一种瓶体气嘴加工用夹持工装
文献发布时间:2023-06-19 12:14:58
技术领域
本发明涉及瓶体生产技术领域,具体是一种瓶体气嘴加工用夹持工装。
背景技术
用于储存液化气体的瓶体近年来由于其广泛的用途和实惠的价格,广泛的受到人们的欢迎,该瓶体能够较好的储存液化能源,安全性较高,质量较轻,其安装在汽车上,提供优质能源的同时具有较为稳定安全的性质。
在瓶体生产加工的过程中,需要对其气嘴进行打磨钻孔等工艺加工,而加工过程中用到的传统的夹持工装,一般一次安装夹持只能对零件的一面或一端进行加工,当需要对零件换面加工时,需要人工产拆卸然后再一次进行夹持,进行另一面的加工,这种加工方式不仅耗费了大量的人力物力,同时降低了装置加工的工作效率,实用性不高。
发明内容
本发明提供一种瓶体气嘴加工用夹持工装,解决了上述背景技术中出的问题。
为实现上述目的,本发明提供如下技术方案:
一种瓶体气嘴加工用夹持工装,包括底板,还包括:
设置于底板两侧的安装杆,安装杆一侧设置顶板,顶板一侧设置导轨,导轨设置为U形结构;
用于气嘴夹持的夹持机构,设置于导轨一端,包括夹持组件和安装盘,安装盘一侧设置带有限位块的滑动块,滑动块一侧设置止动组件,止动组件一侧设置转动杆,所述转动杆转动带动安装盘在导轨上滑动的同时翻转,当夹持组件移动至两端极限位置过程中,滑动块在止动组件的作用下滑动与夹持组件配合实现夹持。
设置于夹持机构一侧的驱动机构,用于驱动安装盘的夹持和换面。
作为本发明的一种优选技术方案,所述夹持组件包括设置与安装盘一侧的夹持槽,夹持槽两侧开设滑动槽,所述夹持槽内设置安装筒,安装筒一端设置活塞杆,活塞杆一端设置弧形夹持板,所述安装筒两侧设置联动组件。
作为本发明的一种优选技术方案,所述联动组件包括设置于安装筒两侧的联动臂,联动臂一端设置固定臂,固定臂一端设置滚轮,滚轮一侧的活塞杆侧壁设置固定杆,固定杆一端设置夹持臂,夹持臂与滚轮对应设置。
作为本发明的一种优选技术方案,所述固定臂两侧设置联动轴,所述滑动块两侧设置驱动臂,驱动臂一端开设联动槽,所述联动轴延伸至联动槽内,所述弧形夹持板一侧设置带有电磁铁的弹性夹持板。
作为本发明的一种优选技术方案,所述止动组件包括转动盘,转动盘一侧设置止动杆,止动杆一侧的转动盘侧壁设置固定块,固定块与止动杆之间设置弹性件,所述转动盘一侧设置传动轴,传动轴连续设置。
作为本发明的一种优选技术方案,所述驱动机构包括限位壳,限位壳设置于安装盘两端,所述限位壳一侧设置固定轴,所述转动杆一端分别开设驱动槽和传动槽,所述固定轴延伸至传动槽内。
作为本发明的一种优选技术方案,所述转动杆一侧顶板两侧设置安装块,安装块之间设置丝杆,丝杆一端设置驱动块,驱动块一侧设置传动柱,传动柱延伸至驱动槽内。
作为本发明的一种优选技术方案,所述顶板一侧设置双轴电机,双轴电机两侧设置联动滚轴,联动滚轴一端设置传动轮,传动轮一侧设置驱动轴,驱动轴间歇设置。
本发明具有以下有益之处:在进行使用时,将气嘴工件放置在弹性夹持板一侧的电磁铁一侧,电磁铁初步通电吸附,然后启动驱动机构带动转动杆转动,转动杆带动一侧的安装盘在导轨上滑动,安装盘转动过程中,随着导轨的导向进行翻转,当安装盘移动至导轨的竖直位置处时,滑动块与止动杆接触,然后继续移动,止动杆带动滑动块向一侧移动,带动夹持组件实现对工件的夹持,然后进行加工,当需要进行换面加工时,反向转动丝杆带动转动杆反向转动,进而带动安装盘移动然后翻面,然后在上述夹持步骤的作用下,实现在一次夹持,然后对另一面进行加工,装置整个换面夹持加工操作十分的便捷,降低了人工成本,增加了工作效率。
附图说明
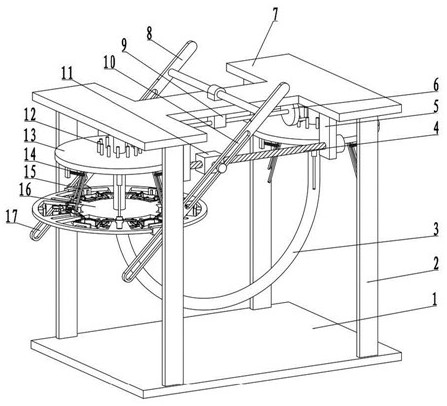
图1为一种瓶体气嘴加工用夹持工装主视整体的结构示意图。
图2为一种瓶体气嘴加工用夹持工装仰视整体的结构示意图。
图3为一种瓶体气嘴加工用夹持工装侧视整体的结构示意图。
图4为一种瓶体气嘴加工用夹持工装剖面仰视结构示意图。
图5为一种瓶体气嘴加工用夹持工装中夹持组件的结构示意图。
图6为图2中A的放大结构示意图。
图7为一种瓶体气嘴加工用夹持工装中止动杆和限位块的结构示意图。
图中:1、底板;2、安装杆;3、导轨;4、丝杆;5、安装块;6、传动轮;7、顶板;8、转动杆;9、双轴电机;10、驱动槽;11、驱动块;12、传动轴;13、转动盘;14、弹性件;15、止动杆;16、安装盘;17、传动槽;18、传动柱;19、固定块;20、夹持槽;21、滑动槽;22、滑动块;23、驱动臂;24、联动轴;25、安装筒;26、联动臂;27、联动槽;28、限位块;29、固定臂;30、滚轮;31、固定杆;32、活塞杆;33、弧形夹持板;34、电磁铁;35、弹性夹持板;36、夹持臂;37、限位壳;38、固定轴;39、联动滚轴;40、驱动轴。
具体实施方式
以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
实施例1
请参阅图1-7,一种瓶体气嘴加工用夹持工装,包括底板1,还包括:
固定设置于底板1两侧的安装杆2,安装杆2一侧固定连接顶板7,顶板7一侧固定连接导轨3,导轨3设置为U形结构,其中导轨3靠近顶板7的两端均为竖直结构,远离顶板7一端为弧形结构;
用于气嘴夹持的夹持机构,设置于导轨3一端,包括夹持组件和安装盘16,安装盘16与导轨3滑动连接,安装盘16一侧设置带有限位块28的滑动块22,滑动块22与限位块28固定连接,所述滑动块22一侧设置止动组件,止动组件一侧设置转动杆8,转动杆8一侧固定连接定位柱,定位柱一端与顶板7转动连接,所述转动杆8转动带动安装盘16在导轨3上滑动的同时翻转,当夹持组件移动至两端极限位置过程中,滑动块22在止动组件的作用下滑动与夹持组件配合实现夹持。
设置于夹持机构一侧的驱动机构,用于驱动安装盘16的夹持和换面。
在此夹持过程中,安装盘16在转动杆8的作用下沿着导轨3移动,由于导轨3设置为U形结构,当安装盘16移动至导轨3两端的竖直结构位置处时,继续上移,安装盘16上的滑动块22与止动组件接触,接触过后,安装盘16继续上移,上移过程中,滑动块22在止动组件的作用下不断移动,进而带动夹持组件实现对零件的紧固夹持,当需要进行换面夹持加工时,只需要反向调节转动杆8,带动安装盘16在导轨3上移动,沿着导轨3的方向移动实现换面,然后重复上述夹持步骤进行夹持。
实施例2
请参阅图1-7,本实施例的其它内容与实施例1相同,不同之处在于:所述夹持组件包括设置于安装盘16一侧的夹持槽20,夹持槽20设置有多个,且等弧度间距设置在安装盘16上,夹持槽20两侧开设滑动槽21,所述夹持槽20内设置安装筒25,安装筒25一端滑动连接活塞杆32,活塞杆32与安装筒25之间固定连接伸缩弹簧,所述活塞杆32一端固定连接弧形夹持板33,所述安装筒25两侧设置联动组件。
所述联动组件包括固定设置于安装筒25两侧的联动臂26,联动臂26一端固定连接固定臂29,固定臂29一端转动连接滚轮30,滚轮30一侧的活塞杆32侧壁固定连接固定杆31,固定杆31一端转动连接夹持臂36,夹持臂36与滚轮30对应设置。
所述固定臂29两侧固定连接联动轴24,所述滑动块22两侧固定连接驱动臂23,驱动臂23一端开设联动槽27,所述联动轴24延伸至联动槽27内,所述弧形夹持板33一侧的安装盘16侧壁固定连接弹性夹持板35,弹性夹持板35一侧固定连接电磁铁34。
在进行预先放件时,对电磁铁34通电,在强磁力的吸附下,将工件固定,然后当安装盘16转动时,在夹持组件和止动组件的作用下将工件进行正式的夹持固定安装,同时通过设置电磁铁34,在对工件进行夹持加工时产生的碎屑,会被电磁铁34及时吸附,加工完成后,可以集中对碎屑进行收集,大大改善了加工现场的整洁性。
所述止动组件包括转动盘13,转动盘13一侧铰接止动杆15,止动杆15设有多个,且等弧度间距设置在转动盘13底部,所述止动杆15一侧的转动盘13侧壁固定连接固定块19,固定块19与止动杆15之间固定连接弹性件14,所述转动盘13一侧固定连接传动轴12,传动轴12等弧度间距设置,所述弹性件14可以使用具有弹力性质的弹簧或弹性金属片等。
所述驱动机构包括限位壳37,限位壳37设置于安装盘16两端,且与安装盘16滑动连接,所述限位壳37一侧固定连接固定轴38,所述转动杆8一端分别开设驱动槽10和传动槽17,所述固定轴38延伸至传动槽17内,且与转动杆8滑动接触。
所述转动杆8一侧的顶板7两侧固定连接安装块5,安装块5之间转动连接丝杆4,丝杆4轴向一侧的安装块5侧壁固定连接驱动电机,驱动电机的输出轴与丝杆4一端固定连接,所述丝杆4一端螺纹套接驱动块11,驱动块11一侧固定连接传动柱18,传动柱18延伸至驱动槽10内,且与转动杆8滑动接触。
所述顶板7一侧固定连接双轴电机9,双轴电机9的输出轴两侧固定连接联动滚轴39,联动滚轴39一端固定连接传动轮6,传动轮6一侧固定连接驱动轴40,驱动轴40间歇设置,在对工件进行加工时,启动双轴电机9带动联动滚轴39转动,所述传动轮6上的驱动轴40与传动轴12间歇啮合传动,带动转动盘13间歇转动,由于止动杆15与限位块28卡接设置,则转动盘13间歇转动的同时带动安装盘16进行间歇转动,进而实现了间歇性的送料加工,进一步的提高气嘴后续的加工效率,在其中的转动过程中,传动轮6带动转动盘13的一次啮合转动的角度,与两个止动杆15之间的角度一致,保证换面过程中,止动杆15与限位块28始终处于对应位置。
本发明在实施过程中,在进行使用时,安装盘16位于导轨3弧形段位置处,将气嘴工件放置在弹性夹持板35一侧的电磁铁34一侧,电磁铁34通电对工件进行吸附,然后启动驱动电机带动丝杆4转动,进而带动驱动块11向一侧移动,在驱动块11一侧的传动柱18的作用下带动转动杆8转动,由于安装盘16一侧的限位壳37侧壁上的固定轴38设置于转动杆8的传动槽17内,则转动杆8能够带动一侧的安装盘16在导轨3上滑动,当安装盘16移动至导轨3的竖直位置继续上移的过程中,安装盘16达到水平状态,此时继续上移止动杆15与滑动块22上的限位块28卡接,然后止动杆15带动滑动块22向一侧移动,止动杆15推动限位块28带动滑动块22向一侧移动,在驱动臂23的作用下通过联动轴24带动固定臂29转动,在滚轮30的作用下挤压夹持臂36实现夹持固定,然后对零件的一面进行加工,加工过程中启动双轴电机9带动,联动滚轴39转动,传动轮6上的驱动轴40与传动轴12间歇啮合传动,带动转动盘13间歇转动,由于止动杆15与限位块28卡接设置,则转动盘13间歇转动的同时带动安装盘16进行间歇转动,进而实现了间歇性的送料加工,进一步的提高气嘴后续的加工效率,在其中的转动过程中,传动轮6带动转动盘13的一次啮合转动的角度,与两个止动杆15之间的角度一致,一面加工完成后需要进行换面加工时,反向启动驱动电机带动丝杆4反转,进而带动转动杆8反向转动,转动杆8通过固定轴38带动安装盘16下移,固定轴38在转动杆8的传动槽17内滑动,由于导轨3两端为竖直结构,则安装盘16在初始下移时为竖直下移,此时转动盘13上的止动杆15端部与限位块28分离,滑动块22恢复原位,在然后安装盘16沿着导轨3方向滑动,在导轨3的导引作用下,经过导轨3的弧形段实现翻面,然后移动至导轨3的另一竖直端,由于安装盘16两面为对称设置的结构,且传动轮6带动转动盘13的一次啮合转动的角度,与两个止动杆15之间的角度一致,则在安装盘16沿着导轨3移动换面后,止动杆15与限位块28始终处于对应位置,则安装盘16继续上移时,止动杆15与滑动块22上的限位块28接触,重复上述夹持步骤对零件再一次进行夹持固定,然后对另一面进行加工,装置整个换面夹持加工操作十分的便捷,降低了人工成本,增加了工作效率。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种瓶体气嘴加工用夹持工装
- 一种瓶体加工用夹持工装