用于制造具有齿结构和轴承座的致动器的电机轴的方法
文献发布时间:2023-06-19 12:14:58
技术领域
本发明涉及具有用于制造致动器的电机轴的方法以及具有电机轴的致动器。
背景技术
电机致动器被用在许多不同的应用例如油泵中。它们提供线性和/或回转的调节运动以用于由致动器操作的执行机构。从实践中知道的电机致动器具备电动机,该电动机例如是无刷直流电动机。电动机的电机轴以滚动轴承可绕转动轴线转动地安装。传动机构将电机轴的转动传递至执行机构。已知的是在电机轴的一端上设有齿结构,该传动机构的一部分插入齿结构中。通常,电机轴紧接在齿结构之后具有用于支承在滚动轴承中的轴承座。轴承座和齿结构在多个加工步骤中彼此无关地在电机轴上形成。所述加工是廉价的。
发明内容
本发明的任务是指明一种用于制造致动器的电机轴的方法,其在质量保持不变的情况下简单且廉价。
该任务通过一种根据本发明的方法来完成。
因此,规定一种用于制造作为致动器的一部分的电动机的电机轴的方法,致动器借助传动机构(transmission)提供转动调节运动用于执行机构,其中该方法具有以下方法步骤:
提供圆柱形轴坯件,其具有第二端和从第二端起延伸的第二端部区域,其中在第二端部区域中的外径大于轴的余部中的外径;
将齿结构加入第二端部区域中;
在与第二端间隔的区域中将齿结构磨削至一定程度以加工出轴承座,其中轴承座外径小于齿结构的接合部的外径,该接合部形成在轴承座和第二端之间。
通过将齿结构加入整个端部中,可以简单磨削齿结构来形成该轴承座,这节约了加工步骤和费用。磨削过程还允许以所需质量制造轴承座。因为该齿结构在轴承座前形成,故不需要在所述接合部和轴承座之间设置距离或槽口,这迄今都是必需的,因为在现有技术中该齿结构是最后构成的,并且该刀具在齿结构滚铣时对于轴的小尺寸过大了且轴承座被刀具损伤。因为轴承座现在紧邻该接合部,故该轴的强度被提高。在轴承座区域中的齿结构的几何形状还具有以下优点,该轴承内环可被更好地冷却。在流体泵尤其是油泵的情况下,流体流过磨蚀的齿之间的区域并且冷却轴承内环。
最好通过冷压或通过机加工(machining)直径恒定的圆柱形半成品的方法来制造坯件。
有利的是,在磨削过程中在接合部内去除小的凹凸不平以获得所要求的质量IT6。
该齿结构在啮合区域中最好形成齿轮、尤其是中心齿轮。
有利的是,第二端部区域借助感应淬火被硬化。因此可以防止整个工件的加工,这也节约了费用。硬化过程在此最好在轴承座形成之前进行。
该齿结构例如可以借助滚铣被加入轴的表面中。通过滚铣,可以获得IT6的窄的设定公差。在一个实施方式中,该执行机构是用于输送机动车的泵的流体的部件,尤其是油泵的叶轮。
该任务还通过一种致动器来完成,其具有执行机构、传动机构和用于借助该传动机构转动驱动该执行机构的电动机,其中,该电动机具有电机轴,电机轴在第二端部区域内具有用于容纳滚动轴承以支承在壳体部中的轴承座,其中,接合部靠近第二端地与轴承座相接,传动机构的至少一个部件插入该接合部中以传递电机轴的转动运动至执行机构。该轴承座和该接合部在此具有连贯的齿结构,其在轴承座区域中被磨削至一定程度并且在该接合部中形成齿轮。
在一个实施方式中,该执行机构是一个用于输送泵流体的部件、尤其是油泵的叶轮,而该传动机构是行星齿轮传动机构,其中该电机轴的齿轮形成该中心齿轮。
电动机最好是无刷直流电动机、尤其是内转子型。
另外,规定了一种机动车的自动变速箱单元(transmission unit),其具有前述的致动器。该致动器优选包括电动油泵,其将变速箱控制器与驱动发动机分离开。在内燃发动机停止或低转速的情况下,该变速箱也准备好换档。机动车最好是混合动力车。
附图说明
以下,将结合图来详述本发明的优选实施方式。相同的或功能相同的部件在此在所有附图中带有相同的附图标记,其中:
图1示出具有电机轴的致动器的电动机的纵截面;以及
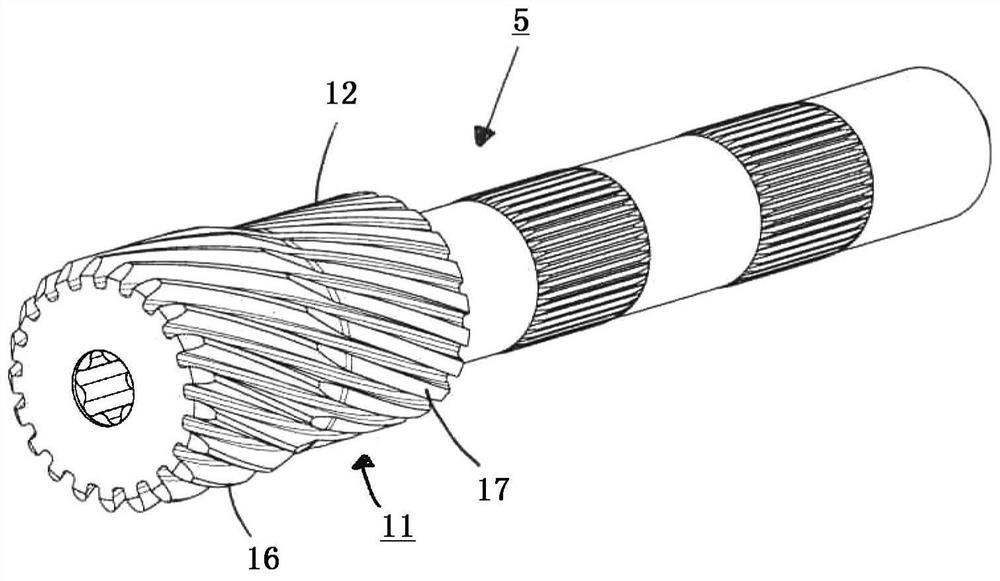
图2示出电机轴的立体视图。
具体实施方式
图1示出无刷直流电动机1。在电机壳体2内安置有转子3和定子4。定子4与转动轴线100同心地围绕转子3。转子3为了传递转矩而连接至电机轴5。转子4具有定子铁芯,其与转动轴线100同心地延伸并且具有许多定子铁芯部段,各有线圈6围绕锭子铁芯部段卷绕。定子4固定安装在电机壳体2内并且设立用于借助线圈6生成随时间变化的磁场。转子3设立用于通过与由线圈6生成的随时间变化的磁场的相互作用被转动。
电机轴5在滚动轴承7、8中可绕转动轴线10转动地安装。第一滚动轴承7被固定在电机壳体2内并且在第一端部区域9中支承电机轴5。第二滚动轴承8被固定在壳体盖10内并且在第二端部区域11中支承电机轴5,第二端部区域与第一端部区域9对置。壳体盖10封闭电机壳体2。电机轴5在第二端部区域11中具有用于第二滚动轴承8的未示出的内环的轴承座12。在轴承座12区域中,电机轴5的外径大于在与第二端部区域11相接的电机轴的中间部13中的外径和又与中间部相接的第一端部区域9中的外径。因此,轴承座12的远离电机轴5的第二端110的一端因此通过环绕的凸肩14构成。接合部15在第二端110的方向上与轴承座12紧接,其中在电机轴表面上形成中心齿轮16。齿结构17延伸经过轴承座12,直至电机轴5的第二端110。仅在接合部15中,未示出的传动机构的行星齿轮在安装状态下咬入中心齿轮16。该传动机构是行星齿轮传动机构。电机轴5的外径朝向接合部15增大。
图2以立体图示出电机轴5。在制造电机轴5时,直径统一的圆柱形半成品被如此加工,即,该轴在中间部13和第一端部区域9中且因而在第二端部区域11外具有小于尚待加工的第二端部区域11的外径。这或是通过冷压来获得,或是通过半成品机加工方法来获得。在冷锻可选方案中,从具有较小直径的半成品开始,并且通过冷成型工艺获得用于传动机构齿结构区和轴承座的较大直径。在第二可选方案中,坯件的总直径按照最大直径来设计,并且具有较小直径的部分通过机加工方法如车削或磨削来产生。
在通过前述加工而出现的坯件中,在下一个加工步骤中,齿结构17在整个第二端部区域11内通过滚铣被加入电机轴5的表面。第二端部区域11随后借助感应淬火被部分硬化。
最后,在接合部16中通过磨削去除掉最小的凹凸不平以得到精度IT6,并且在轴承座12区域中将电机轴5的直径磨削至一定程度,由此很准确地、过程可靠地且以所要求的质量IT6在成本较低的情况下获得该轴承座12。
电机轴5在一个优选实施例中被用在混合动力车的电动油泵(是自动变速器的一部分)中。该内燃发动机通常驱动油泵,油泵又建立所需控制压力。如果内燃发动机停止,则泵也停止且压力降低。电动油泵确保在传动机构中的永久控制压力,且因此即便在内燃发动机停止时也可以立即进行换挡。
- 用于制造具有齿结构和轴承座的致动器的电机轴的方法
- 用于投射曝光系统的具有至少一个磁体的致动器、致动器的制造方法、以及具有磁体的投射曝光系统