一种手机保护套主体与按键双色LSR成型模具
文献发布时间:2023-06-19 18:30:43
技术领域
本发明涉及LSR成型模具领域技术,尤其是指一种手机保护套主体与按键双色LSR成型模具。
背景技术
手机套包括套主体、背板、按键,套主体具有供手机装设的容置腔,背板设于容置腔的底壁,按键设于壳套的外侧壁;通常套主体和按键同时注塑成型而成,在注塑过程中按键易出现溢料和偏位的现象;针对该种情况,出现有先将按键成型,再将套主体LSR成型于按键外的手机壳,该种方式下,按键需装设在一滑块上,再通过滑块插入模腔,因此需要采用一种可装物料的滑块。
现有技术中,可装物料的滑块为中国专利ZL201910171610.0所公开之一种滑块结构,其通过在滑块入子上设置插入端,插入端上设有供端子插入的插孔,在电子元件进行封装时,端子能够准确插入滑块入子的插孔中,不存在压模风险,然后模具合模对电子元件注塑塑胶外壳,顺利完成电子元件的封装;但是在实际使用时,由于模具内温度较高及滑块紧贴模具,若直接在滑块上插装物料(即端子),则模具的温度易烫伤操作人员的手部,且物料较小,佩戴手套操作不便,因此需等模具温度下降后再进行插装物料,等待时间长,影响生产的连续性;以及,若将滑块入子拆下再插装物料,过程繁琐,上料时间长,进而导致生产效率低。
因此,有必要设计一种新的技术方案来解决上述问题。
发明内容
有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种手机保护套主体与按键双色LSR成型模具,其通过设置有顶出座和顶出杆,在上模和下模开模时,上模带动滑块束块远离滑块本体,同时斜导柱带动滑块本体上的滑块入子远离模腔,同时滑块本体带动顶出杆在滑动槽中移动,并配合设置有顶出杆滑动式设置于滑块入子及连接端铰接于滑块本体,使得顶出机构的顶出杆在顶出时,带动滑块入子相对滑块本体向上翻转,以供操作人员在容置槽插装物料,此时容置槽远离下模,便于操作人员上料操作,不易烫手,且在上模和下模合模时,顶出杆复位同时带动滑块入子复位,顶出杆及连接端铰接于滑块本体的设置实现滑块入子自动翻转,结构设计巧妙,按键上料方便,提高了手机保护套的生产效率。
为实现上述目的,本发明采用如下之技术方案:
一种手机保护套主体与按键双色LSR成型模具,包括上模、下模、滑块结构;所述上模和下模围构形成模腔,所述下模设置有顶出机构,所述滑块结构包括滑块本体、滑块入子、斜导柱和滑块束块,所述滑块本体滑动式设置于下模,所述滑块入子设于滑块本体上,所述斜导柱和滑块束块均设于上模,所述斜导柱用于拨动滑块本体横向滑动,所述滑块束块用于压紧滑块本体;
所述滑块入子具有插入端及连接端,所述插入端具有供按键装设的容置槽,所述连接端铰接于滑块本体上;
所述下模设限位部,所述限位部设有供插入端穿设的导孔,所述导孔用于限制滑块入子翻转,避免滑块入子在开模、合模、手机套成型时晃动;
所述顶出机构包括顶针板、顶出座和顶出杆,所述顶针板设于下模,所述顶出座设于顶针板上,所述顶出座的顶部设有滑动槽,所述顶出杆的底部横向活动式设置于滑动槽中,所述滑块本体带动顶出杆在滑动槽中横向位移;所述顶出杆的顶部设有导杆,相应的,所述滑块入子设有与导杆相匹配的横向导槽,所述顶出杆的顶部通过导杆滑动式设置于横向导槽中,所述顶出机构通过顶出杆的竖向运动带动滑块入子相对滑块本体上下翻转,顶出杆及连接端铰接于滑块本体的设置,实现滑块入子自动翻转,结构设计巧妙,按键上料方便,提高了手机保护套的生产效率。
作为一种优选方案,所述滑块入子包括主体部,所述插入端和连接端分别设于主体部的两端,所述主体部的底部设有延伸板,所述横向导槽设于延伸板上,延伸板的设置,便于顶出杆的安装。
作为一种优选方案,所述延伸板为间距布置的两个,所述顶出杆的顶部位于两个延伸板之间,所述导杆的两端分别伸入相应的横向导槽。
作为一种优选方案,所述插入端、连接端、延伸板均一体成型于主体部,使得滑块入子制作方便。
作为一种优选方案,所述滑块本体顶部的凹设有安装位,所述安装位设有第一铰接部,所述滑块入子设于安装位中且滑块入子的顶部不超出滑块本体的顶部,所述连接端设有与第一铰接部相匹配的第二铰接部,所述滑块入子通过第一铰接部和第二铰接部配合铰接于滑块本体;
所述安装位的底部设有贯通滑块本体底部的避让槽,所述顶出杆穿设于避让槽中。
作为一种优选方案,所述滑块本体还设有行位弹簧,所述下模对应滑块本体设有限位件,行位弹簧在开完模仍有预压,通过预压产生的弹力限制滑块本体往回滑动,限位件搭配行位弹簧限制滑块本体的行程。
作为一种优选方案,所述顶出杆的底部设有转轴,所述转轴的两端均设有滚轮,相应的,所述滑动槽的侧壁设有滚轮导槽,所述滚轮适配于滚轮导槽中,滚轮和滚轮导槽的设计,减小顶出杆在滑动槽活动时的摩擦,顶出杆活动更顺畅。
作为一种优选方案,所述滑动槽的两端贯穿顶出座,所述顶出座的顶部的周缘围设有止挡块,所述止挡块遮挡滑动槽的两端开口,滑动槽的两端贯穿顶出座的设置,便于滚轮装设于滚轮导槽。
作为一种优选方案,所述斜导柱设置于滑块束块上,所述滑块束块和滑块本体均设有供斜导柱穿设的斜槽。
作为一种优选方案,所述滑块本体设有第一导插面,相应的,所述滑块束块设有与第一导插面相匹配的第二导插面,所述第一导插面和第二导插面相抵接,第一导插面和第二导插面的设置,方便滑块束块和斜导柱驱动滑块本体位移。
本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:
其主要是,通过设置有顶出座和顶出杆,在上模和下模开模时,上模带动滑块束块远离滑块本体,同时斜导柱带动滑块本体上的滑块入子远离模腔,同时滑块本体带动顶出杆在滑动槽中移动,并配合设置有顶出杆滑动式设置于滑块入子及连接端铰接于滑块本体,使得顶出机构的顶出杆在顶出时,带动滑块入子相对滑块本体向上翻转,以供操作人员在容置槽插装物料,此时容置槽远离下模,便于操作人员上料操作,不易烫手,且在上模和下模合模时,顶出杆复位同时带动滑块入子复位,顶出杆及连接端铰接于滑块本体的设置实现滑块入子自动翻转,结构设计巧妙,按键上料方便,提高了手机保护套的生产效率。
为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
附图说明
图1是本发明之较佳实施例的立体示意图;
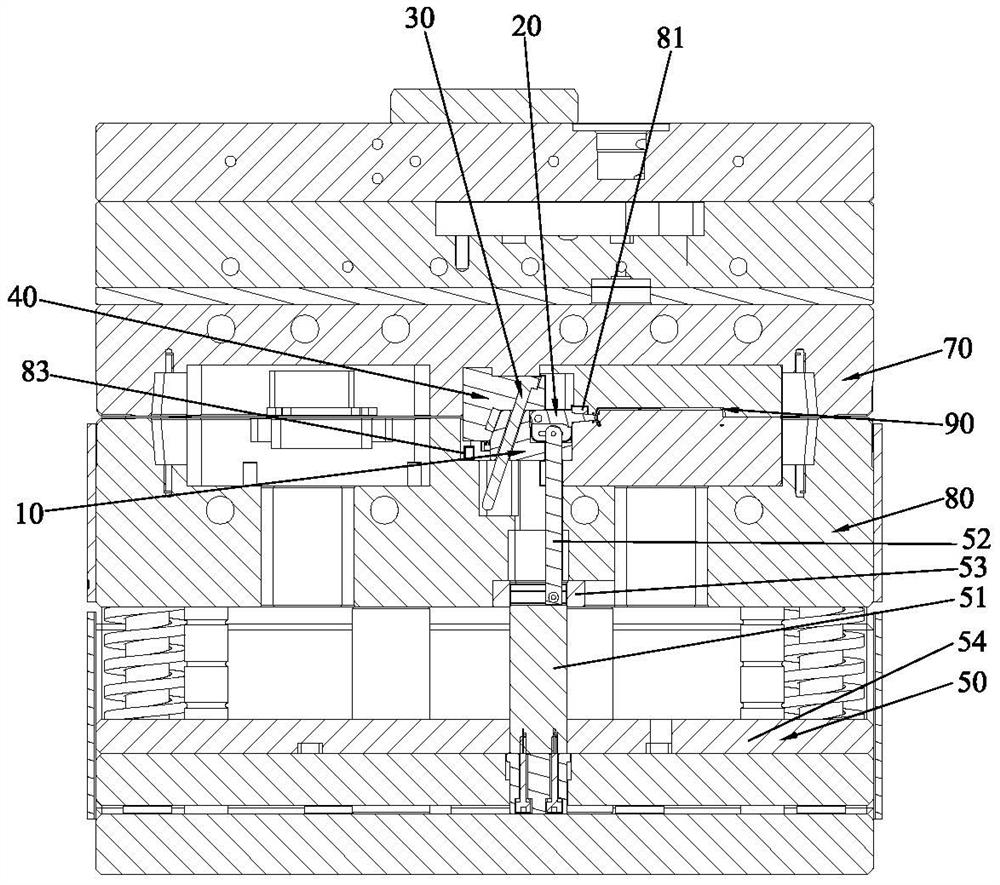
图2是本发明之较佳实施例的剖视图;
图3是本发明之较佳实施例的上模的立体示意图;
图4是本发明之较佳实施例的下模的立体示意图;
图5是本发明之较佳实施例的滑块结构的立体示意图;
图6是图5的分解图;
图7是本发明之较佳实施例的滑块结构的剖视图;
图8是本发明之较佳实施例的滑块入子上料状态示意图。
附图标识说明:
10、滑块本体 11、行位弹簧
101、安装位 102、第一铰接部
103、避让槽 104、第一导插面
20、滑块入子 21、插入端
211、容置槽 22、连接端
221、第二铰接部 23、主体部
24、延伸板 201、横向导槽
30、斜导柱 40、滑块束块
401、第二导插面 50、顶出机构
51、顶出座 52、顶出杆
521、导杆 522、转轴
523、滚轮 53、止挡块
54、顶针板
501、滑动槽 502、滚轮导槽
60、斜槽 70、上模
80、下模 81、限位部
82、导孔 83、限位件
90、模腔。
具体实施方式
首先,需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
请参照图1至图8所示,其显示出了本发明之较佳实施例的具体结构,包括有上模70、下模80和滑块结构。
所述上模70和下模80围构形成模腔90,所述下模80设置有顶出机构50,所述滑块结构包括滑块本体10、滑块入子20、斜导柱30和滑块束块40,所述滑块本体10滑动式设置于下模80,所述滑块入子20设于滑块本体10上,所述斜导柱30和滑块束块40均设于上模70,所述斜导柱30用于拨动滑块本体10横向滑动,所述滑块束块40用于将滑块本体10朝向模腔90压紧;
具体而言,所述下模80设限位部81,所述限位部81设有供插入端穿设的导孔82,所述导孔82用于限制滑块入子20翻转,避免滑块入子20在开模、合模、手机套成型时晃动;在本实施例中,所述上模70的底部和下模80的顶部均凹设有供滑块结构装设的避让位;模具的大致结构为本领域的成熟技术,在此不作赘述。
所述滑块本体10顶部的凹设有供滑块入子20装设的安装位101,所述安装位101设有第一铰接部102,所述安装位101的底部设有贯通滑块本体10底部的避让槽103,所述滑块束块40和滑块本体10均设有供斜导柱30穿设的斜槽60,所述斜槽60位于安装位101的侧旁;具体而言,所述滑块本体10还设有行位弹簧11,行位弹簧11在开完模仍有预压,通过预压产生的弹力限制滑块本体10往回滑动,在滑块本体10安装于模具中时,下模80对应滑块本体10设有限位件83,限位件83搭配行位弹簧11限制滑块本体10的行程,行位弹簧11的设计为本领域的成熟技术,在此不作赘述。
所述滑块入子20具有插入端21及连接端22,所述插入端21具有供物料装设的容置槽211,所述连接端22铰接于滑块本体10上,所述滑块入子20设有横向导槽201;
具体而言,所述滑块入子20设于安装位101中且滑块入子20的顶部不超出滑块本体10的顶部,所述连接端22设有与第一铰接部102相匹配的第二铰接部221,所述滑块入子20通过第一铰接部102和第二铰接部221配合铰接于滑块本体10;所述滑块入子20包括主体部23,所述插入端21和连接端22分别设于主体部23的两端,所述主体部23的底部设有延伸板24,所述横向导槽201设于延伸板24上,延伸板24的设置;优选的,所述延伸板24为间距布置的两个;所述插入端21、连接端22、延伸板24均一体成型于主体部23,使得滑块入子20制作方便;
在本实施例中,所述第一铰接部102设有朝向第二铰接部221的弹珠结构,相应的,所述第二铰接部221设有供弹珠结构活动的导向槽,所述导向槽的两端设有限位凹槽,在滑块入子向上翻转和复位时,弹珠结构分别伸入相应的限位凹槽中,避免滑块入子过度转动。
所述斜导柱30用于拨动滑块本体10横向滑动,所述滑块束块40用于压紧滑块本体10;具体而言,所述斜导柱30设置于滑块束块40上,所述滑块本体10设有第一导插面104,相应的,所述滑块束块40设有与第一导插面104相匹配的第二导插面401,所述第一导插面104和第二导插面401相抵接,第一导插面104和第二导插面401的设置,方便滑块束块40和斜导柱30驱动滑块本体10位移。
所述顶出机构50包括顶出座51、顶出杆52和顶针板54,所述顶针板54设于下模80,所述顶出座51设于顶针板54上,所述顶出座51的顶部设有滑动槽501,所述顶出杆52的底部横向活动式设置于滑动槽501中,所述滑块本体10带动顶出杆52在滑动槽501中横向位移;所述顶出杆52的顶部设有与横向导槽201相适配的导杆521,所述顶出杆52的顶部通过导杆521滑动式设置于横向导槽201中,所述顶出机构50通过竖向运动带动滑块入子20上下翻转,顶出机构50及连接端22铰接于滑块本体10的设置,实现滑块入子20自动翻转,结构设计巧妙,上料方便,提高了手机保护套的生产效率;
具体而言,所述顶出杆52穿设于避让槽103中,使得滑块本体10的移动带动顶出杆52移动,所述顶出杆52的顶部位于两个延伸板24之间,所述导杆521的两端分别伸入相应的横向导槽201;如图7和图8所示,顶出杆52在带动滑块入子20向上翻转时,导杆521在横向导槽201中向右滑动;
优选的,所述顶出杆52的底部设有转轴522,所述转轴522的两端均设有滚轮523,相应的,所述滑动槽501的侧壁设有滚轮导槽502,所述滚轮523适配于滚轮导槽502中,滚轮523和滚轮导槽502的设计,减小顶出杆52在滑动槽501活动时的摩擦,顶出杆52活动更顺畅;所述滑动槽501的两端贯穿顶出座51,所述顶出座51的顶部的周缘围设有止挡块53,所述止挡块53固设于下模80,所述止挡块53遮挡滑动槽501的两端开口,滑动槽501的两端贯穿顶出座51的设置,便于滚轮523装设于滚轮导槽502。
本发明之一种手机保护套主体与按键双色LSR成型模具制作的手机保护套,其手机保护套主体为LSR成型而成,手机保护套主体供手机放置的腔体的底壁设有PC架,PC架的背面埋设于腔体的底部,其按键为硅胶油压成型而成,按键在手机保护套主体LSR成型过程中置于LSR成型模具的模腔中,与手机保护套主体一同成型。
详述本实施例的工作原理如下:
模具开模时,滑块入子的插入端随滑块本体退出模腔,滑块本体同时带动顶出杆远离模腔,当上模和下模分离后,顶出板将向上将顶出杆顶出,顶出杆带动滑块入子相对滑块本体向上翻转;
模具合模时,顶出杆先带动滑块入子相对滑块本体向下翻转复位,随后上模和下模开始合模,斜导柱带动滑块本体朝向模腔运动,滑块入子的插入端插入模腔中,滑块束块压紧滑块本体。
本发明的设计重点在于:
通过设置有顶出座和顶出杆,在上模和下模开模时,上模带动滑块束块远离滑块本体,同时斜导柱带动滑块本体上的滑块入子远离模腔,同时滑块本体带动顶出杆在滑动槽中移动,并配合设置有顶出杆滑动式设置于滑块入子及连接端铰接于滑块本体,使得顶出机构的顶出杆在顶出时,带动滑块入子相对滑块本体向上翻转,以供操作人员在容置槽插装物料,此时容置槽远离下模,便于操作人员上料操作,不易烫手,且在上模和下模合模时,顶出杆复位同时带动滑块入子复位,顶出杆及连接端铰接于滑块本体的设置实现滑块入子自动翻转,结构设计巧妙,按键上料方便,提高了手机保护套的生产效率。
以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 一种双色加模内成型电源按键注塑成型工艺方法
- 一种壳体用多色LSR一体成型工艺
- 一种双色固态硅胶成型的方法及其产品、模具和应用
- 一种双色固态硅胶成型的方法、模具及其产品和应用
- 一种Logo和按键及硅胶层三色成型的手机保护套的制备工艺
- 一种Logo和按键及硅胶壳三色成型的手机保护套的制备工艺