一种轻量玻璃容器快速成型系统及方法
文献发布时间:2023-06-19 18:25:54
技术领域
本发明属于玻璃模压成型设备技术领域,具体涉及到一种轻量玻璃容器快速成型系统及方法。
背景技术
玻璃容器在饮料包装中占有着重要位置,这和它具有其它包装材料无法替代的包装特性分不开,现有技术中在生产玻璃容器时,采用模具生产的方式对其进行生产,但是产量低,而且工人劳动强度大,自动化程度低。
发明内容
本发明所要解决的技术问题在于克服上述现有技术的缺点,提供一种自动化程度高、效率高的轻量玻璃容器快速成型系统及方法。
解决上述技术问题所采用的技术方案是:在熔制器中存储有玻璃熔融液体,底座上设置有将玻璃熔融液体制为玻璃容器初模的初模机构,初模机构位于熔制器出口端的下方,底座上设置有将玻璃容器初模吹制为成型玻璃容器的吹制成型机构,吹制成型机构与初模机构连接,底座上设置有运输成型玻璃容器的运输机构;所述的初模机构为:底座上设置有与切换组件抵触的第五连杆,底座底部设置有第三固定架,第三固定架上设置有支撑杆,支撑杆上转动安装有第四连杆,第四连杆一端与第五连杆转动连接,第四连杆另一端与顶杆转动连接,底座底部设置有连接的外套筒和固定柱体,底座上活动安装有与翻转组件连接的固定环,翻转组件与吹制成型机构连接,固定环内圆周活动安装有内套筒,固定环上活动安装有第一半模具和第二半模具,第一半模具与第二半模具内放置玻璃熔融液体,顶杆从下至上依次与固定柱体、外套筒、内套筒、第一半模具与第二半模具中间滑动连接,第一半模具与第二半模具上设置有与翻转组件连接的夹持组件,顶杆将第一半模具与第二半模具中的玻璃熔融液体制为玻璃容器初模,顶杆外圆周设置有位于外套筒中的第二弹簧,第二弹簧一端与底座底部固定连接、另一端与顶杆外圆周的顶板固定连接。
进一步的,
所述的切换组件为:底座上一侧设置有第一固定板、第二固定板、第三固定板,第三固定板上设置有驱动第一转盘转动的第一电机,第一转盘与夹持组件连接,第一转盘偏心设置有第六连杆,第二固定板上设置有第二轨道,第六连杆与水平滑动连接在第二轨道上的第二滑块连接,第二滑块上沿垂直方向滑动连接有第八连杆,第八连杆上设置有安装压盖的第一固定架,压盖位于第一半模具和第二半模具上方,第八连杆一端的第三滑杆与第九连杆一端的第一滑孔滑动连接,第八连杆一端的第三滑杆与第二固定板上的第二滑槽滑动连接,第九连杆另一端转动安装在第二固定板上;第八连杆通过第七连杆与第一滑块连接,第一滑块与第一固定板上的第一轨道水平滑动连接,第一滑块上沿垂直方向滑动连接有第一连杆,第一连杆上设置有安装进料盖的第四固定架,进料盖位于第一半模具和第二半模具上方,第四固定架与第五连杆抵触,第一连杆一端的第四滑杆与第十连杆一端的第二滑孔滑动连接,第一连杆一端的第四滑杆与第一固定板上的第一滑槽滑动连接,第十连杆另一端转动安装在第一固定板上。
进一步的,所述的第一滑槽的形状与
第二滑槽的形状相同,第一滑槽由一条水平槽、两条垂直槽构成,水平槽两端分别设置有垂直槽。
进一步的,
所述的夹持组件为:第一转盘通过第二连接轴与第一皮带轮连接,第一皮带轮通过皮带与第二皮带轮传动连接,第二皮带轮与凸轮传动连接,底座上的第四固定板上水平滑动连接有抵触板,抵触板一端与凸轮抵触、另一端设置有与第十一连杆抵触的凸块,第十一连杆与第五固定板之间通过第一弹簧连接,第十一连杆与第三连杆一端的第三滑孔滑动连接,第三连杆另一端的第四滑孔与翻转组件连接,第十一连杆上设置有与底座上的第五固定板滑动连接的第十二连杆,第十二连杆上分别转动连接有第十四连杆和第十五连杆,第十四连杆一端与第十五连杆一端转动连接,第十四连杆另一端与第二夹持杆转动连接,第二夹持杆与第二半模具固定连接,第十五连杆另一端与第一夹持杆转动连接,第一夹持杆与第一半模具固定连接。
进一步的,
所述的翻转组件为:底座上设置有第三滑轨,第三滑轨上滑动连接有与第二连杆固定连接的第一齿条,第二连杆与第三连杆另一端的第四滑孔滑动连接,第二连杆通过第十三连杆与吹制成型机构连接,底座上第二固定架上转动安装有与第一支撑板固定连接的第一连接轴,第一连接轴上设置有与第一齿条啮合传动的第一齿轮,第一支撑板与固定环固定连接。
进一步的,
所述的吹制成型机构为:底座上设置有吹气成型模具,吹气成型模具的水平中心线与第一半模具和第二半模具构成完整模具的水平中心线为同一条水平线,底座上的第六固定板上沿垂直方向滑动连接有第三滑块,第三滑块与初模机构连接,底座上的固定杆上垂直滑动连接有与第三滑块固定连接的滑筒,滑筒外圆周加工有第三滑槽,底座上的第七固定板上设置有与第三滑槽滑动连接的第一滑杆,滑筒通过第二支撑板与上盖连接,底座的吹气成型模具内放置有玻璃容器初模,上盖位于吹气成型模具上端口,吹气管的出口端通过上盖与玻璃容器初模相互连通,吹气管的入口端与储气罐相互连通。
进一步的,
所述的第三滑槽由圆弧滑槽和两个垂直滑槽构成,圆弧滑槽两端分别加工有垂直滑槽。
进一步的,
所述的运输机构为:底座上的第八固定板上设置有驱动第二转盘转动的第二电机,第二转盘偏心设置有第十六连杆,第十六连杆一端与第二滑杆一端的第五滑孔滑动连接,第八固定板上设置有第三轨道,第二滑杆与水平滑动在第三轨道上的第二齿条固定连接,第八固定板上设置有与第二齿条啮合传动的第二齿轮,第二齿轮上偏心设置有第十七连杆,第十七连杆与连接板连接,连接板上两侧分别转动安装有用于夹持成型玻璃容器的第三夹持杆、第四夹持杆,第三轨道上设置有与第三夹持杆抵触的抵触块,第三夹持杆上设置有第三连接轴,第四夹持杆上设置有第四连接轴,第三连接轴与第四连接轴之间通过第三弹簧连接。
一种轻量玻璃容器快速成型系统的玻璃成型方法包括以下步骤:
S1、将玻璃熔融液体制成玻璃容器初模:进料盖位于第一半模具和第二半模具的正上方,熔制器中的玻璃熔融液体通过进料盖流入第一半模具和第二半模具中,切换组件切换进料盖和压盖,将压盖运输至第一半模具和第二半模具的正上方,进料盖在切换过程中触碰第五连杆,第五连杆通过第四连杆带动顶杆由下至上在固定柱体、外套筒、内套筒、第一半模具和第二半模具中垂直滑动,顶杆将第一半模具和第二半模具中的玻璃熔融液体顶制为玻璃容器初模,夹持组件松开第一半模具和第二半模具,翻转组件将玻璃容器初模放入吹气成型模具中;
S2、将玻璃容器初模制成成型玻璃容器:翻转组件通过第十三连杆带动第三滑块在第六固定板中沿垂直方向滑动,第三滑块带动滑筒在固定杆上沿垂直方向滑动,第七固定板上的第一滑杆在滑筒上的第三滑槽滑动,带动滑筒在沿垂直方向滑动的同时并转动,滑筒通过第二支撑板带动上盖转动至吹气成型模具上方,吹气管对玻璃容器初模进行吹气,将玻璃容器初模制为成型玻璃容器;
S3、运输成型玻璃容器:将成型玻璃容器取出放置在通道的位置上,第二电机的输出轴带动第二转盘转动,第二转盘上的第十六连杆在第二滑杆一端的第五滑孔中滑动并带动第二滑杆水平滑动,第二滑杆带动第二齿条在第三轨道上滑动,第二齿条通过与第二齿轮啮合带动第十七连杆运动,第十七连杆带动连接板在水平运动的同时在垂直方向运动,连接板上的第三夹持杆和第四夹持杆夹持成型玻璃容器沿通道运输,运输完成后第三夹持杆与抵触块抵触松开成型玻璃容器,继续运输下一个夹持成型玻璃容器。
进一步的,所述的步骤S1中的切换组件的工作步骤为:第一电机的输出轴通过第一转盘带动第六连杆运动,第六连杆带动第二滑块在第二轨道上滑动,第二滑块通过第八连杆带动第一固定架上的压盖沿水平方向滑动,第八连杆通过与第九连杆的第一滑孔滑动并在第二滑槽上滑动,带动压盖在水平滑动的同时在垂直方向滑动,压盖移动至第一半模具和第二半模具上方;第二滑块通过第七连杆带动第一滑块在第一轨道上滑动,第一滑块通过第一连杆带动第四固定架上的进料盖沿水平方向滑动,第一连杆通过与第十连杆上的第二滑孔滑动并在第一滑槽上滑动,带动进料盖在水平滑动的同时在垂直方向滑动,进料盖移动至与第一半模具和第二半模具分离;
所述的步骤S1中的夹持组件的工作步骤为:第一转盘通过第二连接轴带动第一皮带轮转动,第一皮带轮通过皮带带动第二皮带轮转动,第二皮带轮带动凸轮转动,凸轮的最高点与抵触板抵触并带动抵触板在第四固定板上沿水平方向滑动,抵触板一端的凸块与第十一连杆抵触并通过第十一连杆带动第十二连杆在第五固定板上沿水平方向滑动,第十二连杆通过第十五连杆带动第一夹持杆运动,第十二连杆通过第十四连杆带动第二夹持杆运动,第一夹持杆和第二夹持杆同时松开第一半模具、第二半模具;
所述的步骤S1中的翻转组件的工作步骤为:第十一连杆通过与第三连杆一端的第三滑孔滑动,带动第三滑孔另一端的第四滑孔与第二连杆滑动,带动第二连杆沿垂直方向滑动,第二连杆带动第一齿条在第三滑轨上沿垂直方向滑动,第一齿条通过与第一齿轮啮合传动带动第一连接轴转动,第一连接轴依次通过第一支撑板、固定环带动内套筒上的玻璃容器初模翻转,玻璃容器初模运输至吹气成型模具中。
本发明的有益效果如下:(1)本发明采用了将熔制器中的玻璃熔融液体倒入第一半模具和第二半模具中,初模机构将玻璃熔融液制为玻璃容器初模,吹制成型机构将玻璃容器初模吹制为成型玻璃容器,运输机构将成型玻璃容器运输进行热处理,本发明具有自动化程度高、效率高的优点。
(2)本发明采用了熔制器中的玻璃熔融液体通过进料盖流入第一半模具和第二半模具中,进料盖在切换过程中触碰第五连杆,第五连杆通过第四连杆带动顶杆运动,顶杆将第一半模具和第二半模具中的玻璃熔融液体顶制为玻璃容器初模,能够自动完成玻璃容器初模。
(3)本发明采用了切换组件、夹持组件和翻转组件能够同时工作,即切换组件切换进料盖和压盖,将压盖运输至第一半模具和第二半模具的正上方,完成
玻璃容器初模后,夹持组件与玻璃容器初模分离,翻转组件将玻璃容器初模运输至吹制成型机构对玻璃容器初模进行吹气,将玻璃容器初模制为成型玻璃容器,能够自动完成成型玻璃容器。
附图说明
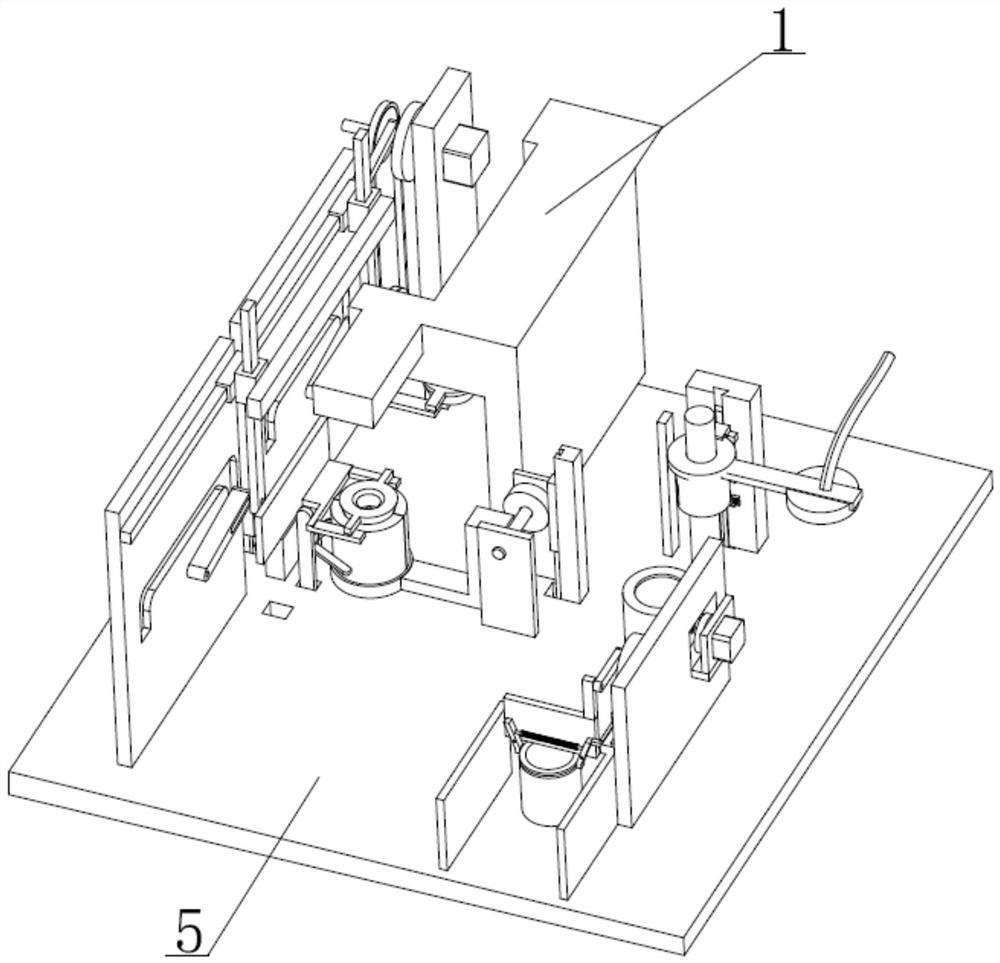
图1是本发明轻量玻璃容器快速成型系统一个实施例的结构示意图。
图2是初模机构的结构示意图。
图3是图2另一角度的结构示意图。
图4是图3另一角度的结构示意图。
图5是抵触板的结构示意图。
图6是切换组件的结构示意图。
图7是夹持组件和翻转组件的结构示意图。
图8是图7另一角度的结构示意图。
图9是外套筒、固定柱体、内套筒、第一半模具、第二半模具的结构示意图。
图10是吹制成型机构和运输机构的结构示意图。
图11是图10中吹制成型机构的结构示意图。
图12是图11另一角度的结构示意图。
图13是图12另一角度的结构示意图。
图14是滑筒的结构示意图。
图15是图10中运输机构的结构示意图。
图16是图15另一角度的结构示意图。
附图标记:1、熔制器;201、第一滑槽;202、第一固定板;203、第一轨道;204、第一滑块;205、第一连杆;206、第二轨道;207、第二固定板;208、第二滑块;209、第一电机;210、第三固定板;211、第一固定架;212、压盖;213、第三滑轨;214、第一齿条;215、第一齿轮;216、第一连接轴;217、第二固定架;218、第一支撑板;219、第一半模具;220、第二半模具;221、第二连杆;222、第三连杆;223、第三固定架;224、支撑杆;225、第四连杆;226、第五连杆;227、第六连杆;228、第一转盘;229、第一皮带轮;230、第二连接轴;231、皮带;232、第二皮带轮;233、凸轮;234、第四固定板;235、抵触板;236、凸块;237、第七连杆;238、第八连杆;239、第二滑槽;240、第一滑孔;241、第九连杆;242、进料盖;243、第四固定架;244、第二滑孔;245、第十连杆;246、第三滑孔;247、第十一连杆;248、第十二连杆;249、第一弹簧;250、第五固定板;252、第十三连杆;253、第四滑孔;254、顶杆;255、第十四连杆;256、第十五连杆;257、第一夹持杆;258、第二夹持杆;259、玻璃容器初模;260、固定环;261、第二弹簧;262、外套筒;263、固定柱体;264、内套筒;301、第六固定板;302、吹气管;303、第二支撑板;304、上盖;305、吹气成型模具;306、滑筒;307、固定杆;308、第三滑块;309、第七固定板;310、第一滑杆;311、第三滑槽;401、第二电机;402、第八固定板;403、通道;404、第五滑孔;405、第十六连杆;406、第二转盘;407、第二滑杆;408、第二齿轮;409、第十七连杆;410、第三轨道;411、第三夹持杆;412、第三连接轴;413、第三弹簧;414、成型玻璃容器;415、第四夹持杆;416、连接板;417、第四连接轴;418、第二齿条;419、抵触块;5、底座。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
如图1所示,本实施例的轻量玻璃容器快速成型系统由熔制器1、初模机构、吹制成型机构、运输机构、底座5联接构成。
在熔制器1中存储有玻璃熔融液体,底座5上安装有初模机构,初模机构将玻璃熔融液体制为玻璃容器初模259,初模机构位于熔制器1出口端的下方,底座5上安装有吹制成型机构,吹制成型机构将玻璃容器初模259吹制为成型玻璃容器414,吹制成型机构与初模机构连接,底座5上安装有运输机构,运输机构运输成型玻璃容器414进入热处理。
如图2至图9所示,初模机构由第一滑槽201、第一固定板202、第一轨道203、第一滑块204、第一连杆205、第二轨道206、第二固定板207、第二滑块208、第一电机209、第三固定板210、第一固定架211、压盖212、第三滑轨213、第一齿条214、第一齿轮215、第一连接轴216、第二固定架217、第一支撑板218、第一半模具219、第二半模具220、第二连杆221、第三连杆222、第三固定架223、支撑杆224、第四连杆225、第五连杆226、第六连杆227、第一转盘228、第一皮带轮229、第二连接轴230、皮带231、第二皮带轮232、凸轮233、第四固定板234、抵触板235、凸块236、第七连杆237、第八连杆238、第二滑槽239、第一滑孔240、第九连杆241、进料盖242、第四固定架243、第二滑孔244、第十连杆245、第三滑孔246、第十一连杆247、第十二连杆248、第一弹簧249、第五固定板250、第十三连杆252、第四滑孔253、顶杆254、第十四连杆255、第十五连杆256、第一夹持杆257、第二夹持杆258、玻璃容器初模259、固定环260、第二弹簧261、外套筒262、固定柱体263、内套筒264联接构成。
初模机构为:底座上活动安装有与切换组件抵触的第五连杆226,底座5底部固定安装有第三固定架223,第三固定架223上固定安装有支撑杆224,支撑杆224上转动安装有第四连杆225,第四连杆225一端与第五连杆226转动连接,第四连杆225另一端与顶杆254转动连接,底座5底部设置有连接的外套筒262和固定柱体263,底座5上活动安装有与翻转组件连接的固定环260,翻转组件与吹制成型机构连接,固定环260内圆周活动安装有内套筒264,固定环260上活动安装有第一半模具219和第二半模具220,第一半模具219与第二半模具220内放置玻璃熔融液体,顶杆254从下至上依次与固定柱体263、外套筒262、内套筒264、第一半模具219与第二半模具220中间滑动连接,第一半模具219与第二半模具220上安装有与翻转组件连接的夹持组件,顶杆254将第一半模具219与第二半模具220中的玻璃熔融液体制为玻璃容器初模259,顶杆254外圆周设置有位于外套筒262中的第二弹簧261,第二弹簧261一端与底座5底部固定连接,第二弹簧261另一端与顶杆254外圆周的顶板固定连接。
切换组件为:底座5上一侧固定安装有第一固定板202、第二固定板207、第三固定板210,第三固定板210上固定安装有驱动第一转盘228转动的第一电机209,第一转盘228与夹持组件连接,第一转盘228偏心安装有第六连杆227,第二固定板207上固定安装有第二轨道206,第六连杆227与水平滑动连接在第二轨道206上的第二滑块208连接,第二滑块208上沿垂直方向滑动连接有第八连杆238,第八连杆238上设置有安装压盖212的第一固定架211,压盖212位于第一半模具219和第二半模具220上方,第八连杆238一端的第三滑杆与第九连杆241一端的第一滑孔240滑动连接,第八连杆238一端的第三滑杆与第二固定板207上的第二滑槽239滑动连接,第九连杆241另一端转动安装在第二固定板207上。
第八连杆238通过第七连杆237与第一滑块204连接,第一滑块204与第一固定板202上的第一轨道203水平滑动连接,第一滑块204上沿垂直方向滑动连接有第一连杆205,第一连杆205上设置有安装进料盖242的第四固定架243,进料盖242位于第一半模具219和第二半模具220上方,第四固定架243与第五连杆226抵触,第一连杆205一端的第四滑杆与第十连杆245一端的第二滑孔244滑动连接,第一连杆205一端的第四滑杆与第一固定板202上的第一滑槽201滑动连接,第一滑槽201的形状与第二滑槽239的形状相同,第一滑槽201由一条水平槽、两条垂直槽构成,水平槽两端分别设置有垂直槽。第十连杆245另一端转动安装在第一固定板202上。
夹持组件为:第一转盘228通过第二连接轴230与第一皮带轮229连接,第一皮带轮229通过皮带231与第二皮带轮232传动连接,第二皮带轮232与凸轮233传动连接,底座5上的第四固定板234上水平滑动连接有抵触板235,抵触板235一端与凸轮233抵触,抵触板235另一端设置有与第十一连杆247抵触的凸块236,第十一连杆247与第五固定板250之间通过第一弹簧249连接,第十一连杆247与第三连杆222一端的第三滑孔246滑动连接,第三连杆222另一端的第四滑孔253与翻转组件连接,第十一连杆247上设置有与底座5上的第五固定板250滑动连接的第十二连杆248,第十二连杆248上分别转动连接有第十四连杆255和第十五连杆256,第十四连杆255一端与第十五连杆256一端转动连接,第十四连杆255另一端与第二夹持杆258转动连接,第二夹持杆258与第二半模具220固定连接,第十五连杆256另一端与第一夹持杆257转动连接,第一夹持杆257与第一半模具219固定连接。
翻转组件为:底座5上设置有第三滑轨213,第三滑轨213上滑动连接有与第二连杆221固定连接的第一齿条214,第二连杆221与第三连杆222另一端的第四滑孔253滑动连接,第二连杆221通过第十三连杆252与吹制成型机构连接,底座5上第二固定架217上转动安装有与第一支撑板218固定连接的第一连接轴216,第一连接轴216上设置有与第一齿条214啮合传动的第一齿轮215,第一支撑板218与固定环260固定连接。
如图10至图14所示,吹制成型机构由第六固定板301、吹气管302、第二支撑板303、上盖304、吹气成型模具305、滑筒306、固定杆307、第三滑块308、第七固定板309、第一滑杆310、第三滑槽311联接构成。
吹制成型机构为:底座5上设置有吹气成型模具305,吹气成型模具305的水平中心线与第一半模具219和第二半模具220构成完整模具的水平中心线为同一条水平线,底座5上的第六固定板301上沿垂直方向滑动连接有第三滑块308,第三滑块308与初模机构连接,底座5上的固定杆307上垂直滑动连接有与第三滑块308固定连接的滑筒306,滑筒306外圆周加工有第三滑槽311,第三滑槽311由圆弧滑槽和两个垂直滑槽构成,圆弧滑槽两端分别加工有垂直滑槽。底座5上的第七固定板309上设置有与第三滑槽311滑动连接的第一滑杆310,滑筒306通过第二支撑板303与上盖304连接,底座5的吹气成型模具305内放置有玻璃容器初模259,上盖304位于吹气成型模具305上端口,吹气管302的出口端通过上盖304与玻璃容器初模259相互连通,吹气管302的入口端与储气罐相互连通。
如图15至图16所示,运输机构由第二电机401、第八固定板402、通道403、第五滑孔404、第十六连杆405、第二转盘406、第二滑杆407、第二齿轮408、第十七连杆409、第三轨道410、第三夹持杆411、第三连接轴412、第三弹簧413、成型玻璃容器414、第四夹持杆415、连接板416、第四连接轴417、第二齿条418、抵触块419联接构成。
运输机构为:底座5上的第八固定板402上固定安装有驱动第二转盘406转动的第二电机401,第二转盘406偏心设置有第十六连杆405,第十六连杆405一端与第二滑杆407一端的第五滑孔404滑动连接,第八固定板402上设置有第三轨道410,第二滑杆407与水平滑动在第三轨道410上的第二齿条418固定连接,第八固定板402上设置有与第二齿条418啮合传动的第二齿轮408,第二齿轮408上偏心设置有第十七连杆409,第十七连杆409与连接板416连接,连接板416上两侧分别转动安装有用于夹持成型玻璃容器414的第三夹持杆411、第四夹持杆415,第三轨道410上设置有与第三夹持杆411抵触的抵触块419,第三夹持杆411上设置有第三连接轴412,第四夹持杆415上设置有第四连接轴417,第三连接轴412与第四连接轴417之间通过第三弹簧413连接。
一种轻量玻璃容器快速成型方法,包括以下步骤:
S1、将玻璃熔融液体制成玻璃容器初模259:进料盖242位于第一半模具219和第二半模具220的正上方,熔制器1中的玻璃熔融液体通过进料盖242流入第一半模具219和第二半模具220中,切换组件切换进料盖242和压盖212,将压盖212运输至第一半模具219和第二半模具220的正上方,进料盖242在切换过程中触碰第五连杆226,第五连杆226通过第四连杆225带动顶杆254由下至上在固定柱体263、外套筒262、内套筒264、第一半模具219和第二半模具220中垂直滑动,顶杆254将第一半模具219和第二半模具220中的玻璃熔融液体顶制为玻璃容器初模259,夹持组件松开第一半模具219和第二半模具220,翻转组件将玻璃容器初模259放入吹气成型模具305中。
切换组件的工作步骤为:第一电机209的输出轴通过第一转盘228带动第六连杆227运动,第六连杆227带动第二滑块208在第二轨道206上滑动,第二滑块208通过第八连杆238带动第一固定架211上的压盖212沿水平方向滑动,第八连杆238通过与第九连杆241的第一滑孔240滑动并在第二滑槽239上滑动,带动压盖212在水平滑动的同时在垂直方向滑动,压盖212移动至第一半模具219和第二半模具220上方;第二滑块208通过第七连杆237带动第一滑块204在第一轨道203上滑动,第一滑块204通过第一连杆205带动第四固定架243上的进料盖242沿水平方向滑动,第一连杆205通过与第十连杆245上的第二滑孔244滑动并在第一滑槽201上滑动,带动进料盖242在水平滑动的同时在垂直方向滑动,进料盖242移动至与第一半模具219和第二半模具220分离。
夹持组件的工作步骤为:第一转盘228通过第二连接轴230带动第一皮带轮229转动,第一皮带轮229通过皮带231带动第二皮带轮232转动,第二皮带轮232带动凸轮233转动,凸轮233的最高点与抵触板235抵触并带动抵触板235在第四固定板234上沿水平方向滑动,抵触板235一端的凸块236与第十一连杆247抵触并通过第十一连杆247带动第十二连杆248在第五固定板250上沿水平方向滑动,第十二连杆248通过第十五连杆256带动第一夹持杆257运动,第十二连杆248通过第十四连杆255带动第二夹持杆258运动,第一夹持杆257和第二夹持杆258同时松开第一半模具219、第二半模具220。
翻转组件的工作步骤为:第十一连杆247通过与第三连杆222一端的第三滑孔246滑动,带动第三滑孔246另一端的第四滑孔253与第二连杆221滑动,带动第二连杆221沿垂直方向滑动,第二连杆221带动第一齿条214在第三滑轨213上沿垂直方向滑动,第一齿条214通过与第一齿轮215啮合传动带动第一连接轴216转动,第一连接轴216依次通过第一支撑板218、固定环260带动内套筒264上的玻璃容器初模259翻转,玻璃容器初模259运输至吹气成型模具305中。
S2、将玻璃容器初模259制成成型玻璃容器414:翻转组件通过第十三连杆252带动第三滑块308在第六固定板301中沿垂直方向滑动,第三滑块308带动滑筒306在固定杆307上沿垂直方向滑动,第七固定板309上的第一滑杆310在滑筒306上的第三滑槽311滑动,带动滑筒306在沿垂直方向滑动的同时并转动,滑筒306通过第二支撑板303带动上盖304转动至吹气成型模具305上方,吹气管302对玻璃容器初模259进行吹气,将玻璃容器初模259制为成型玻璃容器414。
S3、运输成型玻璃容器414:将成型玻璃容器414取出放置在通道403的位置上,第二电机401的输出轴带动第二转盘406转动,第二转盘406上的第十六连杆405在第二滑杆407一端的第五滑孔404中滑动并带动第二滑杆407水平滑动,第二滑杆407带动第二齿条418在第三轨道410上滑动,第二齿条418通过与第二齿轮408啮合带动第十七连杆409运动,第十七连杆409带动连接板416在水平运动的同时在垂直方向运动,连接板416上的第三夹持杆411和第四夹持杆415夹持成型玻璃容器414沿通道403运输,运输完成后第三夹持杆411与抵触块419抵触松开成型玻璃容器414,继续运输下一个夹持成型玻璃容器414。
以上所述,仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。
- 一种基于区块链的轻量物联网终端系统及其控制方法
- 一种分体式3D玻璃热弯模具及3D玻璃热弯成型方法
- 一种玻璃钢管道立体式网化缠绕成型方法及其玻璃钢管道
- 一种基于轻量生成对抗网络的快速事件图像填补方法及系统
- 一种轻量模型快速增量重构方法及系统