公开的实施例以特征点O
S3:根据各个特征点的坐标计算平面板材上的所有开槽位置及判断每个槽是开设在平面板材的正面还是背面,并按正面和背面分开保存开槽位置。
平面板材上的开槽位置以槽到板材边缘的距离表示。获得平面板材上开槽位置的方法如下:
计算不包括最后一个特征点(即终点)的相邻特征点所构成的向量,并分别求解各向量的模;
将各向量的模累计求和,分别得到平面板材上的开槽位置;
其中,向量的方向为排序在前的特征点指向排序在后的特征点。
具体的,平面板材上开槽位置的方法如下:
(1)首先计算相邻特征点之间的向量,依次为:
(x
(x
…
(x
(2)计算前n-1个向量的模分别为:
(3)将这些向量的模累计求和,分别为:
累计求和后分别得到每个槽在平面板材上的开槽位置。
当平面板材弯折两道及以上,且需向平面板材的正面和背面方向弯折时,需要判断槽开设在平面板材的正面或背面。判断槽是开设在平面板材的正面还是背面的方法如下:
计算前一特征点(x
判断(x
向量a与b的外积为a×b=[(x
S4:按照正面和背面分类,依据开槽位置及正反方向生成开槽程序。
在加工机中,根据参数生成代码属于现有技术,此处不再展开。在自动编程时,从两个寄存器中调用开槽位置,编入到开槽程序中。先调用其中一个寄存器中的所有信息,再调用另一个寄存器中的所有信息,使开槽机执行开槽程序时,先对平面板材的一个面开槽,再对另一个面开槽。
将图档导入到开槽机系统中,通过开槽机系统的运算,使用者可以点击开槽机控制器屏幕上的生成程序菜单,下达一生成开槽程序的指令,开槽机控制器自动将图案中的特征点所对应的在平面板材上的开槽位置按照正面开槽和背面开槽分别写入到两个临时寄存器中,再自动编程时再从寄存器中调用信息生成开槽程序。本公开解决了由图档自动编程的问题,提高了编程效率。
请参考图3,本公开还提供一种开槽机图形导入编程系统,该系统包括一导入模块1、一计算模块2、一判断模块3、一存储模块4以及一程序生成模块5。
用户可用电脑通过网线或无线(如WiFi或蓝牙)连线到开槽机的控制器上,将图档上传并保存至开槽机的控制器。等上一道工序结束时,用户直接调用保存在控制器上的图档,通过可视化操作界面一键生成开槽程序,省去中间编程环节。
导入模块1用于导入保存在控制器的一包含图案的图档,并提取图案上的所有特征点的坐标。
计算模块2用于计算特征点构成的向量、向量模和向量外积。具体的,计算模块2按序计算相邻特征点所构成的向量;计算模块2还计算除最后一个向量之外的其他向量的模,对所得到的向量模累计求和,分别得到与特征点所对应的平面板材上的所有开槽位置。
判断模块3用于判断特征点所对应的槽开设在平面板材的正面还是背面。
存储模块4包含第一寄存器和第二寄存器,分别用于存储开设在平面板材正面的槽的开槽位置和开设在平面板材背面的槽的开槽位置。
程序生成模块5用于生成一开槽程序。
请参考图4,开槽机图形导入编程系统还包括一显示模块6,显示模块6用于显示寄存器表格和图案,其中图案显示在寄存器表格旁。寄存器表格显示了图案的线段信息,例如寄存器表格的列内容显示了开槽位置的数值和槽所在的面(如平面板材的正面或背面)。寄存器表格的行代表了图案上的线段,当点击表格的某一行时,寄存器表格旁的图案上的对应线段会高亮显示,方便用户检查。
显示模块6上显示了一命令控件,所述命令控件被点击后,所述计算模块、判断模块及程序生成模块依次工作。
本公开的方法和系统导入图档后,能够一键生成程序,省去了中间编程环节,提高了编程效率。
以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
- 开槽机图形导入编程方法及系统
- 一种面向用户的智能家居图形化编程方法及系统