一种转换桁架及其桁架节点的焊接方法
文献发布时间:2023-06-19 13:49:36
技术领域
本发明属于建筑结构技术领域,具体涉及一种转换桁架及其桁架节点的焊接方法。
背景技术
高层建筑的转换层设于上部小空间结构楼层与下部大空间结构楼层之间,起到支撑起上部楼层结构的作用。目前常用的转换层为梁式转换层和桁架转换层。针对与上述两种不同类型的转换层结构,一些高层建筑中会选用桁架转换层,其主要目的是为了降低整个建筑的重量,减少楼层自重。
目前钢结构建筑广泛应用,塔楼结构常采用钢管混凝土框架-钢筋混凝土核心筒的混合结构,塔楼的外框柱结构形式复杂,塔楼从下向上截面形式的变化为:多根巨柱→转换桁架→框架柱+H型钢梁,方形塔楼的外框柱结构,一般在底层设置有8根巨柱钢结构,标准层为16根框架柱,转换桁架就是将这8根巨柱钢结构和16根框架柱相连接,完成结构的转换。
转换桁架一般在现场将钢柱、弦杆、斜腹杆之间通过焊接、螺栓连接等方式进行组装、组装过程中形成各节点,工作效率慢,严重影响施工进度。
发明内容
本发明克服了现有技术存在的不足,提供了一种转换桁架及其桁架节点的焊接方法。
为了解决上述技术问题,本发明采用的技术方案为:
一种转换桁架,包括:钢柱、弦杆、斜腹杆和桁架节点,所述转换桁架整体呈上下开口的方形框架结构,所述钢柱、弦杆、斜腹杆之间通过桁架节点相连接,所述钢柱包括日字柱和箱型柱,所述钢柱均为竖直设置,所述弦杆均为水平设置;
所述桁架节点包括:节点A、节点B、节点C和节点D,所述节点A设置于转换桁架的下层用于连接底层的巨柱,所述节点B、节点C和节点D设置于转换桁架的上层用于连接标准层的框架柱,所述节点A包括:巨柱连接块、水平基板A、日字柱连接块A和两个下斜腹杆连接柱,所述巨柱连接块垂直设置于所述水平基板A的下端,所述巨柱连接块的下端与底层的巨柱相连,所述日字柱连接块A垂直设置于所述水平基板A的上端,所述日字柱连接块A的结构与所述日字柱相适应,亦为日字柱结构,所述日字柱连接块A的上端与日字柱相连接,两个所述下斜腹杆连接柱分别设置于所述日字柱连接块A相对的两个侧端面,两个下斜腹杆连接柱呈V型;
所述节点B设置于转换桁架的拐角处,所述节点B用于连接转换桁架的两个相邻端面的斜腹杆、弦杆,所述节点B包括:箱型柱连接块B、弦杆拐角连接柱、框架柱连接块B和两个上斜腹杆连接柱B,所述弦杆拐角连接柱呈L型结构,水平设置的所述弦杆拐角连接柱的两端部分别连接有弦杆,所述弦杆拐角连接柱的上端设置有框架柱连接块B,所述框架柱连接块B的上端与标准层的框架柱相连接,所述弦杆拐角连接柱的下端设置有箱型柱连接块B,所述箱型柱连接块B的下端与所述箱型柱相连接,两个所述上斜腹杆连接柱B分别设置于所述箱型柱连接块B的相邻两个侧端面上,两个所述上斜腹杆连接柱B呈倒V型;
所述节点C包括:弦杆连接柱C、箱型柱连接块C、框架柱连接块C和两个上斜腹杆连接柱C,所述弦杆连接柱C为水平设置的长条状结构,所述弦杆连接柱C的上端设置有框架柱连接块C,所述弦杆连接柱C的下端设置有箱型柱连接块C,两个所述上斜腹杆连接柱C分别设置于箱型柱连接块C的相对两个侧端面上;
所述节点D包括:弦杆连接柱D、日字柱连接块D和框架柱连接块D,所述弦杆连接柱D的上端设置有框架柱连接块D,所述弦杆连接柱D的下端设置有所述日字柱连接块D;
所述节点D位于所述节点A的正上方,所述节点A与所述节点D之间通过日字柱连接,相对应的上斜腹杆连接柱、下斜腹杆连接柱之间设置有一根斜腹杆。
进一步的,所述巨柱连接块的中心线与所述日字柱连接块A的中心线共线,保证与巨柱共线,增加结构的强度。
进一步的,所述转换桁架的一侧端面设置有两个节点A,两个节点A之间通过弦杆相连接,所述弦杆通过螺栓与所述巨柱连接块相连接,两个节点D一一对应设置于两个所述节点A的正上方,两个所述节点D之间设置有一个节点C,所述弦杆连接柱C与所述弦杆连接柱D之间通过弦杆相连接,所述节点C的两个弦杆连接柱C分别与两个节点A相对应,一个弦杆连接柱C通过斜腹杆与其中一个节点A相连接,另一个弦杆连接柱C通过斜腹杆与另一个节点A相连接,所述箱型柱连接块C的下端通过箱型柱与两个节点A之间的弦杆的上端面相连接。
进一步的,所述桁架节点的外壁上均设置有吊装耳。
进一步的,所述框架柱连接块C、框架柱连接块D均为四棱台结构,所述四棱台结构的下端面积大于上端面积,使用棱台结构进行小横截面的框架柱与大横截面的日字柱的连接,过渡更平稳。
进一步的,框架柱连接块B为竖直设置的柱状结构,所述框架柱连接块B的下端连接于L型弦杆拐角连接柱的拐角处的上端,所述框架柱连接块B的侧壁上设置有支撑牛腿。
一种转换桁架的桁架节点焊接方法,包括:节点A、节点B、节点C和节点D的焊接制作方法,所述节点A的焊接制作方法包括以下步骤:
步骤A1,焊接日字柱连接块A,先将一侧板水平放置于地面为下方腹板,点焊装配日字型柱的纵向肋板,并在纵向肋板的两侧点焊装配工艺隔板,在工艺隔板上开设有人孔,之后组立上方腹板,上方腹板的宽度方向留6mm余量,每侧3mm,为最大程度降低焊接变形,再组立两侧翼板,完成组立后,工作人员可通过人孔进入日字柱连接块A内部在进行纵向肋板和工艺隔板的完焊,上方腹板、下方腹板和两侧翼板形成日字柱连接块A的四个侧端面;
步骤A2,焊接下斜腹杆连接柱,下斜腹杆连接柱采用双 V 坡口进行全熔透焊接;
步骤A3,装配日字柱连接块A和两个下斜腹杆连接柱,将日字柱连接块A和两个下斜腹杆连接柱放置于装配胎架进行组装,并用水平仪检验各构件的定位水平点,保证各构件不带角度的那面整体在一个水平面,以此为基准,根据高差和定位尺寸,调整构件至公差要求范围内并固定各构件的姿态;
步骤A4,装配水平基板A,并在水平基板A的下端面装配巨柱连接块;
所述节点B的焊接制作方法包括以下步骤:
步骤B1,制作弦杆拐角连接柱,所述弦杆拐角连接柱为L型的箱型柱结构,在弦杆拐角连接柱的内部设置有多个带有人孔的工艺隔板,在弦杆拐角连接柱的拐角处上端面和下端面均开设人孔;
步骤B2,焊接制作上斜腹杆连接柱B,上斜腹杆连接柱的制作流程与下斜腹杆连接柱相同;
步骤B3,装配箱型柱连接块B于所述弦杆拐角连接柱的拐角处的下端面,装配框架柱连接块B于所述弦杆拐角连接柱的拐角处的上端面,首先将箱型柱连接块B与所述弦杆拐角连接柱的端面进行外部焊接,之后由工作人员通过工艺隔板的人孔进入弦杆拐角连接柱的内部,之后由弦杆拐角连接柱的拐角处下端面的人孔进入箱型柱连接块B内部进行内部焊接工作和焊接加强连接肋工作,焊接框架柱连接块B的方式与焊接箱型柱连接块B的方式相同;
步骤B4,装配两个上斜腹杆连接柱B于箱型柱连接块B的侧端;
所述节点C的焊接制作方法包括以下步骤:
步骤C1,分别焊接制作弦杆连接柱C、箱型柱连接块C、框架柱连接块C和上斜腹杆连接柱C;
步骤C2,将步骤C1中的各构件放置于装配胎架进行组装,装配区胎架应垫平,并用水平仪检验构件定位水平点,保证构件平面整体在一个水平面,之后进行焊接,焊接时每道全熔透焊缝接头预留 3mm 收缩余量;
所述节点D的焊接制作方法包括以下步骤:
步骤D1,分别焊接制作弦杆连接柱D、日字柱连接块D和框架柱连接块D;
步骤D2,将步骤D1中的各构件放置于装配胎架进行组装,装配区胎架应垫平,并用水平仪检验构件定位水平点,保证构件平面整体在一个水平面,之后进行焊接。
进一步的,所述步骤A3中,完成装配日字柱连接块A和两个下斜腹杆连接柱的装配后,在下斜腹杆连接柱和日字柱连接块A侧壁之间焊接H型钢连接牛腿,对节点A进行加固,所述步骤B4中,在上斜腹杆连接柱B和箱型柱连接块B侧壁之间焊接H型钢连接牛腿,对节点B进行加固,完成步骤C2后,在上斜腹杆连接柱C和箱型柱连接块C侧壁之间焊接H型钢连接牛腿,对节点C进行加固。
进一步的,焊接暂停或焊接完成后,在焊缝表面覆盖保温棉,以达到保温缓冷的效果。
本发明与现有技术相比具有以下有益效果。
一、本发明将桁架节点提前制作,可将成品桁架节点直接运送至施工现场,提高施工效率;
二、本发明对各桁架节点进行焊接制作的过程中,充分利用工艺隔板、人孔,焊接方便;
三、本发明对桁架节点的各构件进行组装时,用水平仪检验构件定位水平点,保证构件平面整体在一个水平面,之后进行焊接,保证桁架节点的精度。
附图说明
下面结合附图对本发明做进一步的说明。
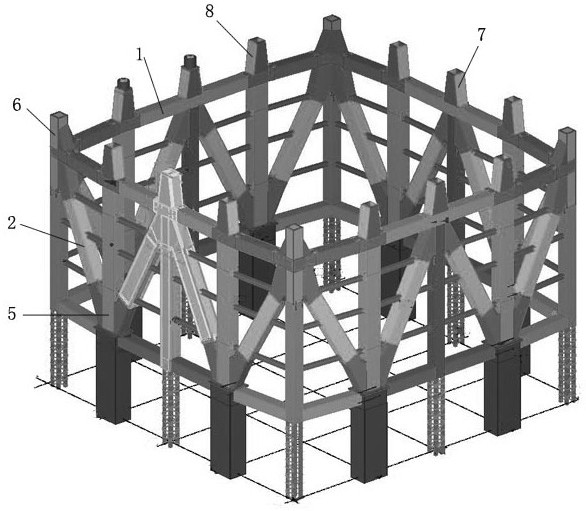
图1为本发明的示意图。
图2为本发明转换桁架的一侧端的结构示意图。
图3为本发明日字柱的示意图。
图4为本发明节点A的结构示意图。
图5为本发明节点B的结构示意图。
图6为本发明节点C的结构示意图。
图7为本发明节点D的结构示意图。
图8为本发明日字柱连接块A的剖视图。
图中:1为弦杆,2为斜腹杆,3为日字柱,4为箱型柱,5为节点A,51为巨柱连接块,52为水平基板、53为日字柱连接块A、531为下方腹板、532为纵向肋板、533为工艺隔板、534为人孔、535为翼板、54为下斜腹杆连接柱,6为节点B,61为箱型柱连接块B、62为弦杆拐角连接柱、63为框架柱连接块B、64为上斜腹杆连接柱B,7为节点C,71为弦杆连接柱C、72为箱型柱连接块C、73为框架柱连接块C、74为上斜腹杆连接柱C,8为节点D,81为弦杆连接柱D、82为日字柱连接块D、83为框架柱连接块D,9为巨柱。
具体实施方式
以下结合具体实施例对本发明作进一步说明。
实施例1
如图1-7所述,一种转换桁架,包括:钢柱、弦杆1、斜腹杆2和桁架节点,所述转换桁架整体呈上下开口的方形框架结构,所述钢柱、弦杆1、斜腹杆2之间通过桁架节点相连接,所述钢柱包括日字柱3和箱型柱4,所述钢柱均为竖直设置,所述弦杆均为水平设置,由于在实际工程中,为了使结构更加稳固,各钢柱、弦杆1、斜腹杆2之间还设置有水平的连接杆,巨柱的侧边还设置有辅助支撑柱,在图1中有显示,为了使图示清楚,图2中将辅助作用的连接杆、辅助支撑柱删除;
所述桁架节点包括:节点A5、节点B6、节点C7和节点D8,所述节点A设置于转换桁架的下层用于连接底层的巨柱9,所述节点B、节点C和节点D设置于转换桁架的上层用于连接标准层的框架柱,所述节点A5包括:巨柱连接块51、水平基板52、日字柱连接块A53和两个下斜腹杆连接柱54,所述巨柱连接块51垂直设置于所述水平基板52的下端,所述巨柱连接块51的下端与底层的巨柱9相连,所述日字柱连接块A53垂直设置于所述水平基板52的上端,所述日字柱连接块A53的结构与所述日字柱3相适应,所述日字柱连接块A53的上端与日字柱相3连接,两个所述下斜腹杆连接柱54分别设置于所述日字柱连接块A53相对的两个侧端面,两个下斜腹杆连接柱54呈V型;
所述节点B6设置于转换桁架的拐角处,所述节点B6包括:箱型柱连接块B61、弦杆拐角连接柱62、框架柱连接块B63和两个上斜腹杆连接柱B64,所述弦杆拐角连接柱62呈L型结构,水平设置的所述弦杆拐角连接柱62的两端部分别连接有弦杆1,所述弦杆拐角连接柱62的上端设置有框架柱连接块B63,所述框架柱连接块B63的上端与标准层的框架柱相连接,所述弦杆拐角连接柱62的下端设置有箱型柱连接块B61,所述箱型柱连接块B61的下端与所述箱型柱4相连接,两个所述上斜腹杆连接柱B64分别设置于所述箱型柱连接块B61的相邻两个侧端面上,两个所述上斜腹杆连接柱B64呈倒V型;
所述节点C7包括:弦杆连接柱C71、箱型柱连接块C72、框架柱连接块C73和两个上斜腹杆连接柱C74,所述弦杆连接柱C71为水平设置的长条状结构,所述弦杆连接柱C71的上端设置有框架柱连接块C73,所述弦杆连接柱C71的下端设置有箱型柱连接块C72,两个所述上斜腹杆连接柱C74分别设置于箱型柱连接块C72的相对两个侧端面上;
所述节点D8包括:弦杆连接柱D81、日字柱连接块D82和框架柱连接块D83,所述弦杆连接柱D81的上端设置有框架柱连接块D83,所述弦杆连接柱D81的下端设置有所述日字柱连接块D82;
所述节点D8位于所述节点A5的正上方,所述节点A5与所述节点D8之间通过日字柱3连接,相对应的上斜腹杆连接柱、下斜腹杆连接柱之间设置有一根斜腹杆2。
所述巨柱连接块51的中心线与所述日字柱连接块A53的中心线共线。
所述转换桁架的一侧端面设置有两个节点A,两个节点A之间通过弦杆相连接,所述弦杆通过螺栓与所述巨柱连接块相连接,两个节点D一一对应设置于两个所述节点A的正上方,两个所述节点D之间设置有一个节点C,所述弦杆连接柱C与所述弦杆连接柱D之间通过弦杆相连接,所述节点C的两个弦杆连接柱C分别与两个节点A相对应,所述箱型柱连接块C的下端通过箱型柱与两个节点A之间的弦杆的上端面相连接。
所述桁架节点的外壁上均设置有吊装耳。
所述框架柱连接块C73、框架柱连接块D83均为四棱台结构,所述四棱台结构的下端面积大于上端面积。
框架柱连接块B为竖直设置的柱状结构,所述框架柱连接块B的下端连接于L型的弦杆拐角连接柱的拐角处的上端,所述框架柱连接块B的侧壁上设置有支撑牛腿。
实施例2
一种转换桁架的桁架节点焊接方法,包括:节点A、节点B、节点C和节点D的焊接制作方法,
所述节点A的焊接制作方法包括以下步骤:
步骤A1,焊接日字柱连接块A,如图8所示,先将一侧板水平放置于地面为下方腹板531,点焊装配日字型柱的纵向肋板532,并在纵向肋板的两侧点焊装配工艺隔板533,在工艺隔板上开设有人孔534,之后组立上方腹板,上方腹板的宽度方向留6mm余量,再组立两侧翼板535,完成组立后,工作人员可通过人孔进入日字柱连接块A内部在进行纵向肋板和工艺隔板的完焊;
步骤A2,焊接下斜腹杆连接柱,下斜腹杆连接柱采用双 V 坡口进行全熔透焊接;
步骤A3,装配日字柱连接块A和两个下斜腹杆连接柱,将日字柱连接块A和两个下斜腹杆连接柱放置于装配胎架进行组装,并用水平仪检验各构件的定位水平点,保证各构件不带角度的那面整体在一个水平面,以此为基准,根据高差和定位尺寸,调整构件至公差要求范围内并固定各构件的姿态;
步骤A4,装配水平基板A,并在水平基板A的下端面装配巨柱连接块;
所述节点B的焊接制作方法包括以下步骤:
步骤B1,制作弦杆拐角连接柱,所述弦杆拐角连接柱为L型的箱型柱结构,在弦杆拐角连接柱的内部设置有多个带有人孔的工艺隔板,在弦杆拐角连接柱的拐角处上端面和下端面均开设人孔;
步骤B2,焊接制作上斜腹杆连接柱B,上斜腹杆连接柱的制作流程与下斜腹杆连接柱相同;
步骤B3,装配箱型柱连接块B于所述弦杆拐角连接柱的拐角处的下端面,装配框架柱连接块B于所述弦杆拐角连接柱的拐角处的上端面,首先将箱型柱连接块B与所述弦杆拐角连接柱的端面进行外部焊接,之后由工作人员通过工艺隔板的人孔进入弦杆拐角连接柱的内部,之后由弦杆拐角连接柱的拐角处下端面的人孔进入箱型柱连接块B内部进行内部焊接工作和焊接加强连接肋工作,焊接框架柱连接块B的方式与焊接箱型柱连接块B的方式相同;
步骤B4,装配两个上斜腹杆连接柱B于箱型柱连接块B的侧端;
所述节点C的焊接制作方法包括以下步骤:
步骤C1,分别焊接制作弦杆连接柱C、箱型柱连接块C、框架柱连接块C和上斜腹杆连接柱C;
步骤C2,将步骤C1中的各构件放置于装配胎架进行组装,装配区胎架应垫平,并用水平仪检验构件定位水平点,保证构件平面整体在一个水平面,之后进行焊接,焊接时每道全熔透焊缝接头预留 3mm 收缩余量;
所述节点D的焊接制作方法包括以下步骤:
步骤D1,分别焊接制作弦杆连接柱D、日字柱连接块D和框架柱连接块D;
步骤D2,将步骤D1中的各构件放置于装配胎架进行组装,装配区胎架应垫平,并用水平仪检验构件定位水平点,保证构件平面整体在一个水平面,之后进行焊接。
所述步骤A3中,完成装配日字柱连接块A和两个下斜腹杆连接柱的装配后,在下斜腹杆连接柱和日字柱连接块A侧壁之间焊接H型钢连接牛腿,对节点A进行加固,所述步骤B4中,在上斜腹杆连接柱B和箱型柱连接块B侧壁之间焊接H型钢连接牛腿,对节点B进行加固,完成步骤C2后,在上斜腹杆连接柱C和箱型柱连接块C侧壁之间焊接H型钢连接牛腿,对节点C进行加固。
焊接暂停或焊接完成后,在焊缝表面覆盖保温棉。
上述实施方式仅示例性说明本发明的原理及其效果,而非用于限制本发明。对于熟悉此技术的人皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改进。因此,凡举所述技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
- 一种转换桁架及其桁架节点的焊接方法
- 钢桁架多向交接箱型节点焊接模架及节点组装方法