一种采用TKY标准化节点组装多腿导管架的方法
文献发布时间:2023-06-19 19:14:59
技术领域
本发明涉及海洋工程导管架组装领域,尤其涉及一种采用TKY标准化节点组装多腿导管架的方法。
背景技术
常规多腿导管架由于要适应不同水深,底水平层的位置是变化的,立面斜拉筋和主管之间的角度和立面结构形式是变化的,又由于不同工况对应不同的受力形式,杆件规格和节点形式很多。
导管架建造难度最大的就是TKY节点的制造,尤其是现场组对的精度控制难度大,因此节点制造是制约导管架建造效率提高的关键因素。
过多的节点形式也使得建造机具不能得到充分利用,建造效率不高,也无法形成大规模智能化制造的条件。
发明内容
本发明要解决的技术问题是如何提供一种采用TKY标准化节点组装多腿导管架的方法,通过标准化TKY节点对导管架进行组装,在满足不同工况要求的同时,提高了建造效率。
为了解决上述技术问题,本发明提供了一种采用TKY标准化节点组装多腿导管架的方法,通过以下步骤完成:
预制TKY标准化节点、立面支撑件、若干组主腿、第一水平层、第二水平层和底水平层;
主腿两两为一组,并排设置;
将第一水平层通过TKY标准化节点与若干组主腿焊接在一起;
将立面支撑件的顶端和第二水平层通过TKY标准化节点与若干组根主腿焊接在一起,然后将立面支撑件的底端和底水平层通过TKY标准化节点与若干组主腿焊接在一起,即完成多腿导管架的组装。
进一步的,预制TKY标准化节点:
TKY标准化节点包括第一标准化节点、第二标准化节点、第三标准化节点、第四标准化节点、第五标准化节点、第六标准化节点、第七标准化节点、第八标准化节点、第九标准化节点、第十标准化节点;
第一标准化节点包括1根第一主管和安装于所述第一主管侧面的两根第一水平管;
第二标准化节点包括1根第二主管、两根第二水平管及两根第二斜管,第二水平管和第二斜管的一端固定于第二主管的侧面;
第三标准化节点包括1根第三主管、两根第三水平管、1根第三上斜管及1根下斜管,第三水平管、第三上斜管及第三下斜管的一端固定于第三主管的侧面,第三上斜管位于第三水平管之上,第三下斜管位于第三水平管之下;
第四标准化节点包括1根第四主管、两根第四水平管、1根第四上斜管及两根第四下斜管,第四水平管、第四上斜管及第四下斜管的一端固定于第四主管,第四上斜管位于第四水平管之上,第四下斜管位于第四水平管之下;
第五标准化节点包括1根第五主管和3根第五水平管,第五水平管的一端固定于第五主管的侧面;
第六标准化节点包括1根第六主管、3根第六水平管及两根第六下斜管,第六水平管和第六下斜管的一端固定于第六主管的侧面,第六下斜管位于第六上斜管之下;
第七标准化节点包括1根第七主管、3根第七水平管、3根第三上斜管及3根第三下斜管,第七水平管、第七上斜管及第七下斜管的一端固定于第七主管的侧面,第七上斜管位于第七水平管之上,第七下斜管位于第七水平管之下;
第八标准化节点包括1根第八主管、3根第八水平管及3根第八下斜管,第八水平管和第八下斜管的一端固定于第八主管的侧面,第八下斜管位于第八水平管之下;
第九标准化节点包括1根第九主管和两根第九上斜管,两根第九上斜管一端固定于第九主管的侧面;
第十标准化节点包括1根第十主管、1根第十上斜管及1根第十下斜管,第十上斜管和第十下斜管的一端分别固定于第十主管的侧面。
第十一标准化节点包括1根第十一主管、两根第十一水平管、1根第十一下斜管,第十一水平管和第十一下斜管的一段分别固定于第十一主管的侧面,第十一下斜管位于第十一水平管之下;
第十二标准化节点包括1根第十二主管、3根第十二水平管、1根第十二上斜管及1根第十二下斜管,第十二水平管、第十二上斜管及第十二下斜管一端固定于第十二主管的侧面,第十二上斜管和第十二下斜管分别设于第十二水平管的上部和下部;
第十三标准化节点包括两根第十三主管、两根第十三上斜管及两根第十三下斜管,两根第十三水平管一端固定于第十三主管,第十三上斜管和第十三下斜管分别位于第十三主管的上部和下部。
进一步的,预制主腿:由若干根主管通过TKY标准化节点依次首尾焊接而成;
预制第一水平层、第二水平层和底水平层:
底水平层、第一水平层及第二水平层由若干水平管和TKY标准化节点焊接而成方框结构,方框结构内设有横向、竖向或斜向支撑管;
预制立面支撑件:
x型结构件为四根斜管通过第九标准化节点组装而成;
v型结构件为两根斜管通过第十标准化节点组装而成;
进一步的,当主腿为4组,底水平层和第二水平层相邻主腿之间为一个v型结构件时,通过如下方式进行组装:
第一水平层通过第一标准化节点和第五标准化节点与主腿焊接;
第二水平层和v型结构件上端通过第二标准化节点和第八标准化节点与主腿焊接;
底水平层和v型结构件的下端通过第一标准化节点和第五标准化节点与主腿焊接。
进一步的,当主腿为4组,底水平层和第二水平层相邻主腿之间为一个v型结构件时,通过如下方式进行组装:
第一水平层通过第一标准化节点和第五标准化节点与主腿焊接;
第二水平层和x型结构件上端通过第二标准化节点和第八标准化节点与主腿焊接;
底水平层和x型结构件的下端通过第二标准化节点、第十标准化节点及第十标准化节点与主腿焊接。
进一步的,当主腿为4组,底水平层和第二水平层相邻主腿之间为1个x型结构件和1个v型结构件时,v型结构件和x型结构件之间还设有水平杆,通过如下方式进行组装:
第一水平层通过第一标准化节点和第五标准化节点与主腿焊接;
第二水平层和x型结构件上端和主腿通过第二标准化组件和第六标准化组件与主腿焊接;
水平杆、x型结构件下端及v型结构件上端通过第四标准化节点和第七标准化节点焊接;
底水平层通过第一标准化节点与主腿焊接。
进一步的,当主腿为4组,底水平层和第二水平层相邻主腿之间为两个x型结构件或两个立面斜拉筋时,两个x型结构件或两个立面斜拉筋之间还设有水平杆,通过如下方式进行组装:
第一水平层通过第一标准化节点和第五标准化节点与主腿焊接;
第二水平层和顶部x型结构件和或顶部立面斜拉筋的上端通过第二标准化节点和第六标准化节点与主腿焊接;
水平杆、顶部x型结构件下端和或顶部立面斜拉筋下端、底部x型结构件上端和或底部立面斜拉筋上端,通过第三标准化节点和第六标准化节点与主腿焊接;
底水平层、底部x型结构件的下端和或底部立面斜拉筋的下端,通过第二标准化节点和第六标准化节点焊接。
进一步的,当主腿为5组,底水平层和第二水平层相邻主腿之间为两个x型结构件或两个立面斜拉筋时,两个x型结构件或两个立面斜拉筋之间还设有水平杆,通过如下方式进行组装:
第一水平层通过第一标准化节点和第五标准化节点与主腿焊接;
第二水平层和顶部x型结构件上端和或顶部立面斜拉筋上端通过第二标准化节点、第八标准化节点及第十一标准化节点与主腿焊接;
水平杆、顶部x型结构件下端和或顶部立面斜拉筋下端、底部x型结构件上端和或底部立面斜拉筋上端,通过第三标准化节点、第七标准化节点、第十二标准化节点及第十三标准化节点与主腿焊接;
底水平层、底部x型结构件的下端和或底部立面斜拉筋的下端,通过第二标准化节点、第六标准化节点及第八标准化节点焊接。
本发明的技术效果在于:本发明提供一种采用TKY标准化节点组装多腿导管架的方法,通过TKY标准化节点与不同规格的水平管、主腿连接成多腿导管架结构框架,能够实现组装成不同高度和不同规格的导管架。
本发明通过提前批量预制节点和杆件,快速组装这些节点和杆件,完成导管架建造,从而大幅提高建造机具利用率,提高导管架建造总装效率,缩短工程建设周期。标准化节点的应用还可以减少节点高空焊接作业,提高节点制造精度和质量,同时也为导管架智能制造和模块化建造创造了条件。
附图说明
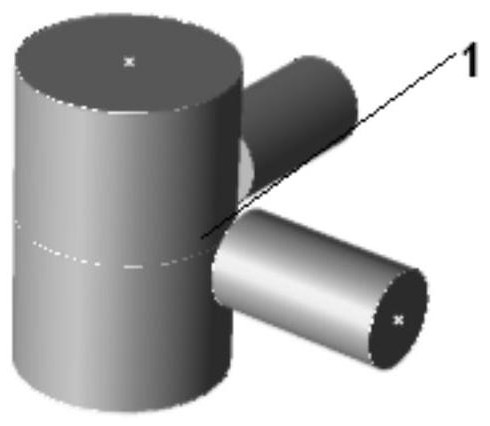
图1是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中第一标准化节点的立体示意图。
图2是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中第二标准化节点的立体示意图。
图3是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中第三标准化节点的立体示意图。
图4是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中第四标准化节点的立体示意图。
图5是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中第五标准化节点的立体示意图。
图6是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中第六标准化节点的立体示意图。
图7是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中第七标准化节点的立体示意图。
图8是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中第八标准化节点的立体示意图。
图9是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中第九标准化节点的立体示意图。
图10是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中第十标准化节点的立体示意图。
图11是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中第十一标准化节点的立体示意图。
图12是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中第十二标准化节点的立体示意图。
图13是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中第十三标准化节点的立体示意图。
图14是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中实施例一的立体示意图。
图15是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中实施例二的立体示意图。
图16是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中实施例三的立体示意图。
图17是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中实施例四的立体示意图。
图18是本发明提供的一种采用TKY标准化节点组装多腿导管架的方法中实施例五的立体示意图。
其中:1-第一标准化节点;2-第二标准化节点;3-第三标准化节点;4-第四标准化节点;5-第五标准化节点;6-第六标准化节点;7-第七标准化节点;8-第八标准化节点;9-第九标准化节点;10-第十标准化节点;11-第十一标准化节点;12-第十二标准化节点;13-第十三标准化节点;14-x型结构件;15-v型结构件;16-主腿;100-第一水平层;200-第二水平层;300-底水平层。
具体实施方式
下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好的理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
本发明实施例提供了一种采用TKY标准化节点组装多腿导管架的方法,结合附图1-18所示,通过以下步骤完成:
预制TKY标准化节点、立面支撑件、若干组主腿16、第一水平层100、第二水平层200和底水平层300;
主腿16两两为一组,并排设置;
将第一水平层100通过TKY标准化节点与若干组主腿16焊接在一起;
将立面支撑件的顶端和第二水平层200通过TKY标准化节点与若干组根主腿16焊接在一起,然后将立面支撑件的底端和底水平层300通过TKY标准化节点与若干组主腿16焊接在一起,即完成多腿导管架的组装。
预制TKY标准化节点:
TKY标准化节点包括第一标准化节点1、第二标准化节点2、第三标准化节点3、第四标准化节点4、第五标准化节点5、第六标准化节点6、第七标准化节点7、第八标准化节点8、第九标准化节点9、第十标准化节点10、第十一标准化节点11、第十二标准化节点12、第十三标准化节点13;
第一标准化节点1包括1根第一主管和安装于所述第一主管侧面的两根第一水平管;
第二标准化节点2包括1根第二主管、两根第二水平管及两根第二斜管,第二水平管和第二斜管的一端固定于第二主管的侧面;
第三标准化节点3包括1根第三主管、两根第三水平管、1根第三上斜管及1根下斜管,第三水平管、第三上斜管及第三下斜管的一端固定于第三主管的侧面,第三上斜管位于第三水平管之上,第三下斜管位于第三水平管之下;
第四标准化节点4包括1根第四主管、两根第四水平管、1根第四上斜管及两根第四下斜管,第四水平管、第四上斜管及第四下斜管的一端固定于第四主管,第四上斜管位于第四水平管之上,第四下斜管位于第四水平管之下;
第五标准化节点5包括1根第五主管和3根第五水平管,第五水平管的一端固定于第五主管的侧面;
第六标准化节点6包括1根第六主管、3根第六水平管及两根第六下斜管,第六水平管和第六下斜管的一端固定于第六主管的侧面,第六下斜管位于第六上斜管之下;
第七标准化节点7包括1根第七主管、3根第七水平管、3根第三上斜管及3根第三下斜管,第七水平管、第七上斜管及第七下斜管的一端固定于第七主管的侧面,第七上斜管位于第七水平管之上,第七下斜管位于第七水平管之下;
第八标准化节点8包括1根第八主管、3根第八水平管及3根第八下斜管,第八水平管和第八下斜管的一端固定于第八主管的侧面,第八下斜管位于第八水平管之下;
第九标准化节点9包括1根第九主管和两根第九上斜管,两根第九上斜管一端固定于第九主管的侧面;
第十标准化节点10包括1根第十主管、1根第十上斜管及1根第十下斜管,第十上斜管和第十下斜管的一端分别固定于第十主管的侧面。
第十一标准化节点11包括1根第十一主管、两根第十一水平管、1根第十一下斜管,第十一水平管和第十一下斜管的一段分别固定于第十一主管的侧面,第十一下斜管位于第十一水平管之下;
第十二标准化节点12包括1根第十二主管、3根第十二水平管、1根第十二上斜管及1根第十二下斜管,第十二水平管、第十二上斜管及第十二下斜管一端固定于第十二主管的侧面,第十二上斜管和第十二下斜管分别设于第十二水平管的上部和下部;
第十三标准化节点13包括两根第十三主管、两根第十三上斜管及两根第十三下斜管,两根第十三水平管一端固定于第十三主管,第十三上斜管和第十三下斜管分别位于第十三主管的上部和下部。
预制主腿16:由若干根主管通过TKY标准化节点依次首尾焊接而成;
预制第一水平层100、第二水平层200和底水平层300:
底水平层300、第一水平层100及第二水平层200由若干水平管和TKY标准化节点焊接而成方框结构,方框结构内设有横向、竖向或斜向支撑管;
预制立面支撑件:
x型结构件14为四根斜管通过第九标准化节点9组装而成;
v型结构件15为两根斜管通过第十标准化节点10组装而成;
实施例一
当主腿16为4组,底水平层300和第二水平层200相邻主腿16之间为一个v型结构件15时,通过如下方式进行组装:
第一水平层100通过第一标准化节点1和第五标准化节点5与主腿16焊接;
第二水平层200和v型结构件15上端通过第二标准化节点2和第八标准化节点8与主腿16焊接;
底水平层300和v型结构件15的下端通过第一标准化节点1和第五标准化节点5与主腿16焊接。
实施例二
当主腿16为4组,底水平层300和第二水平层200相邻主腿16之间为一个v型结构件15时,通过如下方式进行组装:
第一水平层100通过第一标准化节点1和第五标准化节点5与主腿16焊接;
第二水平层200和x型结构件14上端通过第二标准化节点2和第八标准化节点8与主腿16焊接;
底水平层300和x型结构件14的下端通过第二标准化节点2、第十标准化节点10及第十标准化节点10与主腿16焊接。
实施例三
当主腿16为4组,底水平层300和第二水平层200相邻主腿16之间为1个x型结构件14和1个v型结构件15时,v型结构件15和x型结构件14之间还设有水平杆,通过如下方式进行组装:
第一水平层100通过第一标准化节点1和第五标准化节点5与主腿16焊接;
第二水平层200和x型结构件14上端和主腿16通过第二标准化组件和第六标准化组件与主腿16焊接;
水平杆、x型结构件14下端及v型结构件15上端通过第四标准化节点4和第七标准化节点7焊接;
底水平层300通过第一标准化节点1与主腿16焊接。
实施例四
当主腿16为4组,底水平层300和第二水平层200相邻主腿16之间为两个x型结构件14或两个立面斜拉筋时,两个x型结构件14或两个立面斜拉筋之间还设有水平杆,通过如下方式进行组装:
第一水平层100通过第一标准化节点1和第五标准化节点5与主腿16焊接;
第二水平层200和顶部x型结构件14和或顶部立面斜拉筋的上端通过第二标准化节点2和第六标准化节点6与主腿16焊接;
水平杆、顶部x型结构件14下端和或顶部立面斜拉筋下端、底部x型结构件14上端和或底部立面斜拉筋上端,通过第三标准化节点3和第六标准化节点6与主腿16焊接;
底水平层300、底部x型结构件14的下端和或底部立面斜拉筋的下端,通过第二标准化节点2和第六标准化节点6焊接。
实施例五
当主腿16为5组,底水平层300和第二水平层200相邻主腿16之间为两个x型结构件14或两个立面斜拉筋时,两个x型结构件14或两个立面斜拉筋之间还设有水平杆,通过如下方式进行组装:
第一水平层100通过第一标准化节点1和第五标准化节点5与主腿16焊接;
第二水平层200和顶部x型结构件14上端和或顶部立面斜拉筋上端通过第二标准化节点2、第八标准化节点8及第十一标准化节点11与主腿16焊接;
水平杆、顶部x型结构件14下端和或顶部立面斜拉筋下端、底部x型结构件14上端和或底部立面斜拉筋上端,通过第三标准化节点3、第七标准化节点7、第十二标准化节点12及第十三标准化节点13与主腿16焊接;
底水平层300、底部x型结构件14的下端和或底部立面斜拉筋的下端,通过第二标准化节点2、第六标准化节点6及第八标准化节点8焊接。
以上所述实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。本发明的保护范围以权利要求书为准。
- 一种导管腿柱分叉的导管架基础及其施工方法
- 一种采用TKY标准化节点组装四腿导管架的方法
- 一种采用标准化节点的导管架组装方法