一种大口径等厚球罩加工方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明属于光学制造技术领域,具体涉及一种大口径等厚球罩加工方法。
背景技术
在光电对抗、激光雷达、激光照明、激光跟踪与瞄准等光电平台中,光学球罩是其中必不可少的光学元件。光学球罩一般位于机载光电设备武器系统的前端,它把大气环境与光电系统隔离开来,实现外部辐射光的有效过滤、隔绝各种污染物、起到保护内部光电系统的作用,同时又作为光学成像系统的一部分,与内部光学元件一起组成光学成像系统,将目标的光辐射传递到探测器,是机载、弹载等光电成像系统不可或缺的关键器件之一;光学球罩一般为同心薄透镜,形状为弯月状,包含凸面、凹面和平台,具有等厚、同心和深矢高的特点。加工过程中的主要问题是光圈易变形、易偏心、检测方法和检测精度。现有专利以打表装夹、粘结装夹居多,尺寸和形位公差无法直接在加工中测量。每个工序都更换定位方式,增加产生偏心的概率。同时工作人员在操作过程中也很麻烦,工作效率极低,耽误产品的检测时间,还可能造成测量结果不精确的情况的问题。
发明内容
本发明的目的在于克服现有技术的不足,提供了一种大口径等厚球罩加工方法。
为了达到上述设计目的,本发明所采用的技术方案是:一种大口径等厚球罩加工方法,加工工艺顺序:球罩是等厚透镜,无法靠定心磨边来保证偏心,因此加工工艺安排如下:采用热压成型的坯料,先铣磨凹面后铣磨凸面,凹面改等厚,精磨,抛光,镀膜,整体和传统透镜加工方法相同;
考虑到大口径的压型精度,压型料中心厚定为10mm;凹面铣磨中心厚下1.5mm,凸面铣磨中心厚下2.5mm;凹面修等厚中心厚下1mm;精磨两面均匀下尺寸,各下0.2mm;抛光到尺寸即可,整个过程都要监控中心偏的变化;
检测方法:凸面和凹面用干涉仪非接触检测面形误差和中心偏,面形:干涉仪,同时检测凹面和凸面的内反,中心偏:利用等厚干涉原理,观测前后表面产生的自干涉条纹,如果两个表面曲率半径准确,但球形壳有楔角,曲率中心横向移动,那么就能够观察到有光楔特征的直条纹,可以用热金属棒或用手指接触球面来确定较薄的一端,如果球形壳的两个表面的半径值差与中心厚不等,则得到的是象牛顿环一样的圆条纹,如果还外加一个光楔,则这些圆条纹的中心与球形壳的中心不同心;
夹具:通用夹具设计,满足铣磨、精磨和抛光加工、便于尺寸测量和面形检验,减小变形,适应压型料精度偏差大的问题,任何一个自由的刚体均有六个自由度,即沿空间坐标轴XYZ三个方向的移动和绕此三轴的转动,欲使零件定位,必须约束住零件的每一个自由度,按六点定位原则,加工凹面和凸面时,都以零件的平面为基准面,球面顶点与球心连线与机床旋转轴重合,夹具的球面中心线与轴线重合;而产品上的定位基准表面与工装上定位元件的工作表面通过接触或配合来实现的,定位基准是指用来确定装配对象上的几何所依据的点、线、面;设计压圈,浮动定位元件,产品在定位的过程中,其定位点的位置可以随产品定位基准面位置的变换而自动与之相适应,辅助定位元件如定位销或定位槽;
夹紧:在装配过程中,为了保证产品在各种外力作用下,产品仍能在工装中保持已由定位元件所确定的装配位置,而不致产生振动或位移,因此,一般工装结构设计中都必须设置一定的夹紧装置将产品可靠夹牢,在加紧时不改变位置,不变形、不损伤。不打滑、不变形、方便、可测量、和下道工序衔接球面粘结弹性保护垫,连接处加密封圈 ,夹具上开密封槽;
通用:在光学元件的加工中、铣磨、精磨、抛光和检测是必不可少的步奏,在现有的技术中,各工序是在独立的设备上来完成的,这样对于待加工的零件来说,就需要进行多次的装卸过程,易产生装卸误差,从而引起加工误差,使精确表面的全部加工工序都在同一精基准下进行,因为更换精基准虽然有时会使加工简单,但每更换一次精基准,就会增加总的安装误差,以致增大被加工零件的误差;
变形:厚度和直径比在1:40以上的零件,由于其本身的机械强度很低,抛光的压力和粘结胶的轻微拉力,都会造成零件的变形,散热,薄零件受热易变形,加工时产生的热量容易散发,设计低应力装夹夹具,弹性隔层,保证零件在加工过程中,因加工作用力或加紧力所引起的变形最小,处理方向,优化装夹方式、抑制加工变形,为实现即夹紧零件又不使零件变形的目的,弹性橡胶垫使零件装夹的弹性变形和同心度技术难题得到解决提高重复定位的可靠性,加工中切屑力相互抵消,零件可以迅速而准确地装夹在夹具上,压型料不规则,夹具端面与夹具球体设计成分离式,可调节矢高大小,弹性垫布可以调节曲率半径的偏差。
所述修边厚采用两种方法,偏心相差较小时选择手修,偏心相差较大时选择用铣磨机修,因为零件装夹不正、夹具定位面与零件轴不垂直时会产生偏心,依此,在修改偏心时用特定厚度的垫片垫在玻璃底面和压圈之间的基准面上,以微调高度和承座的偏斜,修改偏心,或者设计可调倾斜角度的夹具用来修改偏心。
本发明有益效果:本申请将可拆卸连接方式设置为螺纹连接的形式,即螺纹连接在拆卸和安装过程中均很方便,而且固定效果好,减少工艺流程,降低员工加工难度,提升产品合格率高,提高产能,降低劳动成本及加工成本,同心环和压圈保证同心装夹;无粘结上盘,螺纹固定,弹性垫或绒布补偿零件间的差异,减小变形,同时吸附牢固。用途多 每一个部件都可以互换,更换,实现不同用途如测边厚差,可以当抛光模,不同矢高时圆环高度调整,不同半径时中心贴制模更换厚度。本发明结构简单,设计精巧,固定效果好,减少工艺流程,降低员工加工难度,提升产品合格率高,提高产能,降低劳动成本及加工成本。
附图说明
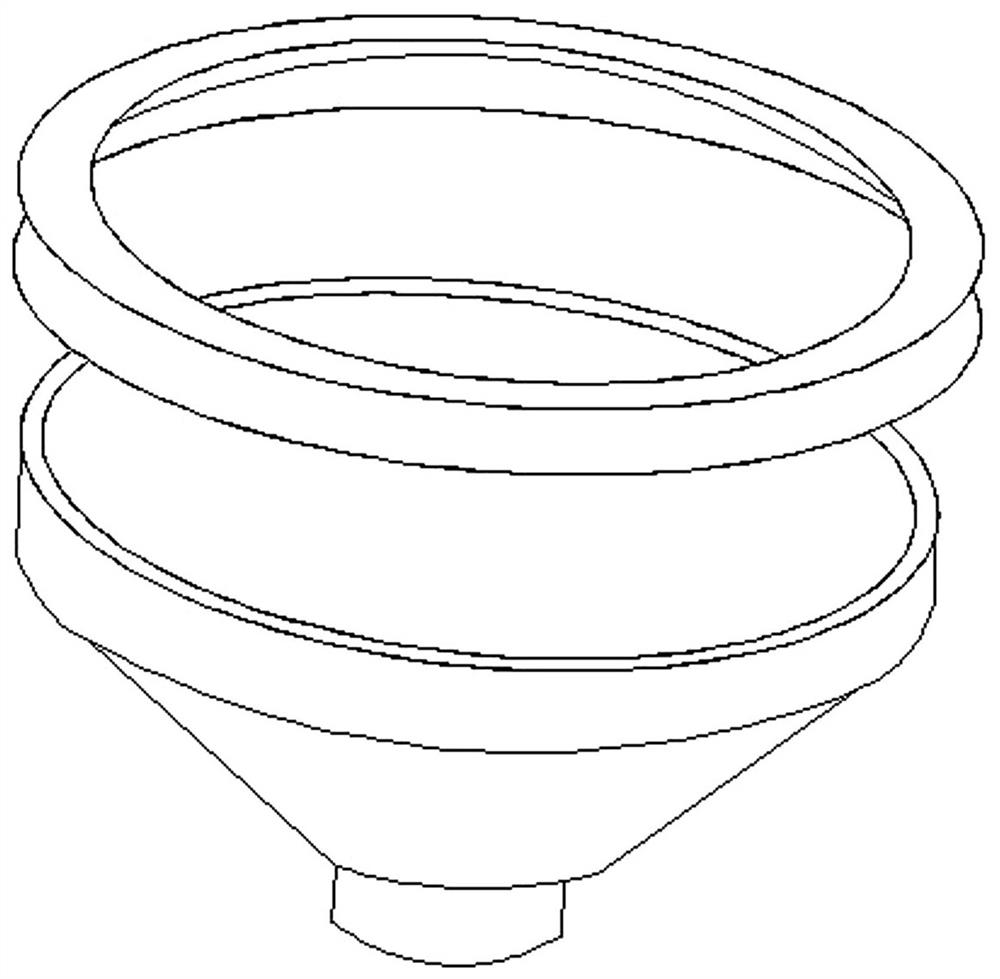
图1为本发明凹面加工用夹具;
图2为本发明凸面加工用夹具。
具体实施方式
下面结合附图对本发明的具体实施方式做详细描述。如图1-2所示的:一种大口径等厚球罩加工方法,加工工艺顺序:球罩是等厚透镜,无法靠定心磨边来保证偏心,因此加工工艺安排如下:采用热压成型的坯料,先铣磨凹面后铣磨凸面,凹面改等厚,精磨,抛光,镀膜,整体和传统透镜加工方法相同;
考虑到大口径的压型精度,压型料中心厚定为10mm;凹面铣磨中心厚下1.5mm,凸面铣磨中心厚下2.5mm;凹面修等厚中心厚下1mm;精磨两面均匀下尺寸,各下0.2mm;抛光到尺寸即可,整个过程都要监控中心偏的变化;
检测方法:凸面和凹面用干涉仪非接触检测面形误差和中心偏,面形:干涉仪,同时检测凹面和凸面的内反,中心偏:利用等厚干涉原理,观测前后表面产生的自干涉条纹,如果两个表面曲率半径准确,但球形壳有楔角,曲率中心横向移动,那么就能够观察到有光楔特征的直条纹,可以用热金属棒或用手指接触球面来确定较薄的一端,如果球形壳的两个表面的半径值差与中心厚不等,则得到的是象牛顿环一样的圆条纹,如果还外加一个光楔,则这些圆条纹的中心与球形壳的中心不同心;
夹具:通用夹具设计,满足铣磨、精磨和抛光加工、便于尺寸测量和面形检验,减小变形,适应压型料精度偏差大的问题,任何一个自由的刚体均有六个自由度,即沿空间坐标轴XYZ三个方向的移动和绕此三轴的转动,欲使零件定位,必须约束住零件的每一个自由度,按六点定位原则,加工凹面和凸面时,都以零件的平面为基准面,球面顶点与球心连线与机床旋转轴重合,夹具的球面中心线与轴线重合;而产品上的定位基准表面与工装上定位元件的工作表面通过接触或配合来实现的,定位基准是指用来确定装配对象上的几何所依据的点、线、面;设计压圈,浮动定位元件,产品在定位的过程中,其定位点的位置可以随产品定位基准面位置的变换而自动与之相适应,辅助定位元件如定位销或定位槽;
夹紧:在装配过程中,为了保证产品在各种外力作用下,产品仍能在工装中保持已由定位元件所确定的装配位置,而不致产生振动或位移,因此,一般工装结构设计中都必须设置一定的夹紧装置将产品可靠夹牢,在加紧时不改变位置,不变形、不损伤。不打滑、不变形、方便、可测量、和下道工序衔接球面粘结弹性保护垫,连接处加密封圈 ,夹具上开密封槽;
通用:在光学元件的加工中、铣磨、精磨、抛光和检测是必不可少的步奏,在现有的技术中,各工序是在独立的设备上来完成的,这样对于待加工的零件来说,就需要进行多次的装卸过程,易产生装卸误差,从而引起加工误差,使精确表面的全部加工工序都在同一精基准下进行,因为更换精基准虽然有时会使加工简单,但每更换一次精基准,就会增加总的安装误差,以致增大被加工零件的误差;
变形:厚度和直径比在1:40以上的零件,由于其本身的机械强度很低,抛光的压力和粘结胶的轻微拉力,都会造成零件的变形,散热,薄零件受热易变形,加工时产生的热量容易散发,设计低应力装夹夹具,弹性隔层,保证零件在加工过程中,因加工作用力或加紧力所引起的变形最小,处理方向,优化装夹方式、抑制加工变形,为实现即夹紧零件又不使零件变形的目的,弹性橡胶垫使零件装夹的弹性变形和同心度技术难题得到解决提高重复定位的可靠性,加工中切屑力相互抵消,零件可以迅速而准确地装夹在夹具上,压型料不规则,夹具端面与夹具球体设计成分离式,可调节矢高大小,弹性垫布可以调节曲率半径的偏差。
所述修边厚采用两种方法,偏心相差较小时选择手修,偏心相差较大时选择用铣磨机修,因为零件装夹不正、夹具定位面与零件轴不垂直时会产生偏心,依此,在修改偏心时用特定厚度的垫片垫在玻璃底面和压圈之间的基准面上,以微调高度和承座的偏斜,修改偏心,或者设计可调倾斜角度的夹具用来修改偏心。
方案一:设计压型料时设计一段柱面,倒边定位;方案二:凸面:设计T形可调压圈,球形基座;凹面:L形可调压圈,球形基座,工件端面与压圈平面贴合薄橡皮, 凹面加工用夹具,包括两个部分:L形可调压圈,球形基座,基座的顶端形状为球形,贴弹性垫布,这样方便与光学元件配合,基座外围设计有螺纹和L形可调压圈内螺纹相配合,L形可调压圈可以压住玻璃的平面,限制玻璃移动,本申请中的凹面夹具在固定工件时,工作人员将需要进行加工的工件凸面放置在对应的凹面夹具内,然后将L形可调压圈放置在基坐上端,通过螺纹连接,旋转时零件受压圈压力自动调整同轴度,采用间隙配合;
本申请也可拆卸连接方式设置为螺钉连接的形式,即螺钉连接在拆卸和安装过程中均很方便,而且固定效果很好,进一步提高了需要测量的工件在固定槽内的固定效果,而且采用螺钉连接还能降低整个测量夹具的制造成本,凸面加工用夹具,包括两个部分:T形可调压圈,球形基座,基座的顶端形状为球形,贴弹性垫布,用水吸附,这样方便与光学元件配合,基座内环设计有螺纹和T形可调压圈外螺纹相配合; 如果有柱面定位,T形可调压圈可以在外围加高,用于限位。
- 一种大口径等厚球罩加工方法
- 一种大口径透红外玻璃球罩的制备方法