一种航空发动机轴承座类零件精密止口的复合加工工艺
文献发布时间:2023-06-19 19:16:40
技术领域
本发明涉及,特别涉及一种航空发动机轴承座类零件精密止口的复合加工工艺。
背景技术
数控立式车磨复合机床作为一种多功能复合机床,目前在航空企业应用并不广泛,而如何同时发挥车加工的高效性和磨加工的高精度目前仍处于技术探索阶段。轴承座零件作为发动机第五支点,因其精密止口精度高,尺寸公差±0.009,结构刚性差,造成零件加工效率低,精密尺寸不合格。现有轴承座的精密加工主要采用车削的加工方式,其缺点在于零件为薄壁弱刚性零件,加工后易产生变形,影响尺寸合格率。
发明内容
本发明的目的是为了解决航空发动机轴承座类零件精密止口尺寸加工合格率低,加工效率低的问题,特提供了一种航空发动机轴承座类零件精密止口的复合加工工艺。
本发明提供了一种航空发动机轴承座类零件精密止口的复合加工工艺,其特征在于:所述的航空发动机轴承座类零件精密止口的复合加工工艺,首先,在轴承座精密尺寸加工工序前增加一道修基准工序,对轴承座零件装夹基准进行车、磨复合加工;其次,零件以修整好的基准进行装夹,对轴承座精密止口以固定的加工余量进行车、磨加工,保证加工效率的同时提高精密尺寸的合格率。
对轴承座零件装夹基准进行车、磨复合加工,保证零件精密尺寸加工时其装夹基准面平面度在0.01mm以内。
步骤一:在精密止口尺寸加工前,增加一道修复基准工序。修基准时在数控立式车磨床上进行,采用三点压紧的装夹方式,保证实点压紧;整道工序端面留有少量的加工余量,以车加工的方式分两次走刀去除部分余量,最后剩余0.05mm采用磨加工的方式去除。
步骤二:在数控立式车磨床上以前一道工序,修基准工序,加工表面作为基准面进行压紧,对轴承座零件精密止口进行加工。零件止口首先以车加工的方式分两次走刀去除部分余量,最后0.03mm余量采用震荡磨的方式去除。
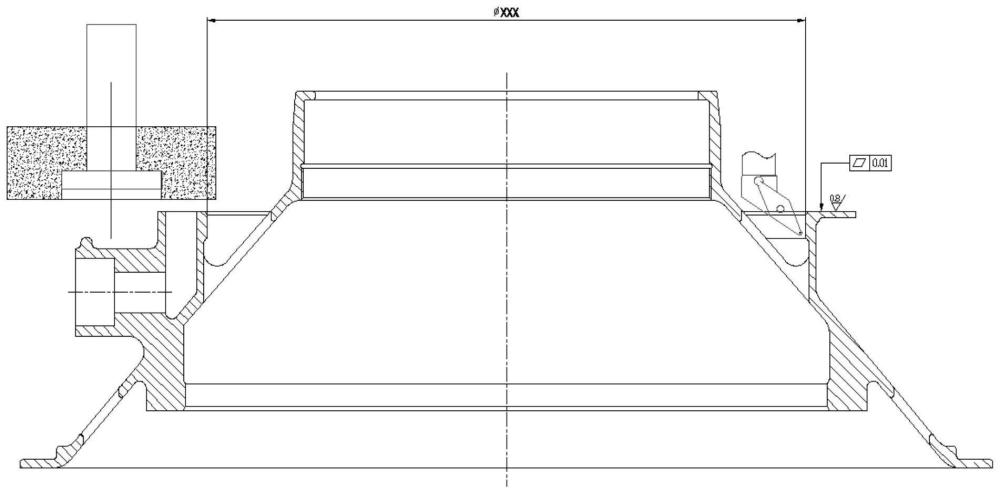
按附图1首先对基准面及基准圆进行车磨复合加工,保证基准平面度在0.01mm以内;
以附图1加工后的平面作为装夹基准,按附图2对轴承配合表面进行车、磨复合加工。
本发明的优点:
本发明所述的航空发动机轴承座类零件精密止口的复合加工工艺,可有效避免零件前期车、铣加工对基准面造成的变形影响,相比传统的直接对精密尺寸进行加工,能够有效的减少装夹变形造成的自由状态尺寸超差;其次,对轴承座精密止口采用车、磨复合加工,车加工可以进行大部分余量的去除,保证加工效率;磨加工能够保证较高的尺寸精度,两者以一定的工艺余量相互配合,即可实现轴承座精密止口的高效、高质量加工。
附图说明
下面结合附图及实施方式对本发明作进一步详细的说明:
图1为采用车磨复合对基准面进行修整示意图;
图2为轴承座零件轴承精密配合止口加工工序示意图(C面为装夹基准)。
具体实施方式
本发明提供了一种航空发动机轴承座类零件精密止口的复合加工工艺,其特征在于:所述的航空发动机轴承座类零件精密止口的复合加工工艺,首先,在轴承座精密尺寸加工工序前增加一道修基准工序,对轴承座零件装夹基准进行车、磨复合加工;其次,零件以修整好的基准进行装夹,对轴承座精密止口以固定的加工余量进行车、磨加工,保证加工效率的同时提高精密尺寸的合格率。
对轴承座零件装夹基准进行车、磨复合加工,保证零件精密尺寸加工时其装夹基准面平面度在0.01mm以内。
步骤一:在精密止口尺寸加工前,增加一道修复基准工序。修基准时在数控立式车磨床上进行,采用三点压紧的装夹方式,保证实点压紧;整道工序端面留有少量的加工余量,以车加工的方式分两次走刀去除部分余量,最后剩余0.05mm采用磨加工的方式去除。
步骤二:在数控立式车磨床上以前一道工序,修基准工序,加工表面作为基准面进行压紧,对轴承座零件精密止口进行加工。零件止口首先以车加工的方式分两次走刀去除部分余量,最后0.03mm余量采用震荡磨的方式去除。
按附图1首先对基准面及基准圆进行车磨复合加工,保证基准平面度在0.01mm以内;
以附图1加工后的平面作为装夹基准,按附图2对轴承配合表面进行车、磨复合加工。
航空发动机轴承座类零件属于薄壁易变形类机匣零件,其轴承配合精密止口的尺寸精度高(Φ180±0.009mm),一直是影响零件交付合格率的瓶颈点。现场常规加工工艺是采用车削的加工方式,受零件变形影响,加工后零件自由状态存在变形,尺寸精度难以保证。一种轴承座类零件精密止口的复合加工工艺是应用在航空发动机轴承座零件生产过程中,本复合加工工艺通过采用车磨复合的工艺方法,合理设定车、磨加工余量,减少零件变形,解决轴承座零件精密止口尺寸加工合格率低的难题。
本发明未尽事宜为公知技术。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
- 一种航空发动机钛合金零件止口尺寸修复方法
- 一种高精密细长径类零件加工工艺
- 一种高精度轴承座类零件的精密加工方法
- 一种高精度U形弱刚度轴承座类零件的精密加工方法