半自动滚边装置
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及汽车轮罩滚压包边领域,尤其涉及汽车轮罩的半自动滚边装置。
背景技术
汽车在生产加工过程中,车辆后轮罩均需要进行滚压包边操作。对于已经上市或批量生产的车辆,后轮罩滚压包边工序多采用机器人进行操作。机器人滚压包边操作工作效率高且加工精度好,但是其需配备整套电气系统且需要对电气系统进行调试,这对于试制车辆或特殊车辆来说,其生产加工成本较高,性价比较低。当然试制车辆或特殊车辆的后轮罩包边也有采用半自动滚压包边装置进行操作,但由于后轮罩加工精度不同以及尺寸的误差,往往会导致半自动滚压包边装置在操作的过程中与后轮罩贴合度不够,从而导致滚压包边效果不好、滚压包边后的产品精度差等问题。
发明内容
本发明的目的是克服现有技术存在的缺陷,提供一种滚压包边效果好、滚压包边精度高的半自动滚边装置。
实现本发明目的的技术方案是:一种半自动滚边装置,具有夹装于后轮罩主体上的仿形滚边模具、沿仿形滚边模具运动且对Y向内侧的后轮罩主体进行滚压的滚边机构;所述滚边机构包括
起主体支撑作用的主体支架;
安装于主体支架中部且对后轮罩主体进行Y向夹紧并进行滚边的滚边单元;
安装于仿形滚边模具和主体支架上端面,用于对滚边单元运动进行导向的第一导向单元;
安装于主体支架Y向内侧且作用于仿形滚边模具下端面的第二导向单元;
用于驱动滚边机构沿仿形滚边模具运动并进行滚边的驱动单元。
进一步地,所述滚边单元包括具有多种规格滚轮的滚边组件、驱动滚边组件沿Y向动作的Y向驱动组件、布置于滚边组件和Y向驱动组件之间且用于滚轮切换的切换组件以及用于对滚轮切换后的滚边组件进行定位的定位组件。
进一步地,所述滚边组件和切换组件之间还加装有间隙补偿组件。
进一步地,所述间隙补偿组件套设在切换组件的输出轴上;所述间隙补偿组件为蝶簧组。
进一步地,所述第一导向单元包括布置于仿形滚边模具上端面的导轨件以及与导轨件配合连接且可沿导轨件滚动的配合件;所述配合件由驱动单元驱动。
进一步地,所述第二导向单元包括X/Y导向组件以及用于驱动X/Y导向组件沿X方向移动的动作组件。
进一步地,所述X/Y导向组件包括基座以及安装于基座上端的多对导向轮组;每对所述导向轮组中的两个滚轮呈八字形布置;所述仿形滚边模具下端面开设有与八字形的导向轮组行进路径相匹配的导向槽;所述导向槽内端面的倾斜角度与八字形的导向轮组倾斜角度相同。
进一步地,所述动作组件安装于主体支架下方Y向的内侧;所述动作组件平行于X向布置;所述动作组件与X/Y导向组件之间还加装有X向导向组件。
进一步地,所述动作组件为X向浮动气缸。
进一步地,贴近所述仿形滚边模具外端面的主体支架上加装有Y向导向轮组;所述Y向导向轮组平行于X向布置且Y向导向轮组与仿形滚边模具外端面滚动接触。
采用上述技术方案后,本发明具有以下积极的效果:
(1)本发明中的滚边组件可自动切换,解决人工操作复杂、危险、易出错问题,增加棘轮机构单向旋转依次切换滚边轮组。
(2)本发明中蝶簧组的设置可解决滚边轮刚性滚边造成的质量不合格,包边不均匀问题,可以吸收加工误差及车件弧面较小场合使用。
(3)本发明中Y向浮动解决滚边车件弧面落差过大问题,可以很好的吸收滚边面大范围波动;X向浮动解决滚边车件设备行进路径曲率变化问题,推力稳定适应性强。
附图说明
为了使本发明的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本发明作进一步详细的说明,其中
图1为本发明的第一视角整体立体图;
图2为本发明的第二视角整体立体图;
图3为本发明的第三视角整体立体图;
图4为本发明的第一视角局部立体图;
图5为本发明的第二视角局部立体图;
图6为本发明的间隙补偿组件立体图;
图7为本发明的蝶簧组立体图;
图8为本发明的应用图。
附图中标号为:仿形滚边模具20、滚边机构30、主体支架40、滚边单元50、滚边组件51、滚轮基座511、定位孔512、Y向驱动组件52、间隙补偿组件53、外罩532、内部导向件533、导向块534、切换组件54、定位组件55、定位气缸551、定位销552、第一导向单元60、导轨件61、配合件62、第二导向单元70、X/Y导向组件71、基座710、导向轮组711、动作组件72、X向导向组件73、固定板731、导向杆732、驱动单元80、Y向导向轮组90。
具体实施方式
(实施例1)
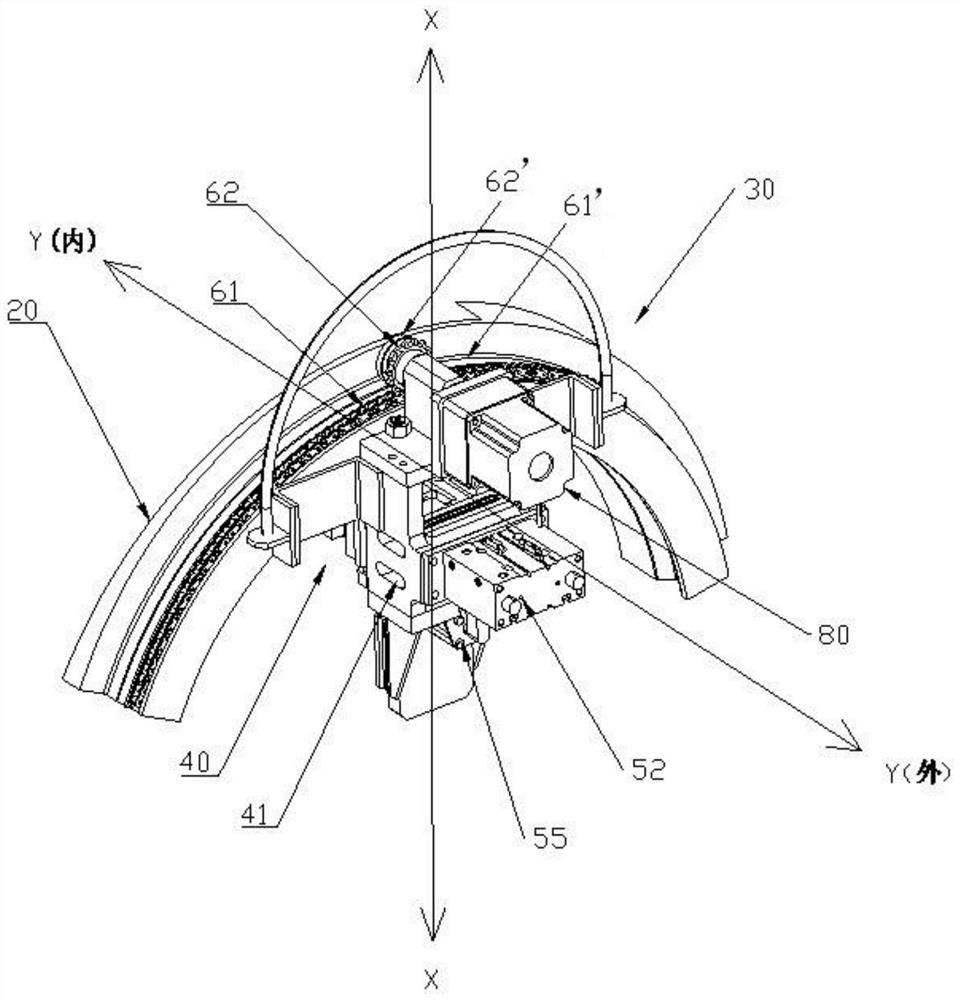
见图1和图2,本发明具有夹装于后轮罩主体上的仿形滚边模具20、沿仿形滚边模具20滚动且对Y向内侧的后轮罩主体进行滚压的滚边机构30;上述仿形滚边模具20可通过现有技术中的夹具夹装于后轮罩主体上,在此不多加赘述;滚边机构30包括
安装于仿形滚边模具20和主体支架40上端面,用于对滚边单元50运动进行导向的第一导向单元60;
安装于主体支架40中部且对后轮罩主体进行Y向夹紧并进行滚边的滚边单元50;
作用于仿形滚边模具20上端面的第一导向单元60;
安装于主体支架40Y向内侧且作用于仿形滚边模具20下端面的第二导向单元70;
用于驱动滚边机构30沿仿形滚边模具20运动并进行滚边的驱动单元80。
见图1、图4、图5和图7,本实施例中更具体地,滚边单元50包括具有多种规格滚轮的滚边组件51、驱动滚边组件51沿Y向动作的Y向驱动组件52、布置于滚边组件51和Y向驱动组件52之间且用于滚轮切换的切换组件54以及用于对滚轮切换后的滚边组件51进行定位的定位组件55;更具体地,切换组件54通过连接板配合螺栓固定于Y向驱动组件52的输出末端,切换组件54的输出轴与滚边组件51通过连接板配合螺栓锁紧连接,其中滚边组件51包括多种规格滚轮和用于安装滚轮的滚轮基座511,切换组件54的输出端与安装有多种规格滚轮的滚轮基座511通过连接板配合螺栓锁紧连接,滚轮基座511上开设有多个定位孔512。
本实施例中更具体地,Y向驱动组件52为Y向浮动气缸;Y向浮动气缸解决滚边车件弧面落差过大的问题,其可以很好的吸收滚边面大范围波动。
见图5,本实施例中更具体地,切换组件54为棘轮机构,棘轮机构的内部具体结构可参考现有技术,在此不多加赘述,棘轮机构的内部两侧加装有内部导向件533;内部导向件533外套设有导向块534;导向块534与外罩532一体成型;内部导向件533配合导向块534进一步对切换组件54的输出轴进行导向。Y向驱动组件52动作时,Y向驱动组件52带动切换组件54沿Y向移动,从而带动安装在切换组件54输出轴上的滚轮组件51沿Y向移动,从而进一步加强Y向移动的稳定性。
见图3,本实施例中更具体地,定位组件55包括定位气缸551以及由定位气缸551驱动的定位销552;定位气缸551平行于Y向布置且通过连接板安装于主体支架40的下端,定位销552与定位气缸551之间为螺纹连接,定位稍552穿过主体支架40插入定位孔512中,从而实现对滚轮基座511的定位。具体操作是,当需要滚轮切换时,定位气缸551先行动作伸出,将原本插入定位孔512中的定位销552拔出,棘轮机构动作,进行滚轮切换;滚轮切换到指定位置时,定位气缸551进行动作收缩,定位销552插入滚轮基座511上的定位孔512中,从而实现对滚轮基座511的定位。
见图1,本实施例中更具体地,第一导向单元60包括布置于仿形滚边模具20上端面的导轨件61以及与导轨件61配合连接且可沿导轨件61滚动的配合件62;配合件62由驱动单元80驱动。导轨件61和配合件62可以解决滚边行进方向的曲率问题。
本实施例中更具体地,导轨件61为驱动链条,配合件62为与驱动链条相啮合的驱动齿轮,驱动链条固定在仿形滚边模具20上端面。驱动齿轮的前端还锁紧有外表粗糙的滚轮62
见图1,本实施例中更具体地,驱动单元80为驱动电机或手动摇杆;驱动电机或手动摇杆的输出端与配合件62同轴连接,驱动电机转动或转动手动摇杆可驱动配合件62动作,从而使得配合件62沿着导轨件61导向的方向运动。
见图4,本实施例中更具体地,第二导向单元70包括X/Y导向组件71以及用于驱动X/Y导向组件71沿X方向移动的动作组件72;X/Y导向组件71包括基座710以及安装于基座710上端的多对导向轮组711;每对导向轮组711中的两个滚轮呈八字形布置;仿形滚边模具20下端面开设有与八字形的导向轮组711行进路径相匹配的导向槽21;导向槽21内端面的倾斜角度与八字形的导向轮组711倾斜角度相同。导向过程中,动作组件72开始动作,其带动X/Y导向组件71上升至与导向槽21内端面接触,八字形的导向轮组711与八字形的导向槽21内端面接触,由于第一导向单元60在对滚边机构30导向的过程中,缺乏对滚边机构30在Y向的一个限位或Y向限位不精准、不稳定;具体地为,滚边机构30中的Y向驱动组件52在驱动滚边组件51贴近待滚边区域进行滚压时,会产生Y向作用力,由于第一导向单元60中的导轨件61和配合件62缺乏对滚边机构30在Y向的一个限位,因此Y向作用力会使得第一导向单元60中的导轨件61和配合件62在Y向上产生位移,这会导致滚边单元30在待滚边区域的作用效果变小的问题,而八字形的导向轮组711与八字形的导向槽21刚好可以实现Y向限位,从而避免第一导向单元60中的导轨件61和配合件62在Y向上产生位移,从而让滚边单元30更好地作用于待滚边区域。
见图4和图7,本实施例中更具体地,动作组件72安装于主体支架40下方Y向的内侧;动作组件72平行于X向布置;动作组件72与X/Y导向组件71之间还加装有X向导向组件73。
见图7,本实施例中更具体地,X向导向组件73包括与动作组件72输出轴固定连接的固定板731以及平行于X向安装在固定板731上的导向杆732;导向杆732贯穿主体支架40并与基座711连接。动作组件72输出轴与固定板731固定连接方式可为螺纹连接,导向杆732的上端与基座711为螺纹连接,导向杆732的下端与固定板731之间配合螺母锁紧连接。X向导向组件73进一步对滚边组件51在X向的动作进行导向,从而确保动作组件72动作时,其带动滚边组件51在X向靠近或远离导向槽21内端面的精确性和稳定性。
本实施例中更具体地,动作组件72为X向浮动气缸,X向浮动气缸配合电气比例阀使用,能够实时调整推力,提供有浮动区间的推力,具体控制方式和方法可参考现有技术,在此不多加赘述,X向浮动气缸本体通过辅助配件与螺栓固定于主体支架40Y向内侧,此外X向浮动气缸解决了滚边机构30行进路径曲率变化问题,推力稳定适应性强。
见图4,本实施例中更具体地,贴近仿形滚边模具20外端面的主体支架40上加装有Y向导向轮组90;Y向导向轮组90平行于X向布置且Y向导向轮组90与仿形滚边模具20外端面滚动接触;Y向导向轮组90包括分设在配合件62两侧的滚轮,滚轮与滚轮轴轴承连接,滚轮轴与主体支架40为螺纹连接且滚轮轴上端配合螺母锁紧。
(实施例2)
见图6和图7,本实施例在实施例1的基础上更优地,滚边组件51和切换组件54之间还加装有间隙补偿组件53。
本实施例中更具体地,间隙补偿组件53套设在切换组件54的输出轴上;间隙补偿组件53为蝶簧组531;蝶簧组解决滚边组件51中滚轮刚性滚边造成的质量不合格、包边不均匀问题,其可以吸收加工误差及车件弧面较小场合使用。
以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 半自动滚边装置
- 一种采样咀半自动滚边器