一种肝素帽自动化生产线
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及医疗设备制造技术领域,具体涉及一种肝素帽自动化生产线。
背景技术
肝素帽是静脉输液耗材,主要由基座和胶塞组成,作为辅助性医疗器械,通常成板包装于铝塑板中,主要为输液提供通道和注射口,肝素帽主要用于静脉留置针进行的封管,以降低病人的医疗费用,提高护士的工作效率。
目前,市场上对于肝素帽的生产暂无较好的自动化生产线,仅在一些局部工艺有一些简易单机设备,其只涉及到了整个生产环节的单个工艺,并且自动化程度较低,对产品质量、生产效率以提升非常有限,在生产过程中以大量生产人员手工为主,导致生产质量难以保障,生产效率低下,并消耗了大量的人工成本,不适宜于现代企业的生产要求。
发明内容
技术目的:针对现有肝素帽生产自动化程度低,缺乏完整工艺制造产线等不足,本发明公开了一种能够整线全流程进行肝素帽的自动生产,提升生产质量和效率,降低人工成本的肝素帽自动化生产线。
技术方案:为实现上述技术目的,本发明采用了如下技术方案:
一种肝素帽自动化生产线,包括用于完成肝素帽的组装工序的组装输送线,和用于输送铝塑板的铝塑板输送线,铝塑板输送线和组装输送线同步运行,在铝塑板输送线和组装输送线的交接处,设置用于将肝素帽放入铝塑板的装料装置;
沿组装输送线的输送方向,设置用于将基座放入组装输送线上的基座上料装置;
用于进行胶塞的筛选理料的胶塞上料器;
用于拾取胶塞并将胶塞压入基座中的胶塞压合装置;
用于向肝素帽中灌装消毒液的定量灌装装置;
用于将灌装后的肝素帽热封的热封装置;
沿铝塑板输送线的输送方向,设置用于向铝塑板输送线进行铝塑板上料的铝塑板上料装置。
优选地,本发明的铝塑板上料装置包括成品铝塑板上料装置,所述成品铝塑板上料装置包括设置在铝塑板输送线一侧的第一移载机架和限位料仓,限位料仓内设有成品铝塑板;第一移载机架设有垂直于铝塑板输送线输送方向的横梁,在横梁上设置用于将成品铝塑板搬移至铝塑板输送线上的第一搬移组件;第一搬移组件包括与横梁沿垂直于铝板输送线的输送方向滑动连接的第一横移气动模组,在第一横移气动模组的滑动端设置第一升降气缸,第一升降气缸的动作端向下,在第一升降气缸的驱动端设有真空吸盘,通过真空吸盘吸取限位料仓内的成品铝塑板。
优选地,本发明的限位料仓固定在铝塑板输送线的一侧,采用凹型结构,开口端朝向外侧,在限位料仓的下方设置用于将成品铝塑板向上顶出的丝杆升降机,在限位料仓的开口侧设置用于压紧成品铝塑板的限位气缸,限位气缸位于限位料仓的上缘,将最上方成品铝塑板下方的成品铝塑板压紧在限位料仓内。
优选地,本发明的铝塑板上料装置还包括用于将成卷铝塑板热压成型的铝塑板成型装置,所述铝塑板成型装置包括顺序设置的卷料料仓、压料辊和热压成型机,铝塑板经压料辊整形后,再经热压成型机压制成成品铝塑板,成卷铝塑板放置在卷料料仓上,卷料料仓设置转轴,并配有带动转轴转动的驱动机构。
优选地,本发明的胶塞压合装置包括设置在组装输送线一侧的第二移载机架,在第二移载机架上设置第二搬移组件,第二搬移组件与第一搬移组件的结构相同,包括第二横移气动模组和第二升降气缸,在第二升降气缸的驱动端设置用于将胶塞压入基座的胶塞压杆,胶塞压杆上设置吸取孔,并与外部的真空系统连接。
优选地,本发明的装料装置包括机架,在机架上设置2自由度电动模组构建的移载机械手,包括水平电动模组和垂直电动模组,垂直电动模组固定在水平电动模组的滑动端,在垂直电动模组的移动端设置用于吸取已封装的肝素帽装入成品铝塑板中的吸料装置。
优选地,本发明的水平电动模组和垂直电动模组均采用滚珠丝杠机构进行传动,并设有对应的用于驱动滚珠丝杠的伺服电机;所述吸料装置包括固定板、气动连杆机构和吸料组件,固定板与垂直电动模组的移动端固定连接,通过垂直电动模组带动固定板上下移动;气动连杆机构连接吸料组件和固定板,吸料组件包括若干用于吸取肝素帽的真空吸头。
优选地,本发明的铝塑板输送线和组装输送线采用相同的输送结构,均设置有输送链板和用于带动输送链板运行的步进电机,铝塑板输送线和组装输送线上的步进电机同步运行;在组装输送线上设置便于放置基座的随行工装。
优选地,本发明的基座上料装置采用振动斗,振动斗在基座的出料位置设置电磁开关,电磁开关与组装输送线的步进电机同步动作,在组装输送线停止运行时,电磁开关开启,将基座放入组装输送线的随行工装上。
优选地,本发明的胶塞上料器采用摆杆振动筛选机,定量灌装装置包括用于输送消毒液的陶瓷泵以及用于带动陶瓷泵运行的伺服电缸。
有益效果:本发明所提供的一种肝素帽自动化生产线具有如下有益效果:
1、本发明的铝塑板上料装置包括成品铝塑板上料装置和能够将成卷铝塑板热压成型的铝塑板成型装置,兼容两种形式的铝塑板上料,提升产线的兼容性。
2、本发明限位料仓开口侧设置限位气缸,在底部设置丝杆升降机,在进行铝塑板上料时,装入料后伺服电机控制蜗轮丝杆升降机步进上升,每次上升的距离一个铝塑板的厚度;接着限位气缸伸出,除最上面的铝塑板外,将其余铝塑板夹紧在限位料仓上,每次吸取一个塑铝板,提升精准度。
3、本发明铝塑板上料装置通过驱动机构带动用于驱动卷料前进,驱动机构优选步进电机,转速稳定,启停精准迅速,配合铝板输送线运行。
4、本发明胶塞压合装置通过第二移载机架、第二搬移组件和第二升降气缸自动进行胶塞的吸取和压入,第二升降气缸附带行程缓冲装置用于控制压合力;提升自动化程度,提升生产效率。
5、本发明铝板输送线与组装输送线采用相同的输送结构,均设置步进电机进驱动,两条输送线上的步进电机同步配合运行,保证其进给精准、启停迅速,配合度好,降低故障率。
6、本发明的组装输送线上设置用于定位基座的随行工装,将基座限制在组装输送线上,便于后续工序的定位,提升准确度和生产效率。
7、本发明构建了肝素帽生产全流程的自动化产线,对包装材料兼容成品铝塑板和铝塑板卷料,同时兼顾了各种体量的实际生产需求,适合于产品的降本提质增效,实现了全自动生产,提升了产品质量,提高了生产效率,极大的节约了人工成本,适应了现代生产的要求,即提高了产品竞争力,又节约了生产成本。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单介绍。
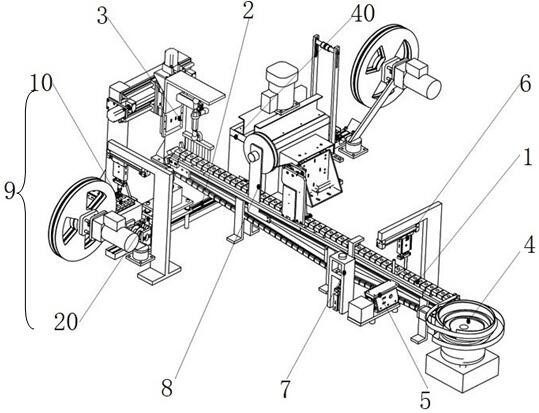
图1为本发明整体结构图;
图2为本发明组装输送线结构图;
图3为本发明胶塞压合装置结构图;
图4为本发明成品铝塑板上料装置结构图;
图5为本发明铝塑板成型装置结构图;
图6为本发明装料装置结构图;
其中,1-组装输送线、2-铝塑板输送线、3-装料装置、4-基座上料装置、5-胶塞上料器、6-胶塞压合装置、7-定量灌装装置、8-热封装置、9-铝塑板上料装置、10-成品铝塑板上料装置、11-第一移载机架、12-限位料仓、13-成品铝塑板、14-横梁、15-第一搬移组件、16-第一横移气动模组、17-第一升降气缸、18-丝杆升降机、19-限位气缸、20-铝塑板成型装置、21-卷料料仓、22-压料辊、23-热压成型机、24-转轴、25-驱动机构、26-第二移载机架、27-第二搬移组件、28-第二横移气动模组、29-第二升降气缸、30-胶塞压杆、31-机架、32-水平电动模组、33-垂直电动模组、34-吸料装置、35-固定板、36-气动连杆机构、37-吸料组件、38-真空吸头、39-随行工装、40-铝塑板热封切断装置、41-真空吸盘。
具体实施方式
下面通过一较佳实施例的方式并结合附图来更清楚完整地说明本发明,但并不因此将本发明限制在所述的实施例范围之中。
如图1所示为本发明所提供的一种肝素帽自动化生产线,包括用于完成肝素帽的组装工序的组装输送线1,和用于输送铝塑板的铝塑板输送线2,铝塑板输送线2和组装输送线1同步运行,在铝塑板输送线2和组装输送线1的交接处,设置用于将肝素帽放入铝塑板的装料装置3;
沿组装输送线1的输送方向,设置用于将基座放入组装输送线上的基座上料装置4;
用于进行胶塞的筛选理料的胶塞上料器5;
用于拾取胶塞并将胶塞压入基座中的胶塞压合装置6;
用于向肝素帽中灌装消毒液的定量灌装装置7;
用于将灌装后的肝素帽热封的热封装置8;
沿铝塑板输送线2的输送方向,设置用于向铝塑板输送线进行铝塑板上料的铝塑板上料装置9以及用于铝塑板切断的铝塑板热封切断装置40。
如图2所示,本发明的铝塑板输送线2和组装输送线1采用相同的输送结构,均设置有输送链板和用于带动输送链板运行的步进电机,铝塑板输送线2和组装输送线1上的步进电机同步运行;在组装输送线1上设置便于放置基座的随行工装39,基座上料装置4振动斗实现基座的上料,在振动斗的出料口设置1个电磁开关,与基座输送机同步动作,当组装输送线1的步进电机停止时,电磁开关打开时,基座落于组装输送线1的随行工装上。
然后基座随组装输送线运行至胶塞压合装置6处,如图3所示,本发明的胶塞压合装置6包括设置在组装输送线1一侧的第二移载机架26,在第二移载机架26上设置第二搬移组件27,第二搬移组件27与第一搬移组件15的结构相同,包括第二横移气动模组28和第二升降气缸29,在第二升降气缸29的驱动端设置用于将胶塞压入基座的胶塞压杆30,胶塞压杆30上设置吸取孔,并与外部的真空系统连接。
胶塞压合装置6的压合流程为,胶塞上料器5采用摆杆振动筛选机来实现胶塞的分选理料,第二横移气动模组28带动胶塞压杆30横移至取料位置,第二升降气缸29带动胶塞压杆下压,然后真空系统运作,胶塞压杆吸取胶塞,第二升降气缸29带动胶塞压杆30上升,再由第二横移气动模组28带动胶塞压杆30横移至压合位置,第二升降气缸29带动胶塞压杆30带料下降完成压合并关闭真空系统,然后胶塞压杆30上升复位,重复进行下一次压合。
在完成压合后,肝素帽移动至定量灌装装置7处,定量灌装装置7包括用于输送消毒液的陶瓷泵以及用于带动陶瓷泵运行的伺服电缸,通过伺服电缸带动陶瓷泵进行消毒液的注射,可根据要求在实现3-15ml消毒液的精准定量灌装。
肝素帽完成消毒液灌装后,由热封装置8进行热封,热封装置8利用电磁感应的原理,将肝素帽的帽口上的铝箔片瞬间产生高热,然后熔合在帽口上,使达到封口的功能,完成肝素帽热封操作。
然后肝素帽运行至组装输送线1与铝板输送线2的交接处,由设置在交接处的装料装置3将肝素帽放入铝塑板中。
在铝板输送线2上设置铝塑板上料装置9,如图4所示,铝塑板上料装置9包括成品铝塑板上料装置10,所述成品铝塑板上料装置10包括设置在铝塑板输送线2一侧的第一移载机架11和限位料仓12,限位料仓12内设有成品铝塑板13;第一移载机架11设有垂直于铝塑板输送线2输送方向的横梁14,在横梁14上设置用于将成品铝塑板13搬移至铝塑板输送线2上的第一搬移组件15;第一搬移组件15包括与横梁沿14垂直于铝板输送线的输送方向滑动连接的第一横移气动模组16,在第一横移气动模组16的滑动端设置第一升降气缸17,第一升降气缸17的动作端向下,在第一升降气缸17的驱动端设有真空吸盘41,通过真空吸盘41吸取限位料仓12内的成品铝塑板13。
限位料仓12固定在铝塑板输送线2的一侧,采用凹型结构,开口端朝向外侧,在限位料仓12的下方设置用于将成品铝塑板13向上顶出的丝杆升降机18,在限位料仓12的开口侧设置用于压紧成品铝塑板13的限位气缸19,限位气缸19位于限位料仓12的上缘,将最上方成品铝塑板下方的成品铝塑板压紧在限位料仓内。
成品铝塑板的上料过程如下:
丝杆升降机18步进上升,每次上料上升的距离为一个成品铝塑板的厚度;
接着限位气缸19伸出,除最上面的铝塑板外,将其余铝塑板夹紧在限位料仓12上;
第一横移气动模组16和第一升降气缸17配合,依次横移、下降,带动真空吸盘41压下,真空系统打开,吸取最上面的成品铝塑板;
第一横移气动模组16和第一升降气缸17配合运行,依次上升、横移,将成品铝塑板移动至放料位置的上方 ;
然后第一升降气缸17带动成品铝塑板下降,真空系统关闭,将铝塑板放置于铝塑板输送线的输送带上。
当采用的为铝塑板卷料时,采用铝塑板成型装置20将成卷铝塑板热压成型,如图5所示,本发明的铝塑板成型装置20包括顺序设置的卷料料仓21,压料辊22和热压成型机23,铝塑板经压料辊22整形后,再经热压成型机23压制成成品铝塑板,成卷铝塑板放置在卷料料仓21上,卷料料仓21设置转轴24,并配有带动转轴转动的驱动机构25。
卷料料仓21用于放置成卷铝塑板材料,转轴24直径可调并兼容主流尺寸的料卷,结构换料简单迅速。
驱动机构25用于驱动卷料前进,驱动采用步进电机,转速稳定,启停精准迅速。
压料辊22用于调节卷料在前进过程中的张力,并对卷料进行整形。
热压成型机23使用加热压合的方式将卷料压制成定型铝塑板。
当铝塑板运行至组装输送线1与铝板输送线2的交接处时,装料装置将肝素帽放入成品铝塑板中,如图6所示,本发明的装料装置3包括机架31,在机架31上设置2自由度电动模组构建的移载机械手,包括水平电动模组32和垂直电动模组33,垂直电动模组33固定在水平电动模组32的滑动端,在垂直电动模组33的移动端设置用于吸取已封装的肝素帽装入成品铝塑板中的吸料装置34,水平电动模组32和垂直电动模组33均采用滚珠丝杠机构进行传动,并设有对应的用于驱动滚珠丝杠的伺服电机;所述吸料装置34包括固定板35、气动连杆机构36和吸料组件37,固定板35与垂直电动模组33的移动端固定连接,通过垂直电动模组33带动固定板35上下移动;气动连杆机构36连接吸料组件37和固定板35,吸料组件37包括若干用于吸取肝素帽的真空吸头38,真空吸头38的数量与成品铝塑板同一排的型腔个数相一致。
在完成肝素帽和铝塑板的封装后,随着铝塑板生产线运行至铝塑板热封切断装置40处,铝塑板热封切断装置采用了加热压合封装和刀片切断的原理,铝塑板封装模块依次完成已经装肝素帽的铝塑板的检测与整形、铝塑板的热封。铝塑板切断模块依次完成单版铝塑板加工撕口与单件铝塑板切断,完成最终肝素帽的生产。
以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种肝素帽自动化生产线
- 一种钢格板自动化剪切系统、自动化剪切方法、自动化生产线及制备方法