一种胶带自动贴覆装置
文献发布时间:2023-06-19 12:21:13
技术领域
本发明属于自动化设备技术领域,特别是涉及一种胶带自动贴覆装置。
背景技术
在自动化生产过程中,有很多产品之间的连接方式为胶带粘接,这就需要在粘接处贴覆胶带,在实际生产中,很多产品的贴胶位置都是边角处,贴胶处较窄,比如本发明中的产品为电视机背板,其贴胶处由于狭缝太窄,人工贴胶不便,经常发生无法贴紧的情况,效率低良率低,经济效益差。
发明内容
本发明主要解决的技术问题是提供一种胶带自动贴覆装置,解决人工贴胶无法贴牢,效率低,良率低的问题,提高生产品质。
为解决上述技术问题,本发明的采用的一个技术方案如下:
一种胶带自动贴覆装置,包括拉胶带组件,所述拉胶带组件包括两个夹紧机构,两个所述夹紧装置滑动安装于直线模组,且两个所述夹紧装置能够靠近或远离;
胶带通过两个所述夹紧装置夹紧并张紧,在两个所述夹紧装置之间设有贴胶组件,且所述贴胶组件安装于所述直线模组,且其能够沿所述直线模组运动;
所述贴胶组件包括贴胶头,所述贴胶头能够运动并贴紧所述胶带的张紧段,通过所述贴胶组件沿所述直线模组的移动并将所述胶带贴至待贴胶的产品。
进一步地说,两个所述夹紧机构皆包括夹爪和压料杆,以所述胶带的所述张紧段参照,两个所述夹爪夹持所述胶带时,两个所述压料杆位于两个所述夹爪之间;
所述压料杆能够沿与所述胶带的表面垂直的方向运动,且其伸出时能够张紧所述胶带,所述压料杆与所述胶带接触的部位具有凹槽,所述胶带能够卡入所述凹槽内,以防止所述胶带偏离。
进一步地说,其中一个所述的夹紧机构为所述胶带的上料端,所述上料端是指用于卷装胶带的上料的一端,且所述夹紧机构还设有用于剪断胶带的剪切机构,所述剪切机构位于所述夹爪和所述压料杆之间。
进一步地说,所述剪切机构包括气动剪刀,所述气动剪刀能够靠近或者远离位于所述夹爪和所述压料杆之间的所述胶带。
进一步地说,所述贴胶头与所述胶带贴紧的一侧为弧形面。
进一步地说,所述直线模组包括驱动机构和直线导轨,所述驱动机构设有两组,其中一组所述驱动机构驱动贴胶组件运动,另一组所述驱动机构驱动一个所述夹紧机构运动。
进一步地说,所述直线模组包括驱动机构和直线导轨,所述驱动机构设有三组,其中两组所述驱动机构分别驱动两个所述夹紧机构运动,另一组所述驱动机构驱动所述贴胶组件运动。
进一步地说,还包括用于放置卷装胶带的料架,所述料架包括穿料轴和两块挡料板,两块所述挡料板皆同轴安装于所述穿料轴,卷装胶带位于两块所述挡料板之间。
本发明的有益效果:
本发明的贴胶装置,通过两个夹紧机构张紧胶带,再由贴胶组件抵紧所述胶带,通过所述贴胶组件的运动进行贴胶操作,拉胶带组件和贴胶组件皆安装于直线模组,通过电气原件驱动,能够实现全自动贴胶带。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
附图说明
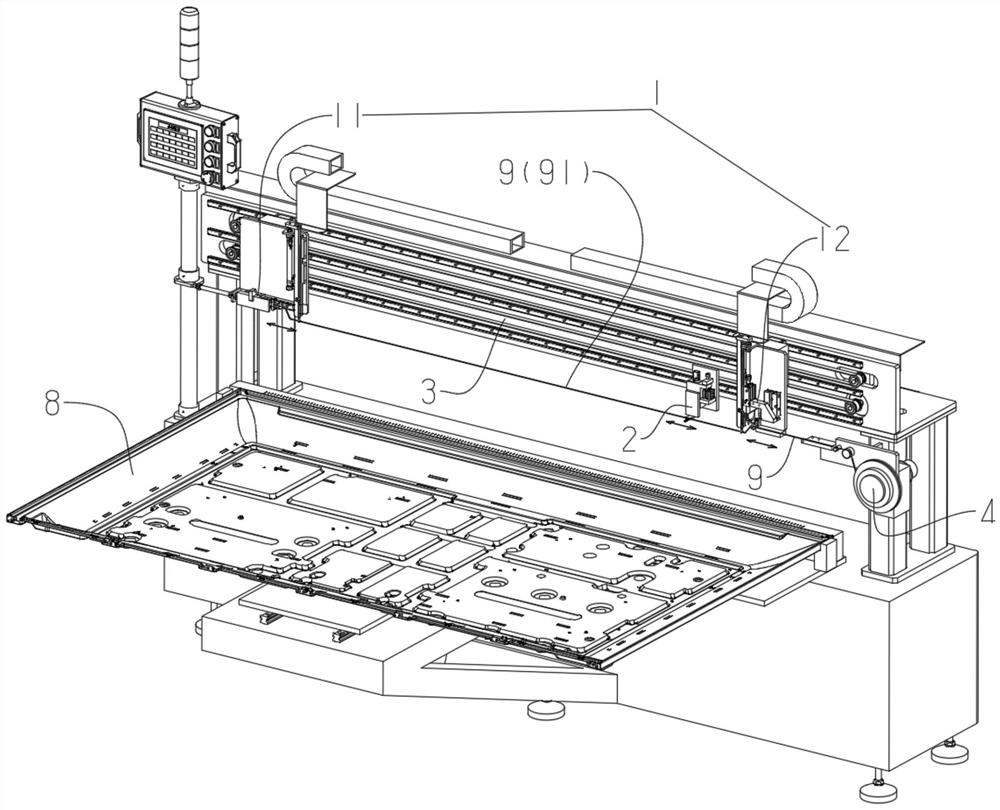
图1是本发明的贴胶装置的整体结构示意图;
图2是本发明的贴胶组件的结构示意图;
图3是本发明的夹紧机构的结构示意图;
图4是本发明的剪切机构的结构示意图;
图5是本发明的料架的分解结构示意图;
图6是本发明中胶带自下方贴覆的示意图;
图7是本发明中胶带自上方贴覆的示意图;
附图中各部分标记如下:
拉胶带组件1、夹紧机构11、夹爪111、压料杆112、气缸1122、凹槽1121、夹紧机构12、剪切机构121、气动剪刀1211、气缸1212;
贴胶组件2、贴胶头21;
直线模组3;
料架4、穿料轴41、挡料板42;
产品8、胶带9和张紧段91。
具体实施方式
下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
实施例:
一种胶带自动贴覆装置,如图1和图2所示:包括拉胶带组件1,所述拉胶带组件包括两个夹紧机构11、12,两个所述夹紧装置滑动安装于直线模组3,且两个所述夹紧装置能够沿所述直线模组滑动靠近或远离;
胶带9通过两个所述夹紧装置夹紧并张紧,在两个所述夹紧装置之间设有贴胶组件2,且所述贴胶组件安装于所述直线模组,且其能够沿所述直线模组运动;
所述贴胶组件包括贴胶头21,所述贴胶头能够运动并贴紧所述胶带的张紧段91,通过所述贴胶组件沿所述直线模组的移动并将所述胶带贴至待贴胶的产品8。
本发明的贴胶装置,通过两个夹紧机构张紧胶带,再由贴胶组件抵紧所述胶带,通过所述贴胶组件的运动进行贴胶操作,拉胶带组件和贴胶组件皆安装于直线模组,通过电气原件驱动,能够实现全自动贴胶带。
如图3所示:两个所述夹紧机构皆包括夹爪111和压料杆112,以所述胶带的所述张紧段参照,两个所述夹爪夹持所述胶带时,两个所述压料杆位于两个所述夹爪之间;
所述压料杆能够沿与所述胶带的表面垂直的方向运动,且其伸出时能够张紧所述胶带,具体的,所述压料杆通过气缸1122驱动;
所述压料杆与所述胶带接触的部位具有凹槽1121,所述胶带能够卡入所述凹槽内,以防止所述胶带偏离。
本实施例中的夹紧机构通过夹爪进行装夹,并且还设置有压料杆,所述压料杆能够调节所述胶带的张紧度,而且还能够调节所述胶带张紧后的位置,以便于后续对位贴附操作;
另外,压料杆的端部就有凹槽,本实施例中,所述凹槽的槽口的宽度大于槽底的宽度,便于胶带落入所述凹槽,提高容错率。
其中一个所述的夹紧机构12为所述胶带的上料端,所述上料端是指用于卷装胶带的上料的一端,且所述夹紧机构12还设有用于剪断胶带的剪切机构121,所述剪切机构位于所述夹爪和所述压料杆之间。
在实际使用时,张紧的胶带贴附完成后通过所述剪切机构剪断,然后夹紧机构移动,抓取剪断的一端再次对胶带进行张紧,以进行下一次的贴附。
具体的,本实施例中,所述剪切机构包括气动剪刀1211,所述气动剪刀能够靠近或者远离位于所述夹爪和所述压料杆之间的所述胶带;具体如图4所示:所述气动剪刀由气缸1212驱动。
而所述启动剪刀的运动可以通过气缸等直线运动装置实现,本实施例中也是通过气缸驱动的。
本实施例中,所述贴胶头与所述胶带贴紧的一侧为弧形面;
可以理解的,弧形面能够防止刮坏胶带的表面,也能够提高移动贴胶的顺畅性和提高胶带贴附的贴合平整度。
本发明的所述直线模组具有多组驱动机构,能够分别驱动夹紧机构和贴胶组件运动,而具体的,有两种驱动方式;
第一种是:
所述直线模组包括驱动机构和直线导轨,所述驱动机构设有两组,其中一组所述驱动机构驱动贴胶组件运动,另一组所述驱动机构驱动一个所述夹紧机构运动;
简单的说,就是该驱动方式下的所述夹紧机构,一个是固定位置的,另一个是运动的,这样也能够完成胶带的张紧和贴附,不过该结构由于一端位置固定,对于被贴产品的长度适配性不是很好。
第二种是:
所述直线模组包括驱动机构和直线导轨,所述驱动机构设有三组,其中两组所述驱动机构分别驱动两个所述夹紧机构运动,另一组所述驱动机构驱动所述贴胶组件运动;
该结构的驱动方式能够分别对两个夹紧机构和一个贴胶组件进行驱动,三者独立运动,都能够运动的两个夹紧机构可更好的对于不同长度的产品进行适配,也就是说可以根据不同长度(宽度)的产品调整两个夹紧机构之间的距离,而且对中位置不变,能够很好的适配不同长度的产品贴胶。
实际生产中的胶带在使用时,基本都是以料盘的形式存在的,因此本实施例如图1所示:还包括用于放置卷装式胶带料盘92的料架4;
如图5所示:所述料架包括穿料轴41和两块挡料板42,两块所述挡料板皆同轴安装于所述穿料轴,卷装胶带位于两块所述挡料板之间。
所述挡料板是可拆卸的安装结构,因此也可以根据需求调节两个挡料板之间的距离,以适应不同宽度的胶带,并且所述胶带料盘92的安装也是非常方便的。
本发明的工作过程和工作原理如下:
本发明的贴胶装置,使用时通过可移动的两个夹紧机构11、12夹住胶带并张紧,然后通过可移动的贴胶组件2将胶带抵紧至产品8,滑动贴覆;
贴覆完成后通过剪切机构121剪断胶带,然后夹紧机构移动,重新夹取剪断处的胶带端,重复移动张紧,重复贴胶动作;全自动的拉胶带和贴胶带;
如图6和图7所示:本装置贴胶可以针对产品的不同的贴覆面(上面贴覆或下面贴覆)进行贴胶,适用性好。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
- 贴覆弧形面板胶带用的自动贴覆机
- 一种导电胶带自动贴覆装置