一种黑尼龙铝塑复合膜的制造方法
文献发布时间:2023-06-19 18:30:43
技术领域
本发明涉及锂电池包装材料领域,较为具体的,涉及到一种黑尼龙铝塑复合膜的制造方法。
背景技术
目前锂离子电池技术日渐成熟,其广泛应用于3C电子产品、动力电池以及储能等领域,这就对锂电池包装材料有了更大的需求。在锂电池包装领域,目前主要有三种封装方式:圆柱、方形和软包。圆柱、方形的包装主要是用铝壳和钢壳材料,软包主要是用铝塑膜。在这在三种方式中,铝塑膜软包以其轻量化、安全等优势,其市场份额越来越大。目前锂电池所用铝塑膜分为干法和热法,干法的结构大多为PA/粘合剂/AL/粘合剂/CPP,热法的结构大多为PA/粘合剂/AL/MPP/CPP。以上结构的铝塑膜多为铝箔所呈现的银色铝塑膜。而在手机等3C产品中,因黑色铝塑膜所呈现的黑色给人一种高贵奢侈的感觉,所以对其有很大的需求。
目前在实际使用过程中,常用的方法一种是在尼龙薄膜层外层涂布一层黑色油墨,但这种方法做出来的黑色消光铝塑膜在观感上有种发灰的感觉,影响黑色的呈现;另一种方法是在尼龙薄膜外层先涂布一层黑色油墨在涂布一层哑光油墨,这就需要两步涂布。
发明内容
有鉴于此,为了解决黑尼龙铝塑复合膜的制造方法涂布工序复杂的问题,本发明提出一种黑尼龙铝塑复合膜的制造方法,直接将尼龙层染成黑色后直接使用,减少了一步涂布工艺,然后再在尼龙薄膜层外表面上涂布或者热压一层哑光层1,使铝塑膜达到了哑光的效果;MPP改性聚丙烯层5和APP无规聚丙烯薄膜层6组合防腐性更好,使铝塑膜呈现的黑色给人一种高贵奢侈的感觉,本发明结构简单,便于制造,铝塑膜涂布牢固,封装安全可靠,给人以高雅之感。
一种黑尼龙铝塑复合膜的制造方法,包括如下实施步骤:
步骤一,将胶水、固化剂、纯水混合搅拌制作成哑光涂料;
步骤二,将步骤一哑光涂料进行过滤;
步骤三,将黑色尼龙层2电晕处理;
步骤四,将步骤二处理后的哑光涂料均匀涂布在电晕处理后的黑色尼龙层2表面,随后进行烘干熟化,得到哑光层1与黑色尼龙层2的叠加层;
步骤五,将叠加层与粘合剂层3、铝箔层4、MPP改性聚丙烯层5和APP无规聚丙烯薄膜层6组合成一体,得到黑尼龙铝塑复合膜。
进一步的,步骤一中的胶水的重量份为70-80,,固化剂的重量份为1-3,纯水的重量份为20-25。
进一步的,在步骤一中,首先将胶水边搅拌边加入至固化剂中,随后将胶水和固化剂混合后的混合物加入纯水中,胶水、固化剂、纯水混合后搅拌10-15min。
进一步的,在步骤二中,将步骤一中混合液使用200目过滤网进行过滤,过滤掉杂质与大颗粒。
进一步的,在步骤三中,黑色尼龙层2表面电晕的瓦数为5000-6000W。
进一步的,步骤三中的黑色尼龙层2由尼龙树脂经过碳黑直接染色形成。
进一步的,步骤四中的烘干熟化在箱式熟化室内进行,熟化时间为45-48小时,温度为65-75℃。
进一步的,步骤四中使用涂布辊进行涂布,涂布辊为120-160目。
进一步的,步骤四中涂布辊使用前需要进行酒精擦拭,防止杂质涂布至黑色尼龙层2。
进一步的,哑光层1的厚度为0.5~5.0μm,黑色尼龙薄膜层的厚度为2~25μm,铝箔层4的厚度为35~40μm,粘合剂层3的厚度均为3~5μm,MPP改性聚丙烯层5的厚度均为3~5μm,APP无规聚丙烯薄膜层6的厚度为30~80μm。
本发明的有益效果:本发明提出一种黑尼龙铝塑复合膜的制造方法,直接将尼龙层染成黑色后直接使用,减少了一步涂布工艺,然后再在尼龙薄膜层外表面上涂布或者热压一层哑光层1,使铝塑膜达到了哑光的效果;MPP改性聚丙烯层5和APP无规聚丙烯薄膜层6组合防腐性更好,使铝塑膜呈现的黑色给人一种高贵奢侈的感觉,本发明结构简单,便于制造,铝塑膜涂布牢固,封装安全可靠,给人以高雅之感。
附图说明
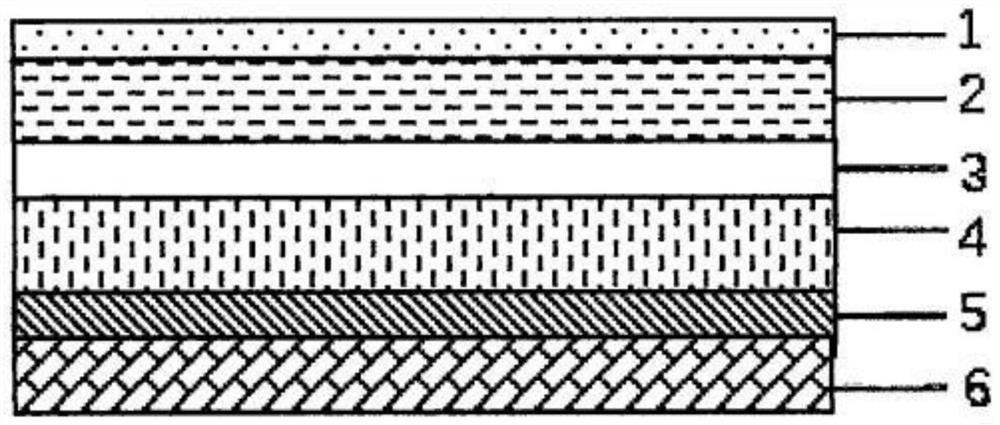
图1为本发明的黑尼龙铝塑复合膜的制造方法所制作的产品的结构示意图。
主要元件符号说明
如下具体实施方式将结合上述附图进一步说明本发明。
具体实施方式
描述以下实施例以辅助对本申请的理解,实施例不是也不应当以任何方式解释为限制本申请的保护范围。
如图1所示,为本发明的黑尼龙铝塑复合膜的制造方法所制作的产品的结构示意图。
一种黑尼龙铝塑复合膜的制造方法,包括如下实施步骤:
步骤一,将胶水、固化剂、纯水混合搅拌制作成哑光涂料;
步骤二,将步骤一哑光涂料进行过滤;
步骤三,将黑色尼龙层2电晕处理;
步骤四,将步骤二处理后的哑光涂料均匀涂布在电晕处理后的黑色尼龙层2表面,随后进行烘干熟化,得到哑光层1与黑色尼龙层2的叠加层;
步骤五,将叠加层与粘合剂层3、铝箔层4、MPP改性聚丙烯层5和APP无规聚丙烯薄膜层6组合成一体,得到黑尼龙铝塑复合膜。
所述步骤一中的胶水的重量份为70-80,,固化剂的重量份为1-3,纯水的重量份为20-25。
所述在步骤一中,首先将胶水边搅拌边加入至固化剂中,随后将胶水和固化剂混合后的混合物加入纯水中,胶水、固化剂、纯水混合后搅拌10-15min。
所述在步骤二中,将步骤一中混合液使用200目过滤网进行过滤,过滤掉杂质与大颗粒。
所述在步骤三中,黑色尼龙层2表面电晕的瓦数为5000-6000W。
所述步骤三中的黑色尼龙层2由尼龙树脂经过碳黑直接染色形成。
所述步骤四中的烘干熟化在箱式熟化室内进行,熟化时间为45-48小时,温度为65-75℃。
所述步骤四中使用涂布辊进行涂布,涂布辊为120-160目。
所述步骤四中涂布辊使用前需要进行酒精擦拭,防止杂质涂布至黑色尼龙层2。
所述哑光层1的厚度为0.5~5.0μm,黑色尼龙薄膜层的厚度为2~25μm,铝箔层4的厚度为35~40μm,粘合剂层3的厚度均为3~5μm,MPP改性聚丙烯层5的厚度均为3~5μm,APP无规聚丙烯薄膜层6的厚度为30~80μm。
本发明的有益效果:本发明提出一种黑尼龙铝塑复合膜的制造方法,直接将尼龙层染成黑色后直接使用,减少了一步涂布工艺,然后再在尼龙薄膜层外表面上涂布或者热压一层哑光层1,使铝塑膜达到了哑光的效果;MPP改性聚丙烯层5和APP无规聚丙烯薄膜层6组合防腐性更好,使铝塑膜呈现的黑色给人一种高贵奢侈的感觉,本发明结构简单,便于制造,铝塑膜涂布牢固,封装安全可靠,给人以高雅之感。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 一种高耐腐蚀复合膜及其制造方法和应用该高耐腐蚀复合膜的复合钢板
- 一种尼龙特征及使用该特征尼龙的铝塑复合膜的制备方法
- 一种铝塑复合膜用热封薄膜及其制造方法