一种薄壁钢内胆热处理装置及方法
文献发布时间:2023-06-29 06:30:04
技术领域
本发明属于压力容器技术领域,尤其涉及一种薄壁钢内胆热处理装置及方法。
背景技术
车用燃料电池在市场普及率很高,作为储存燃料的压力容器气瓶是其关键的零部件。在节能减排的大环境下,轻量化是其发展的方向。
压力容器气瓶的内部通常设置有钢内胆,钢内胆的热处理通常用浸水淬火或喷淋淬火。薄壁内胆在淬火过程中很容易产生变形,从而影响其疲劳性能,造成其使用寿命缩短。因此,亟需提供一种在淬火时可以使钢内胆均匀受力,避免其发生变形的薄壁钢内胆热处理装置及方法。
发明内容
本发明的目的是提供一种薄壁钢内胆热处理装置及方法,以解决上述问题,达到在对薄壁钢内胆进行淬火时,使钢内胆的内部均匀受力,避免其发生变形的目的。
为实现上述目的,本发明提供了如下方案:一种薄壁钢内胆热处理装置,包括:
淬火炉,所述淬火炉的出料端开设有开口,所述淬火炉的出料端设置有送料门组件,所述送料门组件与所述开口对应设置,所述淬火炉内设置有步进传送单元,所述步进传送单元与钢内胆对应设置;
喷淋淬火机构,所述喷淋淬火机构包括滚件部,所述滚件部用于使所述钢内胆在淬火时进行滚动,所述滚件部的上方设置有喷淋部和减速组件,所述滚件部的下方设置有顶出组件,所述顶出组件用于在所述钢内胆完成淬火后将所述钢内胆从所述滚件部内顶出,所述滚件部的进料端与所述送料门组件对应设置;
储液箱,所述滚件部和所述顶出组件位于所述储液箱的顶部,所述储液箱的顶部设置有回液口,所述滚件部与所述回液口对应设置,所述喷淋部与所述储液箱对应设置。
优选的,所述步进传送单元包括水平固定连接在所述淬火炉内的若干组支撑梁和竖向滑动连接在所述淬火炉内的若干组活动梁,相邻两所述支撑梁之间设置有间隙,所述活动梁对应设置在所述间隙内,若干所述活动梁通过连接板连接,所述连接板位于所述支撑梁的下方,若干所述支撑梁和若干所述活动梁分别与所述钢内胆对应设置,所述连接板的底部与所述淬火炉的内侧底部之间设置有驱动部。
优选的,所述驱动部包括两组竖直固定连接在所述淬火炉内侧底部上的第二油缸,两组所述第二油缸的伸出端与所述连接板的底部固定连接。
优选的,所述送料门组件包括竖向固定连接在所述淬火炉顶部的第一油缸,所述第一油缸位于所述淬火炉的出料端,所述第一油缸的伸出端固定连接有L型架,所述L型架的底部固定连接有炉门,所述炉门与所述淬火炉的出料端开口对应设置,所述炉门远离所述淬火炉的侧壁边部固定连接有撑杆,所述撑杆的底部倾斜固定连接有接料导轨,所述接料导轨与所述滚件部对应设置。
优选的,所述滚件部包括倾斜设置的固定导轨,所述固定导轨中部开设有通孔,所述通孔内转动连接有两组旋转轴,两组所述旋转轴的轴线方向与所述钢内胆的滚动方向相垂直,两组所述旋转轴与所述固定导轨之间分别设置有第一驱动组件,所述固定导轨的进料端和出料端分别固定连接有传送导轨和输送导轨,所述传送导轨和所述输送导轨分别固定连接在所述储液箱的顶部,所述传送导轨与所述接料导轨对应设置,所述固定导轨上固定连接有支架,所述喷淋部和所述减速组件分别固定连接在所述支架上。
优选的,所述喷淋部包括固定连接在所述支架上的三组淬火槽,三组所述淬火槽的底部分别开设有开口调节组件,三组所述开口调节组件分别与所述钢内胆对应设置,三组淬火槽的顶部分别设置有进液口,三组所述进液口与所述储液箱之间连通淬火液管道,所述淬火液管道上连通有泵体。
优选的,所述开口调节组件包括开设在所述淬火槽底部的漏液口,所述漏液口内滑动连接有滑盖,所述滑盖的一端贯穿所述淬火槽的侧壁。
优选的,所述减速组件包括固定连接在所述支架上靠近所述淬火炉一端的减速壳体,所述减速壳体内的一侧壁上固定连接有固定块,所述减速壳体远离所述固定块的侧壁上螺纹贯穿有螺杆,所述螺杆的一端固定连接有手轮,所述螺杆的另一端转动连接有挤压块,所述挤压块与所述固定块之间抵接有减速链条,所述减速链条的两端分别贯穿所述减速壳体的顶壁和底壁且所述减速链条的底端与所述钢内胆对应设置。
优选的,所述顶出组件包括固定连接在所述储液箱顶部的顶出壳体,所处顶出壳体内竖向滑动连接有齿条,所述齿条的顶端贯穿所述顶出壳体的顶壁且与所述钢内胆对应设置,所述顶出壳体的内侧固定连接有第一电机,所述第一电机的输出轴同轴线固定套设有齿轮,所述齿轮与所述齿条相啮合。
一种薄壁钢内胆热处理方法,操作步骤包括,
S1、调节减速组件,使钢内胆经过减速组件后顺利停止在滚件部的指定位置上,调节喷淋部,以达到合适的喷淋流量和喷淋角度;
S2、按照生产节拍,每个节拍将一个钢内胆送进淬火炉内并放置到步进传送单元上,步进传送单元按节拍规律将钢内胆向出料端传送,并使钢内胆在淬火炉内完成淬火预热;
S3、预热完成后的钢内胆经送料门组件传送到滚件部上并由滚件部驱动钢内胆绕其自身轴线进行转动;
S4、启动喷淋组件开始对钢内胆进行喷淋淬火;
S5、喷淋淬火完成后启动顶出组件,向上顶钢内胆,使钢内胆从滚件部自动滚出,完成淬火。
与现有技术相比,本发明具有如下优点和技术效果:淬火炉的主要作用是对多组钢内胆进行淬火前预加热;步进传送单元的主要作用是自动滚动传送钢内胆,钢内胆滚动过程可以使其加热均匀,防止变形,同时可以方便的对步进节拍进行控制,提高预热的效果;滚件部的主要作用是在淬火时使钢内胆处于转动状态,可以使淬火过程均匀进行;喷淋部的主要作用是泵出储液箱中的淬火液,与滚件部配合,通过采用三帘分布旋转喷淋淬火,使钢内胆均匀受力;减速组件的主要作用是使钢内胆在滚落入滚件部前可以进行柔和的减速,避免冲击力过大造成碰撞变形;顶出组件的主要作用是在淬火完成后将钢内胆自动顶出本发明的热处理装置。整体上,本发明在对薄壁钢内胆进行淬火时,通过采用三帘分布旋转喷淋淬火可以使钢内胆的内部均匀受力,避免其因内部受热不均发生变形,同时钢内胆在热处理装置中转运时可以防止出现碰撞变形,提高成品性能,保证产品尺寸,有利于促进车载压力容器轻量化发展,且淬火过程节拍易于控制,能高效进行运转。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
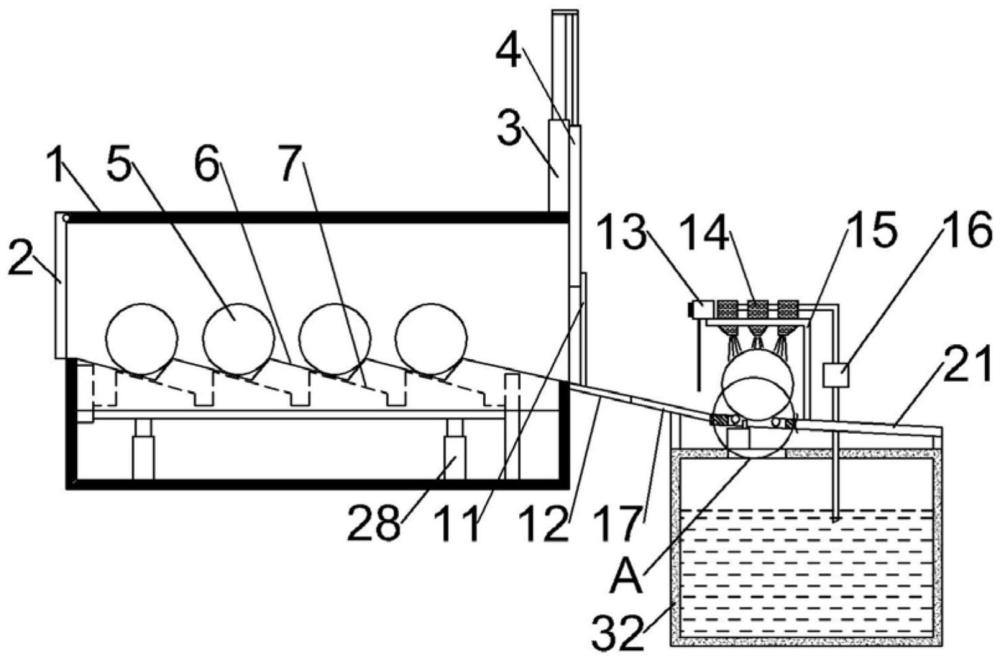
图1为本发明热处理装置的主视剖视图;
图2为图1中的A局部放大图;
图3为本发明步进传送单元的俯视图;
图4为本发明步进传送单元的左视图;
图5为本发明减速组件的剖视图;
图6为本发明顶出组件的剖视图;
图7为本发明开口调节组件的剖视图;
图8为本发明送料门关闭的示意图;
其中,1、淬火炉;2、进料门;3、第一油缸;4、炉门;5、钢内胆;6、支撑梁;7、活动梁;11、撑杆;12、接料导轨;13、减速壳体;14、淬火槽;15、支架;16、泵体;17、传送导轨;18、固定导轨;19、顶出壳体;20、旋转轴;21、输送导轨;22、手轮;23、固定块;24、减速链条;25、挤压块;26、齿轮;27、第一电机;28、第二油缸;29、滑盖;30、漏液口;31、齿条;32、储液箱。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
参照图1-8所示,本发明提供了一种薄壁钢内胆热处理装置,包括:
淬火炉1,淬火炉1的出料端开设有开口,淬火炉1的出料端设置有送料门组件,送料门组件与开口对应设置,淬火炉1内设置有步进传送单元,步进传送单元与钢内胆5对应设置;
喷淋淬火机构,喷淋淬火机构包括滚件部,滚件部用于使钢内胆5在淬火时进行滚动,滚件部的上方设置有喷淋部和减速组件,滚件部的下方设置有顶出组件,顶出组件用于在钢内胆5完成淬火后将钢内胆5从滚件部内顶出,滚件部的进料端与送料门组件对应设置;
储液箱32,滚件部和顶出组件位于储液箱32的顶部,储液箱32的顶部设置有回液口,滚件部与回液口对应设置,喷淋部与储液箱32对应设置。
淬火炉1的主要作用是对多组钢内胆5进行淬火前预加热;步进传送单元的主要作用是自动滚动传送钢内胆5,钢内胆5滚动过程可以使其加热均匀,防止变形,同时可以方便的对步进节拍进行控制,提高预热的效果;滚件部的主要作用是在淬火时使钢内胆5处于转动状态,可以使淬火过程均匀进行;喷淋部的主要作用是泵出储液箱32中的淬火液,与滚件部配合,通过采用三帘分布旋转喷淋淬火,使钢内胆均匀受力;减速组件的主要作用是使钢内胆5在滚落入滚件部前可以进行柔和的减速,避免冲击力过大造成碰撞变形;顶出组件的主要作用是在淬火完成后将钢内胆5自动顶出本发明的热处理装置。整体上,本发明在对薄壁钢内胆进行淬火时,通过采用三帘分布旋转喷淋淬火可以使钢内胆的内部均匀受力,避免其因内部受热不均发生变形,同时钢内胆在热处理装置中转运时可以防止出现碰撞变形,提高成品性能,保证产品尺寸,有利于促进车载压力容器轻量化发展,且淬火过程节拍易于控制,能高效进行运转。
进一步优化方案,步进传送单元、滚件部、喷淋部和顶出组件均由同一控制器进行控制。
进一步优化方案,步进传送单元包括水平固定连接在淬火炉1内的若干组支撑梁6和竖向滑动连接在淬火炉1内的若干组活动梁7,相邻两支撑梁6之间设置有间隙,活动梁7对应设置在间隙内,若干活动梁7通过连接板连接,连接板位于支撑梁6的下方,若干支撑梁6和若干活动梁7分别与钢内胆5对应设置,连接板的底部与淬火炉1的内侧底部之间设置有驱动部。
进一步优化方案,驱动部包括两组竖直固定连接在所述淬火炉1内侧底部上的第二油缸28,两组第二油缸28的伸出端与所述连接板的底部固定连接。
支撑梁6和活动梁7都具有相同长度的斜面凹槽工位,支撑梁6上的凹槽可以使钢内胆5在其中稳定放置。待一个步进节拍后,控制器控制两组第二油缸28向上伸出伸缩杆,伸缩杆向上伸出时带动连接板上升,连接板上升带动若干组活动梁7进行上升,活动梁7上升托起钢内胆5,使钢内胆5脱离支撑梁6的凹槽并在活动梁7的斜面上向前滚动,直至钢内胆5落入活动梁7的凹槽工位中,随后两组第二油缸28的伸缩杆下降,带动活动梁7下降,活动梁7带动钢内胆5一同下降,钢内胆5与支撑梁6的前一个斜面接触并滚动下滑,最终落入到支撑梁6前一个凹槽工位中,完成滚动步进工作。控制器控制第二油缸28按节拍伸出、收回伸缩杆,周而复始,使钢内胆5在淬火炉1中能交替通过活动梁7和支撑梁6上的斜面不断滚动前进。
进一步优化方案,送料门组件包括竖向固定连接在淬火炉1顶部的第一油缸3,第一油缸3位于淬火炉1的出料端,第一油缸3的伸出端固定连接有L型架,L型架的底部固定连接有炉门4,炉门4与淬火炉1的出料端开口对应设置,炉门4远离淬火炉1的侧壁边部固定连接有撑杆11,撑杆11的底部倾斜固定连接有接料导轨12,接料导轨12与滚件部对应设置。
每个节拍,第二油缸28将活动梁7抬升前,控制器会先控制第一油缸3伸出伸缩杆,伸缩杆通过L型架将炉门4向上抬升,使淬火炉1出料端的开口打开,同时炉门4上升会通过撑杆11将接料导轨12一同提升,使接料导轨12将淬火炉出口和滚件部进行连。最靠近炉门4的钢内胆在活动梁7的抬升下从淬火炉1中沿接料导轨12滚入到喷淋淬火机构内。
撑杆11固定连接在炉门4的两侧壁上,可以避免撑杆11阻碍钢内胆5滚动的情况发生。
进一步优化方案,淬火炉1的进料端设置有进料开口,进料开口的顶部铰接有进料门2。
将进料门2打开后,可向淬火炉1内放置钢内胆5前。进料门2的设置有利于保持淬火炉内的温度。
进一步优化方案,滚件部包括倾斜设置的固定导轨18,固定导轨18中部开设有通孔,通孔内转动连接有两组旋转轴20,两组旋转轴20的轴线方向与钢内胆5的滚动方向相垂直,两组旋转轴20与固定导轨18之间分别设置有第一驱动组件,固定导轨18的进料端和出料端分别固定连接有传送导轨17和输送导轨21,传送导轨17和输送导轨21分别固定连接在储液箱32的顶部,传送导轨17与接料导轨12对应设置,固定导轨18上固定连接有支架15,喷淋部和减速组件分别固定连接在支架15上。
进一步优化方案,第一驱动组件包括两组固定连接在固定导轨18侧壁上的第三电机(图中未示出),两组第三电机的输出轴分别贯穿通孔的侧壁且与两组旋转轴20同轴线固定连接,旋转轴20远离第三电机的一端设置有检测开关(图中未示出)。
当旋转轴20未转时,检测开关可以进行报警提示。
钢内胆5滚落到两组旋转轴20之间后,会被两组旋转轴20托住。控制器控制两组第三电机同向同步转动,带动两组旋转轴20进行同向的同步转动,从而驱动钢内胆5进行转动,实现旋转淬火。
进一步优化方案,喷淋部包括固定连接在支架15上的三组淬火槽14,三组淬火槽14的底部分别开设有开口调节组件,三组开口调节组件分别与钢内胆5对应设置,三组淬火槽14的顶部分别设置有进液口,三组进液口与储液箱32之间连通淬火液管道,淬火液管道上连通有泵体16。
进一步优化方案,开口调节组件包括开设在淬火槽14底部的漏液口30,漏液口30内滑动连接有滑盖29,滑盖29的一端贯穿淬火槽14的侧壁。
储液箱32内的淬火液为一定浓度的PAG水溶液。
在进行淬火前,操作人员首先对三组淬火槽14底部的开口分别进行调节。操作人员通过拉动滑盖29调节滑盖29封堵漏液口30的面积,进而实现对淬火槽14底部开口的大小调节。在钢内胆5落入两旋转轴20之间并开始旋转后,控制器控制泵体16工作,将储液箱32内的淬火液通过淬火液管道泵入到三组淬火槽14内,再分别从底部的开口喷出。三组淬火槽14以不同角度喷淋冷却钢内胆5,配合旋转轴20转动钢内胆5,使喷淋受力及冷却效果均匀。喷出的淬火液透过两组旋转轴20经储液箱32的回液口回流到储液箱32内。
进一步优化方案,减速组件包括固定连接在支架15上靠近淬火炉1一端的减速壳体13,减速壳体13内的一侧壁上固定连接有固定块23,减速壳体13远离固定块23的侧壁上螺纹贯穿有螺杆,螺杆的一端固定连接有手轮22,螺杆的另一端转动连接有挤压块25,挤压块25与固定块23之间抵接有减速链条24,减速链条24的两端分别贯穿减速壳体13的顶壁和底壁且减速链条24的底端与钢内胆5对应设置。
当需要调节减速链条24向下伸出的长短时,操作人员可通过转动手轮22,手轮22转动带动螺杆在减速壳体13内向外转出,带动挤压块25远离固定块23,使挤压块25和固定块23不再挤压减速链条24,拉动减速链条24的上端进行高低收放,直至减速链条24的底端距固定导轨18达到预定的高度,在反向拧动手轮22,使挤压块25将减速链条24挤压在其与固定块23之间即可。
钢内胆5滚动到与减速链条24接触后,会推动减速链条24,从而实现减速目的,同时减速链条24为柔性结构,可以有效避免钢内胆5收到较大冲击。
进一步优化方案,顶出组件包括固定连接在储液箱32顶部的顶出壳体19,所处顶出壳体19内竖向滑动连接有齿条31,齿条31的顶端贯穿顶出壳体19的顶壁且与钢内胆5对应设置,顶出壳体19的内侧固定连接有第一电机27,第一电机27的输出轴同轴线固定套设有齿轮26,齿轮26与齿条31相啮合。
在淬火完成后,控制器控制第一电机27转动,第一电机27转动带动齿条31向上移动,顶住钢内胆5的中间靠淬火炉1的部位,使钢内胆5脱离靠近淬火炉1的旋转轴20,并最终滚过远离淬火炉1的旋转轴20,经输送导轨滚动到下一级工序,完成淬火。
一种薄壁钢内胆热处理方进一步优化方案,操作步骤包括,
S1、调节减速组件,使钢内胆5经过减速组件后顺利停止在滚件部的指定位置上,调节喷淋部,以达到合适的喷淋流量和喷淋角度;
S2、按照生产节拍,每个节拍将一个钢内胆5送进淬火炉1内并放置到步进传送单元上,步进传送单元按节拍规律将钢内胆5向出料端传送,并使钢内胆5在淬火炉1内完成淬火预热;
生产节拍为3-5min,即每隔3-5min将一个需要热处理的钢内胆5放入到淬火炉中。
S3、预热完成后的钢内胆经送料门组件和减速组件传送到滚件部上并由滚件部驱动钢内胆5绕其自身轴线进行转动;
S4、启动喷淋组件开始对钢内胆5进行喷淋淬火;
钢内胆5从出炉到开始淬火时间控制在12秒以内。
S5、喷淋淬火完成后启动顶出组件,向上顶钢内胆5,使钢内胆5从滚件部自动滚出,完成淬火。
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
- 一种大型薄壁件的热处理方法
- 一种安全的钢铁热处理装置及热处理方法
- 一种圆筒形不锈钢薄壁波纹管电抛光方法
- 一种T250钢薄壁筒形件的热处理变形控制方法
- 一种9Cr18钢大直径薄壁轴承套圈热处理方法