一种车轮表面涂层燃气红外固化设备及其使用方法
文献发布时间:2023-06-19 18:30:43
技术领域
本发明涉及涂层固化技术领域,具体说是一种车轮表面涂层燃气红外固化设备及其使用方法。
背景技术
红外线又称红外辐射,介于可见光和微波之间、波长范围为0.76-1000微米的红外波段的电磁波。它是频率比红光低的不可见光;根据电磁波波长分类,波长在0.75-1.5um之间的为短波,波长在15-5.6um之间的为中波,波长在5.6um以上的为长波;高于绝对零度(-273.15℃)的物质都可以产生红外线;其广泛应用在零件表面涂层加热固化。
在零件沿着轨道吊装进入固化设备内后,打开固化设备中的天然气触媒红外加热的开关,随后对固化设备中的催化曾进行预热,最后通过天然气经过固化设备中的均压层和催化层并加热,释放大量中波红外辐射,使得进入固化设备内的零部件进行固化;但在零部件被轨道吊装进入固化设备过程中,为了提高固化效率,使得相邻零部件靠近设置,但会使得相邻的零部件在运动过程中易发生碰撞,从而造成固化的涂层脱落,进而影响涂层固化后的零件品质。
鉴于此,为了克服上述技术问题,本发明提出了一种车轮表面涂层燃气红外固化设备及其使用方法,解决了上述技术问题。
发明内容
为了弥补现有技术的不足,本发明提出了一种车轮表面涂层燃气红外固化设备及其使用方法,本发明通过夹持块对轮毂移动过程进行夹持限位,从而使得轮毂在保持效率的情况下,避免相邻轮毂之间的碰撞,进而提高了轮毂完成表面涂层固化后的品质。
本发明解决其技术问题所采用的技术方案是:本发明所述的一种车轮表面涂层燃气红外固化设备,包括:
机座;所述机座设置在地面上;
机壳;所述机壳固连在所述机座的上端;所述机壳的两侧壁贯穿设置有零件通道;
红外固化模块;所述红外固化模块设置在所述机壳的两内壁,并位于所述零件通道的两侧;所述红外固化模块用于对零件表面的涂层进行燃气红外固化;
轨道;所述轨道设置在所述机座的上方;其下方传动连接着连杆;
控制器;所述控制器用于控制固化设备自动运行;
所述车轮表面涂层燃气红外固化设备还包括:
装夹杆;所述装夹杆横向固连在所述连杆远离所述轨道的一端;
滑动槽;所述滑动槽设置在所述装夹杆的内部;
滑动块;所述滑动块滑动连接在所述滑动槽的内部;所述滑动块的外壁设置有挤压槽;
矩形槽;所述矩形槽贯穿均匀设置在所述滑动槽的槽壁;所述矩形槽至少为两个;
夹持块;所述夹持块滑动连接在所述矩形槽内;所述夹持块的一端为斜面,并与所述挤压槽斜面传动;
螺栓;所述螺栓贯穿并螺纹连接在所述装夹杆远离所述连杆的一端;所述螺栓与所述滑动块连接。
优选的,所述矩形槽的两槽壁均设置有凹槽;所述凹槽内滑动连接着复位板;所述复位板与所述凹槽远离所述滑动块的一槽壁之间通过复位弹簧连接。
优选的,所述滑动槽和所述滑动块的横截面为圆形;所述挤压槽环向设置在所述滑动块的外壁;所述螺栓与所述滑动块固连。
优选的,所述夹持块远离所述滑动块的一端固连着匚形块;所述匚形块的一端到另一端的方向与所述装夹杆的中心轴同向。
优选的,所述匚形块的横截面为三角形;所述匚形块的横截面尖端部分与零件接触。
优选的,所述连杆内设置有储油腔;所述储油腔与所述滑动槽连通。
优选的,所述滑动块靠近所述连杆的一端与所述滑动槽的内壁滑动密封连接;所述挤压槽与所述滑动块的一端面之间设置有单向进液孔。
一种车轮表面涂层燃气红外固化设备的使用方法,该使用方法适用于上述的车轮表面涂层燃气红外固化设备,该方法的步骤如下:
S1:先将轮毂的中心孔套设在装夹杆上,再拧动螺栓带动滑动块靠近连杆运动,滑动块会沿着滑动槽运动并带动挤压槽转动并挤压夹持块,夹持块在被挤压槽挤压后远离装夹杆的中心轴运动,夹持块运动会带动匚形块挤压并卡住轮毂中心孔内壁,实现对轮毂的装夹;
S2:随后启动控制器控制红外固化模块工作,即打开天然气触媒红外加热组件开关,并通过对红外固化模块内的催化棉进行预热到指定温度;
S3:再使得轨道带动连杆和装夹杆上的轮毂进入至机壳内,随后通入燃气,并使得燃气经过红外固化模块内的均压层和催化层,最终在催化层与空气发生电加热,释放大量中波红外辐射,通过电加热产生的红外辐射对涂料进行固化,待轮毂表面涂层固化完成后,再通过连杆将完成涂层固化的轮毂从固化设备带出;
S4:待轮毂完成涂层固化后,直接拧动螺栓带动滑动块远离连杆,复位弹簧会推动复位板和夹持块缩回至相对应的矩形槽,使得轮毂被解锁后,从装夹杆取下。
本发明的有益效果如下:
1.本发明通过夹持块对轮毂移动过程进行夹持限位,从而使得轮毂在保持效率的情况下,避免相邻轮毂之间的碰撞,进而提高了轮毂完成表面涂层固化后的品质。
2.本发明在拧动螺栓带动滑动块远离相对应的连杆过程中,滑动块会带动挤压槽远离连杆运动,从而使得挤压槽为夹持块一端预留运动空间,此时复位弹簧则带动复位板靠近滑动块运动,从而使得复位板带动固连的夹持块靠近滑动块运动,使得夹持块自动缩回至矩形槽内,使得本申请使用更加方便。
3.本发明中匚形块在夹持块的带动下靠近轮毂的中心孔的内壁,并通过匚形块的中部对轮毂中心孔的内壁进行挤压,而通过匚形块的两端对轮毂中心孔的边缘进行限位,进一步提高了轮毂中心孔被夹持后的稳定性,避免在轮毂表面涂层固化过程中脱落造成涂层固化中断的情况出现。
附图说明
下面结合附图和实施方式对本发明进一步说明。
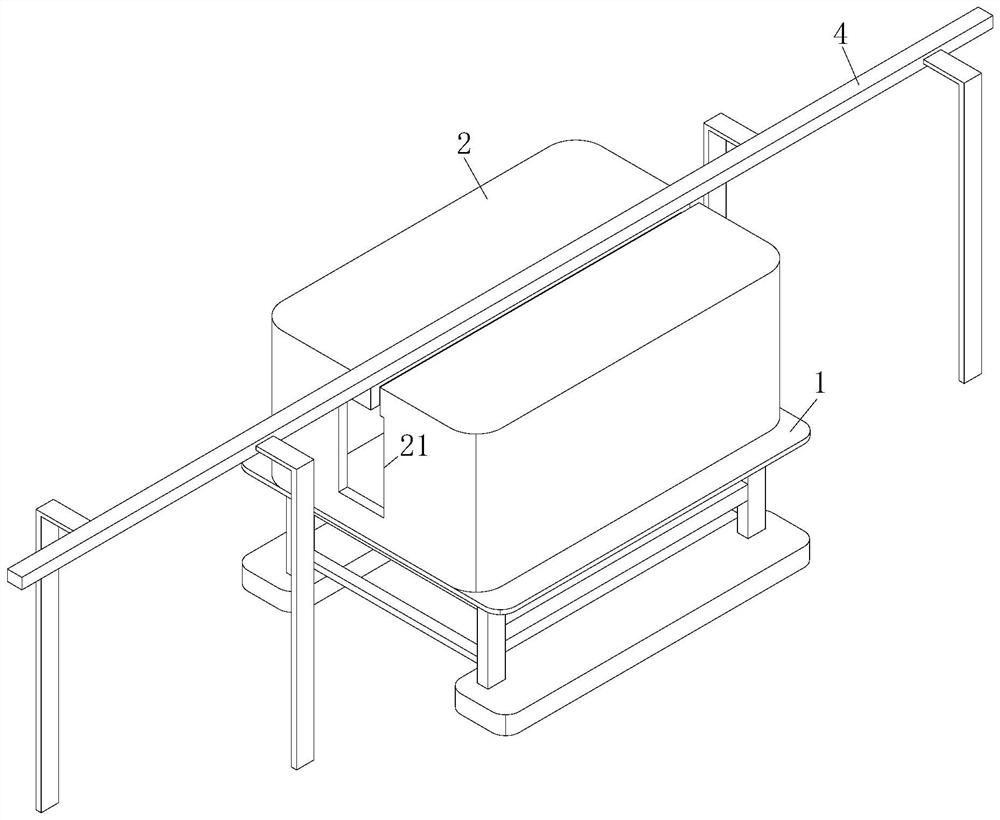
图1是本发明的立体图;
图2是本发明的剖视图;
图3是本发明中装夹杆的装夹剖视图;
图4是图3中A处放大图;
图5是本发明复位板和复位弹簧的位置图;
图6是本发明中匚形块的立体图;
图中:机座1、机壳2、零件通道21、红外固化模块3、轨道4、连杆41、储油腔42、装夹杆5、滑动槽51、矩形槽52、凹槽53、复位板54、复位弹簧55、滑动块6、挤压槽61、单向进液孔62、夹持块7、螺栓8、匚形块9。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
如图1至图6所示,本发明所述的一种车轮表面涂层燃气红外固化设备,包括:
机座1;所述机座1设置在地面上;
机壳2;所述机壳2固连在所述机座1的上端;所述机壳2的两侧壁贯穿设置有零件通道21;
红外固化模块3;所述红外固化模块3设置在所述机壳2的两内壁,并位于所述零件通道21的两侧;所述红外固化模块3用于对零件表面的涂层进行燃气红外固化;
轨道4;所述轨道4设置在所述机座1的上方;其下方传动连接着连杆41;
控制器;所述控制器用于控制固化设备自动运行;
所述车轮表面涂层燃气红外固化设备还包括:
装夹杆5;所述装夹杆5横向固连在所述连杆41远离所述轨道4的一端;
滑动槽51;所述滑动槽51设置在所述装夹杆5的内部;
滑动块6;所述滑动块6滑动连接在所述滑动槽51的内部;所述滑动块6的外壁设置有挤压槽61;
矩形槽52;所述矩形槽52贯穿均匀设置在所述滑动槽51的槽壁;所述矩形槽52至少为两个;
夹持块7;所述夹持块7滑动连接在所述矩形槽52内;所述夹持块7的一端为斜面,并与所述挤压槽61斜面传动;
螺栓8;所述螺栓8贯穿并螺纹连接在所述装夹杆5远离所述连杆41的一端;所述螺栓8与所述滑动块6连接;
工作时,在零部件被轨道4吊装进入固化设备过程中,为了提高固化效率,使得相邻零部件靠近设置,但会使得相邻的零部件在运动过程中易发生碰撞,从而造成固化的涂层脱落,进而影响涂层固化后的零件品质;
因此本发明工作人员在将车轮中的轮毂装夹在装夹杆5之前,先拧动螺栓8,通过拧动螺栓8使得螺栓8远离连杆41,螺栓8远离连杆41过程中会带动滑动块6在滑动槽51内移动,从而使得挤压槽61在滑动槽51的带动下远离连杆41方向移动,从而使得挤压槽61给挤压槽61内的夹持块7的一端预留运动空间,使得人们在按压夹持块7的作用下,能够推动夹持块7缩回至矩形槽52内,随后再将轮毂的中心孔套在装夹杆5的外壁,再重新反向拧动螺栓8,通过螺栓8带动滑动块6靠近连杆41运动,滑动块6靠近连杆41运动过程中会带动挤压槽61靠近连杆41运动,挤压槽61通过斜面传动的方式挤压夹持块7的一端,从而使得夹持块7被挤压后远离装夹杆5的中心轴运动,进而使得夹持块7的另一端与轮毂的中心孔内壁接触,并挤压轮毂中心孔内壁,由于夹持块7为多个,使得轮毂被夹持块7挤压而夹持,随后控制器控制轨道4工作,轨道4会带动连杆41和装夹杆5朝着机壳2运动,使得轮毂被连杆41带动沿着零件通道21移动,而在轨道4被启动前,控制器控制红外固化模块3工作,即打开天然气触媒红外加热组件开关,并通过对红外固化模块3内的催化棉进行加热到指定温度,随后通入燃气,并使得燃气经过红外固化模块3内的均压层和催化层,最终在催化层与空气发生电加热,释放大量中波红外辐射,通过电加热产生的红外辐射对涂料进行固化,待轮毂表面涂层固化完成后,再通过连杆41将完成涂层固化的轮毂从固化设备带出;在整个轮毂移动过程中,轮毂被夹持后不会乱晃,使得相邻轮毂不会在乱晃下碰撞,也使得相邻的轮毂保持合适的空间后,尽可能的利用红外固化模块3释放的能源,降低了成本;待轮毂完成涂层固化后,直接拧动螺栓8带动滑动块6远离连杆41,即可实现夹持块7的松动,使得轮毂被解锁后,从装夹杆5取下;
本发明通过夹持块7对轮毂移动过程进行夹持限位,从而使得轮毂在保持效率的情况下,避免相邻轮毂之间的碰撞,进而提高了轮毂完成表面涂层固化后的品质;同时本发明还能够对轮毂的不同直径中心孔进行夹持,适用范围广。
作为本发明的一种实施方式,所述矩形槽52的两槽壁均设置有凹槽53;所述凹槽53内滑动连接着复位板54;所述复位板54与所述凹槽53远离所述滑动块6的一槽壁之间通过复位弹簧55连接;工作时,在拧动螺栓8带动滑动块6挤压夹持块7对轮毂中心孔内侧夹持过程中,夹持块7会沿着矩形槽52运动,并使得复位板54在夹持块7的带动下对复位弹簧55进行挤压,使得复位弹簧55完成蓄力过程,而在轮毂表面涂层固化完成后,则需要重新拧动螺栓8,而在拧动螺栓8带动滑动块6远离相对应的连杆41过程中,滑动块6会带动挤压槽61远离连杆41运动,从而使得挤压槽61为夹持块7一端预留运动空间,此时复位弹簧55则带动复位板54靠近滑动块6运动,从而使得复位板54带动固连的夹持块7靠近滑动块6运动,使得夹持块7自动缩回至矩形槽52内,使得本申请使用更加方便。
作为本发明的一种实施方式,所述滑动槽51和所述滑动块6的横截面为圆形;所述挤压槽61环向设置在所述滑动块6的外壁;所述螺栓8与所述滑动块6固连;工作时,拧动螺栓8过程中会带动固连在滑动块6转动,转动的滑动块6会在滑动槽51内转动,转动的滑动块6会带动挤压槽61转动,由于挤压槽61为环向设置,故挤压槽61会环向移动并挤压夹持块7,从而使得所有的夹持块7同步对轮毂的中心孔内壁挤压并夹持,实现夹持更加稳定。
作为本发明的一种实施方式,所述夹持块7远离所述滑动块6的一端固连着匚形块9;所述匚形块9的一端到另一端的方向与所述装夹杆5的中心轴同向;工作时,匚形块9在夹持块7的带动下靠近轮毂的中心孔的内壁,并通过匚形块9的中部对轮毂中心孔的内壁进行挤压,而通过匚形块9的两端对轮毂中心孔的边缘进行限位,进一步提高了轮毂中心孔被夹持后的稳定性,避免在轮毂表面涂层固化过程中脱落造成涂层固化中断的情况出现。
作为本发明的一种实施方式,所述匚形块9的横截面为三角形;所述匚形块9的横截面尖端部分与零件接触;工作时,通过将匚形块9的横截面设置成三角形,使得匚形块9在与中心孔内壁接触过程中,最大化的减小匚形块9与轮毂中心孔内壁的接触面积,进而使得轮毂最大化的实现涂层固化过程,减小由于夹持块7的遮挡下影响中心孔内壁夹持区域的涂层固化效果,使得轮毂表面涂层固化更加完整。
作为本发明的一种实施方式,所述连杆41内设置有储油腔42;所述储油腔42与所述滑动槽51连通;工作时,储油腔42内的油液定期补充,并在使用状态下,储油腔42内的油液会在重力作用下进入至滑动槽51内,而通过螺栓8带动滑动块6在滑动槽51内运动过程中,油液会渗透滑动块6与滑动槽51的间隙,最后渗透至挤压槽61内,而挤压槽61环向设置在滑动块6外壁上的,故在滑动块6被螺栓8带动而转动过程中,滑动块6会带动挤压槽61转动,从而使得挤压槽61内的油液在被带动下与夹持块7的一端接触,从而使得挤压槽61内有油液的情况下,使得挤压槽61挤压夹持块7更加顺畅,减小挤压槽61与夹持块7之间的阻力,节省了工作人员拧动螺栓8的体力。
作为本发明的一种实施方式,所述滑动块6靠近所述连杆41的一端与所述滑动槽51的内壁滑动密封连接;所述挤压槽61与所述滑动块6的一端面之间设置有单向进液孔62;工作时,本申请中的储油腔42内的重力压力大于单向进液孔62的开启压力,故在螺栓8带动滑动块6靠近连杆41过程中,滑动块6一端面的油液会打开单向进液孔62进入至挤压槽61内,并随着挤压槽61内的油液增多,油液会沿着滑动块6与滑动槽51之间的间隙与螺栓8接触,从而使得螺栓8在拧动过程中由于油液的作用,减小螺栓8与装夹杆5的摩擦力,进一步减小拧动螺栓8的阻力,进而减小工作人员在拧动螺栓8过程中出现卡塞的现象。
一种车轮表面涂层燃气红外固化设备的使用方法,该使用方法适用于上述的车轮表面涂层燃气红外固化设备,该方法的步骤如下:
S1:先将轮毂的中心孔套设在装夹杆5上,再拧动螺栓8带动滑动块6靠近连杆41运动,滑动块6会沿着滑动槽51运动并带动挤压槽61转动并挤压夹持块7,夹持块7在被挤压槽61挤压后远离装夹杆5的中心轴运动,夹持块7运动会带动匚形块9挤压并卡住轮毂中心孔内壁,实现对轮毂的装夹;
S2:随后启动控制器控制红外固化模块3工作,即打开天然气触媒红外加热组件开关,并通过对红外固化模块3内的催化棉进行预热到指定温度;
S3:再使得轨道4带动连杆41和装夹杆5上的轮毂进入至机壳2内,随后通入燃气,并使得燃气经过红外固化模块3内的均压层和催化层,最终在催化层与空气发生电加热,释放大量中波红外辐射,通过电加热产生的红外辐射对涂料进行固化,待轮毂表面涂层固化完成后,再通过连杆41将完成涂层固化的轮毂从固化设备带出;
S4:待轮毂完成涂层固化后,直接拧动螺栓8带动滑动块6远离连杆41,复位弹簧55会推动复位板54和夹持块7缩回至相对应的矩形槽52,使得轮毂被解锁后,从装夹杆5取下。
具体工作流程如下:
工作人员在将车轮中的轮毂装夹在装夹杆5之前,先拧动螺栓8,通过拧动螺栓8使得螺栓8远离连杆41,螺栓8远离连杆41过程中会带动滑动块6在滑动槽51内移动,从而使得挤压槽61在滑动槽51的带动下远离连杆41方向移动,从而使得挤压槽61给挤压槽61内的夹持块7的一端预留运动空间,使得人们在按压夹持块7的作用下,能够推动夹持块7缩回至矩形槽52内,随后再将轮毂的中心孔套在装夹杆5的外壁,再重新反向拧动螺栓8,通过螺栓8带动滑动块6靠近连杆41运动,滑动块6靠近连杆41运动过程中会带动挤压槽61靠近连杆41运动,挤压槽61通过斜面传动的方式挤压夹持块7的一端,从而使得夹持块7被挤压后远离装夹杆5的中心轴运动,进而使得夹持块7的另一端与轮毂的中心孔内壁接触,并挤压轮毂中心孔内壁,由于夹持块7为多个,使得轮毂被夹持块7挤压而夹持,随后控制器控制轨道4工作,轨道4会带动连杆41和装夹杆5朝着机壳2运动,使得轮毂被连杆41带动沿着零件通道21移动,而在轨道4被启动前,控制器控制红外固化模块3工作,即打开天然气触媒红外加热组件开关,并通过对红外固化模块3内的催化棉进行加热到指定温度,随后通入燃气,并使得燃气经过红外固化模块3内的均压层和催化层,最终在催化层与空气发生电加热,释放大量中波红外辐射,通过电加热产生的红外辐射对涂料进行固化,待轮毂表面涂层固化完成后,再通过连杆41将完成涂层固化的轮毂从固化设备带出;待轮毂完成涂层固化后,直接拧动螺栓8带动滑动块6远离连杆41,即可实现夹持块7的松动,使得轮毂被解锁后,从装夹杆5取下;
其中,在拧动螺栓8带动滑动块6挤压夹持块7对轮毂中心孔内侧夹持过程中,夹持块7会沿着矩形槽52运动,并使得复位板54在夹持块7的带动下对复位弹簧55进行挤压,使得复位弹簧55完成蓄力过程,而在轮毂表面涂层固化完成后,则需要重新拧动螺栓8,而在拧动螺栓8带动滑动块6远离相对应的连杆41过程中,滑动块6会带动挤压槽61远离连杆41运动,从而使得挤压槽61为夹持块7一端预留运动空间,此时复位弹簧55则带动复位板54靠近滑动块6运动,从而使得复位板54带动固连的夹持块7靠近滑动块6运动,使得夹持块7自动缩回至矩形槽52内;拧动螺栓8过程中会带动固连在滑动块6转动,转动的滑动块6会在滑动槽51内转动,转动的滑动块6会带动挤压槽61转动,由于挤压槽61为环向设置,故挤压槽61会环向移动并挤压夹持块7,从而使得所有的夹持块7同步对轮毂的中心孔内壁挤压并夹持;匚形块9在夹持块7的带动下靠近轮毂的中心孔的内壁,并通过匚形块9的中部对轮毂中心孔的内壁进行挤压,而通过匚形块9的两端对轮毂中心孔的边缘进行限位;通过将匚形块9的横截面设置成三角形,使得匚形块9在与中心孔内壁接触过程中,最大化的减小匚形块9与轮毂中心孔内壁的接触面积;储油腔42内的油液定期补充,并在使用状态下,储油腔42内的油液会在重力作用下进入至滑动槽51内,而通过螺栓8带动滑动块6在滑动槽51内运动过程中,油液会渗透滑动块6与滑动槽51的间隙,最后渗透至挤压槽61内,而挤压槽61环向设置在滑动块6外壁上的,故在滑动块6被螺栓8带动而转动过程中,滑动块6会带动挤压槽61转动,从而使得挤压槽61内的油液在被带动下与夹持块7的一端接触,从而使得挤压槽61内有油液的情况下,使得挤压槽61挤压夹持块7更加顺畅;在螺栓8带动滑动块6靠近连杆41过程中,滑动块6一端面的油液会打开单向进液孔62进入至挤压槽61内,并随着挤压槽61内的油液增多,油液会沿着滑动块6与滑动槽51之间的间隙与螺栓8接触。
在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图1所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制,此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种光固化技术管道设备及其使用方法
- 一种在树脂镜片表面均匀涂层和固化的装置及工作方法
- 一种燃气和蒸汽轮机设备及其使用方法
- 一种燃气和蒸汽轮机设备及其使用方法
- 一种镍基合金粉末涂层生产线燃气红外加热固化炉
- 刹车盘表面涂层固化加热装置及刹车盘表面涂层涂装设备