一种玻璃的输送机构、中空玻璃的粘结装置及生产设备
文献发布时间:2023-06-19 19:38:38
技术领域
本申请涉及玻璃生产领域,尤其是涉及一种玻璃的输送机构、中空玻璃的粘结装置及生产设备。
背景技术
中空玻璃是一种良好的隔热、隔音、美观适用、并可降低建筑物自重的新型建筑材料,它是用两片或多片玻璃,使用复合粘结剂,将玻璃片与内含干燥剂的铝合金框架粘结制成的隔音隔热玻璃。
在现有的中空玻璃组装生产设备中,会先对玻璃进行清洗、烘干,再通过人工将铝合金框架粘接在两块玻璃之间,最后通过打胶装置,在玻璃及铝合金框架的四周打上胶水,将两块玻璃与铝合金框架粘结在一起完成组装。现有技术中,人工操作步骤多,人工成本高,组装效率低。
发明内容
为了缓解人工步骤多影响玻璃生产效率的问题,本申请提供一种玻璃的输送机构、中空玻璃的粘结装置及生产设备。
本申请提供的一种玻璃的输送机构采用如下的技术方案:
一种玻璃的输送机构,该输送机构用于输送玻璃板或中空玻璃,包括立板,立板具有相对的第一面和第二面,第一面上转动连接有若干个支撑玻璃板或中空玻璃侧边的输送轮、以及若干个抵接玻璃板或中空玻璃板面的支撑轮,输送轮位于支撑轮下侧,输送轮的转动轴线均相互平行且处于同一平面,支撑轮的转动轴线均相互平行且处于同一平面,支撑轮的转动轴线与第一面平行,第二面上设有驱动若干个输送轮同步旋转的驱动组件。
通过采用上述技术方案,在驱动组件的驱动作用下使支撑轮带动玻璃板或中空玻璃输送,支撑轮抵接在玻璃板或中空玻璃的板面上,输送轮设置在支撑轮下方,使玻璃板或中空玻璃在输送时可以立着输送,便于玻璃板的清洗以及中空玻璃的粘结和上胶,提高生产效率。
本申请还提供一种中空玻璃的粘结装置采用如下的技术方案:
一种中空玻璃的粘结装置,用于将两块玻璃板与铝合金框架粘结,包括粘结机构、将铝合金框架吊放进粘结机构内的框架吊放机构,粘结机构包括两组上述的输送机构、驱动两组输送机构相互靠近或远离的移动组件、以及设置在输送机构上吸附玻璃板并将玻璃板与铝合金框架粘结的第一吸附组件,两组输送机构中的立板的第一面相对且第二面相背设置。
通过采用上述技术方案,两组输送机构中的立板第一面相对设置,第二面相背设置,使两组输送机构上输送的玻璃板平行,通过框架吊放机构将铝合金框架吊放到两块玻璃板之间,通过第一吸附组件吸附玻璃板并将玻璃板与铝合金框架进行粘结,提高生产效率。
进一步可优选的,第一吸附组件包括用于吸附玻璃板的第一吸盘、对第一吸盘充放气的第一气泵、驱动第一气泵靠近或远离另一侧的输送机构的移动气缸,移动气缸固定在立板上,第一气泵固定连接于移动气缸的输出端。
通过采用上述技术方案,在第一气泵作用下通过第一吸盘将玻璃板吸附,避免粘结过程中玻璃板脱落,铝合金框架吊装进两个玻璃板之间后,在移动气缸的驱动作用下使两组输送机构上通过第一吸盘吸附后的玻璃板相互靠近滑动,从而将玻璃板与铝合金框架进行自动粘结。
进一步可优选的,移动组件包括导滑座、固定在导滑座上的两个移动电机、连接于移动电机上的调节丝杆、螺纹连接于调节丝杆的滑块,两根调节丝杆的轴线平行,其中一组输送机构的立板固定连接于其中一个滑块,另一组输送机构的立板固定连接于另一个滑块。
通过采用上述技术方案,在移动电机的驱动下能够使两组输送机构相互远离滑动,便于铝合金框架吊放进两组输送机构之间,移动电机也能够驱动两组输送机构相互靠近滑动,使粘结前玻璃板尽可能靠近铝合金框架,方便粘结。
本申请还提供一种中空玻璃生产设备采用如下技术方案:
一种中空玻璃的生产设备,包括如上所述的粘结装置、对玻璃板进行清洗烘干的清洗装置、对粘结后的中空玻璃周侧边上胶的打胶装置、以及将打胶后的中空玻璃下料摆放的下料装置,清洗装置与粘结装置之间设有输送机构,粘结装置与打胶装置之间均设有输送机构。
通过采用上述技术方案,设置清洗装置、粘结装置、打胶装置以及下料装置,对玻璃板实现自动清洗、粘结、打胶及下料,实现流水线生产,减少人工参与,节省人力提高生产效率,在清洗装置与粘结装置之间以及粘结装置与打胶装置之间均设有输送机构,方便人为观察输送机构上一工位的生产效果。
进一步可优选的,清洗装置包括清洗箱,清洗箱内贯通开设有供玻璃板通过的清洗空间,清洗空间中部滑动设置有能够将清洗空间分隔成清洗区和烘干区的分隔板,清洗箱上固定设有驱动分隔板滑动的伸缩气缸,清洗空间内设有往复滑动于清洗区与烘干区之间的能够夹持玻璃板的夹持机构。
通过采用上述技术方案,在清洗箱内通过分隔板将清洗空间分隔出清洗区和烘干区,将清洗、烘干一体化,提高清洗效率,另外在清洗空间内还设置能够夹持玻璃板的夹持机构,夹持机构能够往复滑动于清洗区与烘干区之间,从而能够自动将清洗后的玻璃板送至烘干区烘干,在烘干后夹持机构将玻璃板送至清洗装置与粘结装置之间的输送机构上,夹持机构再滑回清洗区用于夹持下一块玻璃板。
进一步可优选的,夹持机构包括往复滑动于清洗区与烘干区之间的滑移台,滑移台上固定设有第一夹块以及夹持组,第一夹块上开设有夹槽,夹持组包括两个夹持玻璃板的夹轮、两根与滑移台铰接的铰接杆,一个夹轮与铰接杆转动连接且另一个夹轮与另一根铰接杆转动连接,铰接杆与滑移台之间连接有扭转阻尼,清洗箱内开设有凹槽,凹槽内转动设有移动丝杆,移动丝杆与滑移台螺纹连接,清洗箱内设有驱动移动丝杆的驱动电机。
通过采用上述技术方案,在滑动台上设置第一夹块以及夹持组,第一夹块对玻璃板进行夹持,夹持组则通过扭转阻尼对玻璃板进行夹紧,提高夹持机构的夹持稳定性,另外通过驱动电机驱动移动丝杆实现滑移台在清洗区与烘干区之间往复滑动。
进一步可优选的,打胶装置包括两组输送机构,两组输送机构的输送方向重合,输送机构中的输送轮外周上连接有连接带,连接带上沿输送方向阵列分布设置有用于夹持中空玻璃的若干个第二夹块,两组输送机构之间留有用于安装打胶机构的空间。
通过采用上述技术方案,设置两组输送方向重合的输送机构,在输送机构之间留出的空间处安装打胶机构,通过两组输送机构往复输送中空玻璃,使打胶机构只需要上下移动即可将中空玻璃的四周侧边均打上胶水,在输送机构的输送轮上连接连接带,连接带上设置第二夹块,第二夹块能够夹持中空玻璃,减少中空玻璃在两组输送机构之间往复输送时打滑。
进一步可优选的,打胶机构包括竖向导轨、沿竖向导轨滑动的升降块、固定在升降块上的调节电机、连接于调节电机输出端的胶水箱、与胶水箱连通的喷胶头。
通过采用上述技术方案,设置竖向导轨,通过外接电源驱动升降块及调节电机、胶水箱、喷胶头上下移动,从而能够对中空玻璃的竖向两侧边进行打胶,通过两组输送机构带动中空玻璃往复移动,从而通过打胶机构对中空玻璃的水平两侧边进行打胶,从而实现中空玻璃的周侧边自动打胶,保障上胶质量,提高打胶效率。
综上所述,本申请包括以下至少一种有益技术效果:
1.在本申请生产设备中,玻璃板的清洗、玻璃板与铝合金框架粘结以及粘结后的中空玻璃周侧边打胶均自动进行,节省人力,提高生产效率,并且在清洗装置与粘结装置以及粘结装置与打胶装置之间设置输送机构,方便人为观察输送机构上一工位的生产效果,从而便于及时将次品剔除;
2.在本申请生产设备的进一步设置中,清洗装置中分为清洗区和烘干区,将清洗、烘干一体化,提高对玻璃板的清洗效率;
3.在本申请生产设备的进一步设置中,清洗装置清洗后的玻璃板通过输送机构送入粘结装置与铝合金框架粘结,由于清洗装置中会对玻璃板进行烘干,清洗装置输送出来的玻璃处于高温状态,粘结装置自动对玻璃板进行粘结,不需要人工接触高温的玻璃板,并且玻璃板表面温度高有利于与铝合金框架粘结。
附图说明
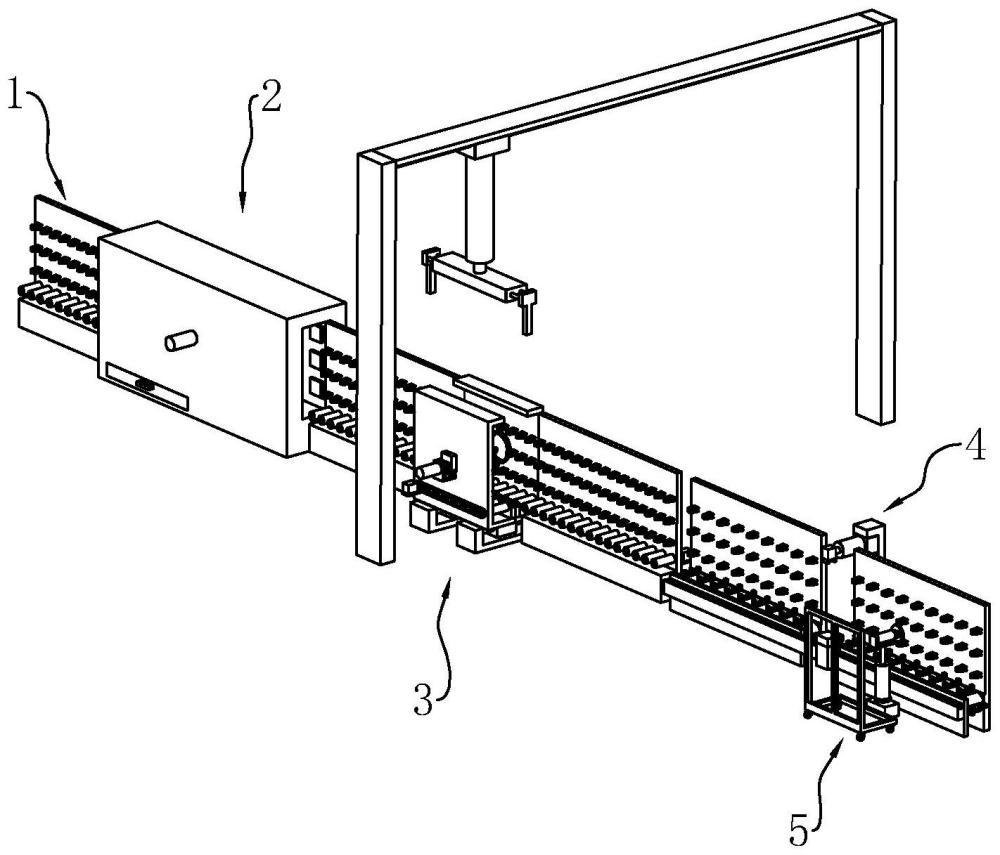
图1是一种中空玻璃生产设备的立体结构示意图;
图2是一种玻璃输送机构的立体结构示意图;
图3是图2另一方向的立体结构示意图;
图4是输送机构上放置玻璃板时的立体结构示意图;
图5是清洗装置的立体结构示意图;
图6是图5的立体剖面示意图;
图7是图6中A的放大示意图;
图8是粘结装置的立体结构示意图;
图9是粘结机构的立体结构示意图;
图10是粘结机构的局部立体结构示意图;
图11是打胶装置的立体结构示意图;
图12是图11中B的放大示意图;
图13是下料装置的立体结构示意图。
附图标记说明:1、输送机构;11、底座;12、立板;13、输送轮;14、支撑轮;15、输送电机;16、传动带;17、第一面;18、第二面;2、清洗装置;201、滑移台;202、第一夹块;203、夹槽;204、扭转阻尼;205、铰接杆;206、夹轮;21、清洗箱;22、废水箱;23、清洗空间;24、伸缩气缸;241、分隔板;25、喷头;26、电热板;27、凹槽;28、移动丝杆;29、安装腔;3、粘结装置;31、框架吊放机构;311、进料气缸;312、进料活塞杆;313、移动导轨;314、双向气缸;315、立柱;316、夹头;32、粘结机构;320、第一吸盘;321、导滑座;322、移动架;3221、底板;3222、连接板;3223、顶板;323、滑块;324、限位板;327、移动气缸;328、第一气泵;329、调节丝杆;4、打胶装置;41、第一移动机构;42、第二移动机构;43、连接机构;431、侧板;432、连接导轨;441、连接块;442、支撑板;443、支撑气缸;45、连接带;46、第二夹块;481、竖向导轨;482、升降块;483、调节电机;484、胶水箱;485、喷胶头;5、下料装置;51、放置架;52、抬升气缸;53、旋转电机;54、第二气泵;55、第二吸盘;6、玻璃板;7、铝合金框架。
具体实施方式
以下结合附图1-附图13对本申请作进一步详细说明。
本申请实施例公开一种中空玻璃的生产设备,如附图1所示,包括对玻璃板6进行清洗烘干的清洗装置2、将两块玻璃板6与铝合金框架7粘结成中空玻璃的粘结装置3、对粘结后的中空玻璃四周侧边均上胶的打胶装置4、将打胶后的中空玻璃进行下料、摆放的下料装置5,在清洗装置2与粘结装置3、以及粘结装置3与打胶装置4之间设置输送玻璃板6或中空玻璃的输送机构1,输送机构1为开放式,便于人工观察玻璃板6的清洗效果或中空玻璃的粘结效果,从而便于及时剔除加工次品。首先,对于玻璃板6及中空玻璃作简要说明,本实施例中所述的玻璃板6为矩形玻璃,中空玻璃则包括两块玻璃板6及一个铝合金框架7,铝合金框架7为矩形框,其框架的外围尺寸与玻璃板6的矩形尺寸相适配,即铝合金框架7粘结在两块玻璃板6之间时刚好位于玻璃板6的边缘处,在粘结后两块玻璃板6平行且与铝合金框架7形成内部中空的中空玻璃,在铝合金框架7的外周上均涂覆上粘结剂,便于与玻璃板6粘结。
对于该生产设备,沿生产流水线方向依次设置:输送机构1、清洗装置2、输送机构1、粘结装置3、输送机构1、打胶装置4、下料装置5。粘结装置3和打胶装置4的主体结构以输送机构1为基础,不仅能够实现粘结和打胶功能,并且能够进行输送。
对于输送机构1,用于输送玻璃板6或中空玻璃,如附图2、附图3所示,该输送机构1包括立板12和底座11,立板12具有相对的第一面17和第二面18,底座11固定第一面17的底部,在第一面17上转动连接有若干个支撑玻璃板6或中空玻璃侧边的输送轮13、若干个抵接玻璃板6或中空玻璃板6面的支撑轮14,输送轮13的转动轴线均相互平行且处于同一平面,支撑轮14的转动轴线均相互平行且处于同一平面,支撑轮14的转动轴线与第一面17平行,在第二面18上设有驱动若干个输送轮13同步旋转的驱动组件。
本实施例中,立板12与底座11可一体成型设置,而在粘结装置3及打胶装置4上应用的输送机构1,立板12与底座11之间可拆卸,另外,立板12的第一面17朝前且第二面18朝后,立板12的第一面17和第二面18均为竖直面,用于驱动输送轮13的驱动组件设置在立板12后侧,提高输送机构1的美观性,底座11与输送轮13、支撑轮14设置在立板12的前侧,底座11能够防止立板12在玻璃板6或中空玻璃的重力作用下向前倾翻。
具体地,对于输送轮13,本实施例中共设置十一个,十一个输送轮13的直径尺寸、轴向高度均相同,可通过标准化生产加工,且沿左右方向阵列分布设置,输送轮13的转动轴线沿前后方向且均处于同一水平面上,避免输送过程中出现输送方向上的上坡或下坡,容易造成玻璃板6或中空玻璃滑落。
对于支撑轮14,本实施例中共设置三排十一列共三十三个支撑轮14,三十三个支撑轮14的直径尺寸、轴向高度均相同,也可通过标准化生产加工。支撑轮14的转动轴线沿上下方向,且同一列的支撑轮14轴线重合,同一排的支撑轮14轴线处于同一平面内,且该平面与立板12的第一面17平行。
对于驱动组件,包括安装在立板12的第二面18上的输送带、驱动输送带运行的输送电机15,输送带为同步带传动,输送带内的带轮数量与输送轮13数量相同,且带轮的分布位置与输送轮13对应,使每个输送轮13均可通过转轴与相对应的带轮连接,在输送电机15的驱动下使每个输送轮13的转速及线速度相同,从而避免玻璃板6或中空玻璃在输送过程中出现输送速度差,造成输送顿挫的情况。
输送轮13的数量及输送距离以及支撑轮14的排列数可根据需求进行调节,相应的输送带的长度作适应性调节即可。
如附图4所示,以输送机构1输送玻璃板6为例,玻璃板6的下侧边抵接到输送轮13上,支撑轮14则抵接在玻璃板6的后侧板431面上,为避免造成玻璃板6损坏以及保障输送效果,输送轮13和支撑轮14外周面上可套设橡胶垫,起到防护作用并能提高与玻璃板6之间的摩擦力,便于输送;另外,玻璃板6前侧无支撑,为避免玻璃板6向前倾翻,在其他实施例中,立板12可向后倾斜并与竖直面呈一定角度设置,即第一面17和第二面18与竖直面之间呈一定角度设置,而输送轮13的转动轴线仍呈前后方向,支撑轮14的转动轴线则与第一面17平行,此时玻璃板6则向后倾斜地靠在支撑轮14上,防止玻璃板6出现向前倾翻的情况。为避免影响玻璃板6后续清洗以及中空玻璃的粘结、打胶,立板12向后倾斜角度为5°~10°即可,可根据玻璃板6或中空玻璃的面积来适当扩大该倾斜角度范围。
对于清洗装置2,如附图5、附图6所示,包括清洗箱21,在清洗箱21内贯通开设有供玻璃板6通过的清洗空间23,清洗空间23中部滑动设置有能够将清洗空间23分隔成清洗区和烘干区的分隔板241,清洗箱21上固定设有驱动分隔板241滑动的伸缩气缸24,清洗空间23设有往复滑动于清洗区与烘干区之间的用于夹持玻璃板6的夹持机构。本实施例中,清洗空间23沿左右方向贯通开设,清洗空间23中部设置有两块前后分布设置的分隔板241,分隔板241左侧为清洗区,分隔板241右侧为烘干区,在清洗区的侧壁上设置有若干个喷头25,喷头25可连接外接水泵,在烘干区的侧壁上设置有若干个电热板26,电热板26可连接外接电源。在清洗箱21前后两端分别固定伸缩气缸24,前侧的伸缩气缸24输出端连接前侧的分隔板241并能够驱动前侧的分隔板241向前移动,后侧的伸缩气缸24输出端连接后侧的分隔板241并能够驱动后侧的分隔板241向后移动,在清洗空间23的前后两侧壁上开设出容纳分隔板241的空间。
夹持机构夹住玻璃板6使玻璃板6位于清洗区内时,通过喷头25向玻璃板6上喷淋清洗液进行清洗,在清洗过程中两块分隔板241将清洗区和烘干区阻隔开,防止水溅到电热板26上,当清洗完成后,启动伸缩气缸24打开分隔板241,通过夹持机构将玻璃板6移动至烘干区内进行烘干,在烘干过程中重新关闭分隔板241,实现清洗、烘干功能的一体式,提高清洗效率。
在清洗空间23底部开设出凹槽27,对夹持机构的移动进行导向,凹槽27与清洗区、烘干区均连通,在凹槽27位于清洗区部分的侧壁上开设出安装腔29,在安装腔29内以抽屉式连接有废水箱22,用于收集喷淋清洗后的废水,凹槽27底壁则呈倾斜状(未图示),使凹槽27位于清洗区部分的底壁高度要低于凹槽27位于烘干区部分的底壁高度,使烘干过程中玻璃板6上滴落的清洗液能够沿凹槽27底壁向左侧流动流至废水箱22内。
对于夹持机构,如附图7所示,包括滑移台201、第一夹块202、夹持组、移动丝杆28以及驱动电机(未图示)。本实施例中,移动丝杆28设置在凹槽27内且其轴线沿左右方向,滑移台201底部延伸至凹槽27内并与移动丝杆28螺纹连接,驱动电机内嵌地设置在清洗箱21内,移动丝杆28连接于驱动电机的输出端,为防止驱动电机进水漏电,本实施例中驱动电机设置在烘干区一侧,在驱动电机的驱动作用下带动移动丝杆28旋转,从而能够带动滑移台201在清洗区与烘干区之间往复滑动。
第一夹块202和夹持组分别设置两组且均安装在滑移台201顶部,两个第一夹块202分别固定安装在滑移台201顶部的左右两侧边缘位置,两组夹持组则设置在滑移台201顶部中间并位于两个第一夹块202之间。第一夹块202上开设有夹槽203,用于夹持玻璃板6,一组夹持组则包括两个夹轮206、两根铰接杆205以及两个扭转阻尼204,铰接杆205与滑移台201顶部铰接,且铰接杆205与滑移台201顶部之间连接扭转阻尼204,一个夹轮206与铰接杆205转动连接且另一个夹轮206与另一根铰接杆205转动连接,两个夹轮206的转动轴线沿上下方向,通过两个夹轮206夹住玻璃板6的板面,在扭转阻尼204的作用下对玻璃板6进行夹紧,为保证玻璃板6能够推动夹轮206并克服扭转阻尼204的弹力,输送轮13与玻璃板6之间的摩擦作用力须大于夹轮206与玻璃板6之间的摩擦作用力。
对于粘结装置3,如附图8所示,包括粘结机构32、框架吊放机构31,框架吊放机构31将铝合金框架7吊放进粘结机构32内,通过粘结机构32将两块玻璃板6与铝合金框架7粘结。本实施例中,框架吊放机构31包括两根立柱315、固定在两根立柱315顶部之间的移动导轨313、滑动连接于移动导轨313的进料气缸311,移动导轨313可电性连接于外接电源,通过外接电源供电驱动进料气缸311移动,在进料气缸311的下侧输出端连接有进料活塞杆312,在进料气缸311的启动下,进料活塞杆312上下伸缩移动,进料活塞杆312下端固定连接有双向气缸314,双向气缸314的活塞杆上连接有两根夹头316,在双向气缸314的驱动下使两个夹头316相互远离或靠近滑动,从而能够实现对铝合金框架7的夹持和放松,由于铝合金框架7吊装进两块玻璃板6之间,因此夹头316与铝合金框架7粘结面平行的两端面在夹持时不应超出铝合金框架7的边缘,从而避免与玻璃板6发生碰撞干涉。
通过空中吊装的方式来向粘结机构32中放入铝合金框架7,避免铝合金框架7在放入过程中影响地面人员的走动,另外当移动导轨313带动进料气缸311等从粘结机构32上方移开时,可用于与铝合金框架7的生产流水线配合,从铝合金框架7流水线的末端夹取生产的铝合金框架7。
对于粘结机构32,如附图9、附图10所示,粘结机构32包括两组上述输送机构1、驱动两组输送机构1相互靠近或远离的移动组件、以及设置在输送机构1上吸附玻璃板6并将玻璃板6与铝合金框架7粘结的第一吸附组件,区别在于,粘结机构32中的输送机构1底座11和立板12可拆卸,并且底座11并未安装在立板12底部。
两组输送机构1中的立板12的第一面17相对且第二面18相背设置,具体地,本实施例中,粘结机构32中的两组输送机构1前后分布设置,且前侧的输送机构1中的立板12的第一面17向后,后侧的输送机构1中的立板12的第一面17向前。
对于移动组件,包括导滑座321、固定在导滑座321上的两个移动电机(未图示)、连接于移动电机上的调节丝杆329、螺纹连接于调节丝杆329的滑块323,两根调节丝杆329的轴线平行,其中一组输送机构1的立板12固定连接于其中一个滑块323,另一组输送机构1的立板12固定连接于另一个滑块323。具体地,导滑座321、移动电机、调节丝杆329、滑块323均设置有两个,两根调节丝杆329的轴线沿前后方向,前侧的输送机构1固定在左侧的滑块323上,后侧的输送机构1固定在右侧的滑块323上,通过两个移动电机分别驱动,可实现两组输送机构1同步向前或向后移动,也可实现相互靠近或相互远离滑动。
本实施例中,对于后侧的输送机构1来说,在立板12的底部前端面上固定连接有底板3221,在立板12的顶部前端面上固定连接有顶板3223,在底板3221的上端固定连接有限位板324,后侧的输送机构1中的输送轮13转动连接于限位板324上;同样的,对于前侧的输送机构1来说,在立板12的底部后端面上固定连接有底板3221,在立板12的顶部后端面上固定连接有顶板3223,在底板3221的上端固定连接有限位板324,前侧的输送机构1中的输送轮13转动连接于限位板324。
立板12、顶板3223、底板3221以及限位板324组成移动架322且移动架322可一体成型,本实施例中,移动架322中的底板3221固定安装在滑块323上,限位板324可避免两组输送机构1在相互靠近时两组输送机构1中的输送轮13相碰撞。在两块限位板324抵接时,两块底板3221也抵接,此时两块顶板3223未接触,即两块顶板3223之间留有空隙,便于铝合金框架7从该空隙中吊装进粘结机构32的两组输送机构1中间,从而便于粘结。
对于第一吸附组件,包括用于吸附玻璃板6的第一吸盘320、对第一吸盘320充放气的第一气泵328、驱动第一气泵328靠近或远离另一侧的输送机构1的移动气缸327,第一气缸固定在立板12上,第一气泵328固定连接于移动气缸327的输出端。具体地,对于前侧的输送机构1来说,第一气泵328以及移动气缸327均安装在立板12的第二面18上,第一气泵328滑动连接于立板12,移动气缸327固定连接于立板12,第一吸盘320设置在立板12的第一面17上并与立板12滑动连接,在气泵的作用下通过吸盘可将该输送机构1上的玻璃板6吸附住,避免粘结过程中发生偏移或掉落,再通过移动气缸327驱动第一气泵328和第一吸盘320向两组输送机构1中间靠近,从而与吊装在两组输送机构1之间的铝合金框架7粘结,同理后侧的第一吸附组件将后侧的输送机构1上的玻璃板6吸附并向前移动,与铝合金框架7粘结。
对于打胶装置4,如附图11、附图12所示,也包括两组输送机构1,两组输送机构1的输送方向重合且输送机构1中的立板12上的第一面17朝向相同,另外打胶装置4中的输送机构1上的输送轮13外周上连接有连接带45,连接带45上沿输送方向阵列分布设置有用于夹持粘结后的中空玻璃的若干个第二夹块46,两组输送机构1之间留有用于安装打胶机构的空间。
具体地,打胶装置4中的两组输送机构1左右分布设置,且输送机构1中的立板12第一面17朝前设置,为便于说明,将左侧的输送机构1称为第一移动机构41,将右侧的输送机构1称为第二移动机构42。另外,打胶装置4中的两组输送机构1中的底座11与立板12之间也可拆卸连接,且本实施例中该两组输送机构1中的底座11也并未安装,在立板12的前侧还设有侧板431,用于支撑输送轮13,并与立板12及输送轮13形成H型便于固定到地面上。
本实施例中,第二夹块46与第一夹块202区别在于夹槽203的宽度不同,第一夹块202仅用于夹持单块玻璃板6,第二夹块46则需夹持粘结后的中空玻璃。
在第一移动机构41与第二移动机构42中的侧板431之间连接有连接机构43,连接机构43包括固定在两块侧板431上的连接导轨432,连接导轨432上滑动连接有连接块441,连接导轨432与外接电源电性连接并驱动连接块441在第一移动机构41与第二移动机构42之间左右往复移动。在连接块441上固定连接有支撑气缸443,支撑气缸443后侧输出端连接有支撑板442,在第一移动机构41、第二移动机构42移动输送中空玻璃时,支撑气缸443驱动支撑板442抵接到中空玻璃上,对中空玻璃起到支撑作用,减小打胶过程中中空玻璃的晃动,另外连接导轨432驱动连接块441移动速度与第一移动机构41、第二移动机构42带动中空玻璃的移动速度相同,从而避免支撑板442在支撑过程中与中空玻璃发生相对滑移,造成中空玻璃表面刮损。
对于打胶机构,包括竖向导轨481、沿竖向导轨481升降滑动的升降块482、固定在升降块482上的调节电机483、连接于调节电机483输出端的胶水箱484、与胶水箱484连通的喷胶头485。本实施例中,竖向导轨481与外接电源电性连接,通过外接电源供电可驱动升降块482上下滑动,从而通过喷胶头485可将胶水喷涂到中空玻璃的竖向两侧边上;另外,通过调节电机483驱动使喷胶头485旋转90°,此时通过第一移动机构41与第二移动机构42带动中空玻璃左右移动,从而使中空玻璃的上下两侧边也可喷涂上胶水,方便快捷,打胶效率高。
对于下料装置5,如附图13所示,下料装置5设置在第二移动机构42的前侧,打胶完后的中空玻璃完全移动至第二移动机构42上,通过下料装置5将第二移动机构42上的中空玻璃取下统一存放。具体地,下料装置5包括放置架51、抬升气缸52、固定安装在抬升气缸52顶部输出端的旋转电机53、固定在旋转电机53顶部输出端的第二气泵54以及连接于第二气泵54的第二吸盘55。
在第二气泵54作用下通过第二吸盘55将中空玻璃吸附住,通过抬升气缸52与旋转电机53配合驱动,将中空玻璃移动至放置架51上,再松开第二吸盘55即可。
本申请实施例的一种中空玻璃的生产设备的实施原理:
首先,将单块玻璃板6放置到最左侧的输送机构1上,通过该输送机构1将单块玻璃板6移动至清洗装置2中的夹持机构上,第一夹块202夹持住玻璃板6,夹持组中的夹轮206则夹紧玻璃板6;
其次,喷头25启动并向玻璃板6喷清洗液进行清洗,清洗完毕后,启动伸缩气缸24并打开分隔板241,此时启动驱动电机并带动移动丝杆28旋转,从而带动滑移台201向右移动,直至将玻璃板6移动至烘干区内,通过电热板26加热并对玻璃板6进行烘干,烘干后滑移台201继续向右移动,并使玻璃板6与清洗箱21右侧的输送机构1中的输送轮13接触,在摩擦力作用下使玻璃板6向右移动并与滑移台201上的夹持机构脱离,滑移台201在驱动电机驱动下向左滑移复位并用于夹持下一块玻璃板6;
然后,清洗后的玻璃板6通过清洗装置2与粘结装置3之间的输送机构1进行输送,并将玻璃板6输送至粘结机构32中位于前侧的输送机构1上,此时通过前侧的第一吸附组件将玻璃板6吸附,并通过移动组件使两组输送机构1同步向前移动,使后侧的输送机构1位于接收玻璃板6的工位上,直至第二块清洗后的玻璃板6输送到后侧的输送机构1上,再通过后侧的第一吸附组件将第二块玻璃板6吸附住,此时通过移动组件使两侧的输送机构1相互靠近滑动,直至限位板324相抵接,再通过框架吊放机构31将铝合金框架7吊放到两块玻璃板6之间,通过移动气缸327使两块玻璃板6相互靠近并与铝合金框架7同时粘结成中空玻璃,粘结后,后侧的第一吸盘320松开中空玻璃,前侧的第一吸附组件将中空玻璃向前移动至前侧的输送机构1上,再通过前侧的输送机构1将中空玻璃移动至粘结机构32右侧的输送机构1上;
再然后,通过粘结装置3与打胶装置4之间的输送机构1输送,将中空玻璃移动至第一移动机构41上,并通过支撑板442进行支撑,当中空玻璃的右侧端面位于打胶工位时,打胶机构中的升降导轨启动并使喷胶头485向下移动,从而对中空玻璃的右侧边进行打胶,直至右侧边完全喷胶,此时通过调节电机483驱动喷胶头485顺时针旋转90°,此时第一移动机构41带动中空玻璃向右移动,从而通过喷胶头485对中空玻璃的下侧边进行喷胶,直至下侧边完全喷胶,此时中空玻璃位于第二移动机构42上,再通过调节电机483驱动喷胶头485顺时针旋转90°,此时打胶机构中的升降导轨启动并使喷胶头485向上移动,从而对中空玻璃的左侧边进行打胶,直至左侧边完全喷胶,最后通过调节电机483驱动喷胶头485顺时针旋转90°,此时第二移动机构42带动中空玻璃向左移动,从而通过喷胶头485对中空玻璃的上侧边进行喷胶,直至上侧边完全喷胶,此时中空玻璃位于第一移动机构41上,此时中空玻璃的四周侧边均完全打胶,通过第一移动机构41和第二移动机构42带动打胶后的中空玻璃向右移动至第二移动机构42上并松开支撑板442;
最后,通过第二吸盘55将中空玻璃吸附住,通过抬升气缸52与旋转电机53配合驱动,将中空玻璃移动至放置架51上,再松开第二吸盘55即可。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
- 一种用于中空玻璃打胶的输送装置
- 一种玻璃瓶装牛奶生产线输送用呈倾倒状下架的缓冲装置
- 一种变压器磁环的自动化生产设备和输送翻转机构
- 一种输送装置及手帕纸生产设备
- 一种连续真空镀膜生产线用玻璃装夹装置测速机构
- 一种夹层中空玻璃生产用粘结材料涂覆设备
- 一种夹层中空玻璃生产用粘结材料涂覆设备