一种铝合金口框的加工工装以及加工方法
文献发布时间:2024-01-17 01:12:29
技术领域
本发明属于机械加工技术领域,具体涉及一种铝合金口框的加工工装以及加工方法。
背景技术
铝合金密度小、强度高,被广泛应用于航空航天领域,能有效减轻结构重量,提高运载能力和射程。由于铝合金材料的强度较高,材料淬火后的内应力较大,材料由表及里应力呈不均匀分布,同时,强度越高,机械加工后的应力越大,当叠加后的应力超过材料薄弱处屈服极限时,零件将产生变形。
口框类零件多为薄壁圆弧铆接结构件,中间开口,铆接于舱段内壁可以安装功能器件或者作为操作开口,铝合金口框类零件生产过程如下:
(1)数控铣加工零件六方;
(2)数控铣加工零件,形成工艺夹头;
(3)压板压工艺夹头进行装夹固定,加工零件内型面至目标尺寸;
(4)取下压板,零件翻面,再用压板压工艺夹头,加工零件外型面至目标尺寸;
(5)线切割去除工艺夹头。
现有技术的铝合金口框类零件在生产中易产生变形,精度低,后续总装铆接时与舱段内壁贴合间隙大,影响铆接。
发明内容
为解决上述技术问题,本发明提供一种铝合金口框的加工工装以及加工方法,提高零件整体的刚度,避免铝合金材料机械加工过程中厚度变薄产生变形,保证与舱段内壁贴合。
本发明采取的一个技术方案为:提供了一种铝合金口框的加工工装,包括:
支撑台,设有与所述口框的内型面匹配的随形面;
底座,连接于所述支撑台和底座,所述底座和所述支撑台均设有固定所述口框的固定件。
在一些实施例中,所述支撑台上设有至少两个间隔设置的定位销,所述定位销与所述口框的开口位置对应。
在一些实施例中,所述底座沿所述口框宽度方向的两侧分别可拆卸连接有用于压紧所述口框宽度方向的外侧边的压板,所述压板形成所述固定件。
在一些实施例中,所述支撑台上设有可拆卸的用于固定所述口框的螺纹件,所述螺纹件与所述口框的开口位置对应,所述螺纹件形成所述固定件。
在一些实施例中,所述底座沿所述口框长度方向的两侧分别设有用于固定于工作台上的压板槽。
在一些实施例中,所述随形面中与所述口框的开口对应的部分为水平设置的第一定位面。
本发明采用的另一个技术方案为:提供了一种铝合金口框的加工方法,适用于前述的加工工装,所述加工方法包括如下步骤:
将内型面加工至目标尺寸的精加工零件置于支撑台,且内型面与随形面匹配;
用固定件将精加工零件固定于支撑台,依次进行外型面和口框的开口加工。
在一些实施例中,所述将内型面加工至目标尺寸的精加工零件置于支撑台,具体包括:
粗加工初坯至四面见光;
对粗加工后的初坯精加工厚度两面,使厚度两面的平行度不大于0.2mm,然后加工内型面、工艺孔以及至少两个与加工工装的定位销匹配的定位孔,内型面加工至目标尺寸,获得精加工零件;
将所述精加工零件置于支撑台,定位销插入对应的所述定位孔内。
在一些实施例中,所述加工内型面过程中,内型面对应口框开口的位置加工成与第一定位面匹配的第二定位面。
在一些实施例中,所述用固定件将所述精加工零件固定于支撑台,依次进行外型面和口框的开口加工,具体包括:
将螺纹件插入工艺孔内,连接精加工零件和支撑台,然后用压板压紧所述精加工零件的宽度方向的两个侧部,加工外型面;
将所述螺纹件取下,加工口框开口至目标尺寸。
本发明的有益效果至少包括:
本发明所提供的铝合金口框的加工工装包括支撑台和底座,支撑台设有与口框的内型面匹配的随形面,可将内型面加工至目标尺寸的精加工零件倒扣于支撑台的随形面上对精加工零件进行外型面加工;底座连接于支撑台和底座,底座和支撑台均设有固定口框的固定件,通过固定件可将内型面加工至目标尺寸的零件固定于支撑台。本发明中零件的内型面加工至目标尺寸后,将精加工零件倒扣于支撑台的支撑面上,再用固定件将精加工零件固定于支撑台,支撑面与内型面匹配,可以在外型面以及开口加工过程中始终保持良好的支撑,提高精加工零件整体的刚度,避免铝合金材料机械加工过程中厚度变薄产生变形,保证与舱段内壁贴合;且不需要加工工艺台来装夹,减少了加工工艺台的步骤,提高了铝合金口框的加工效率。
附图说明
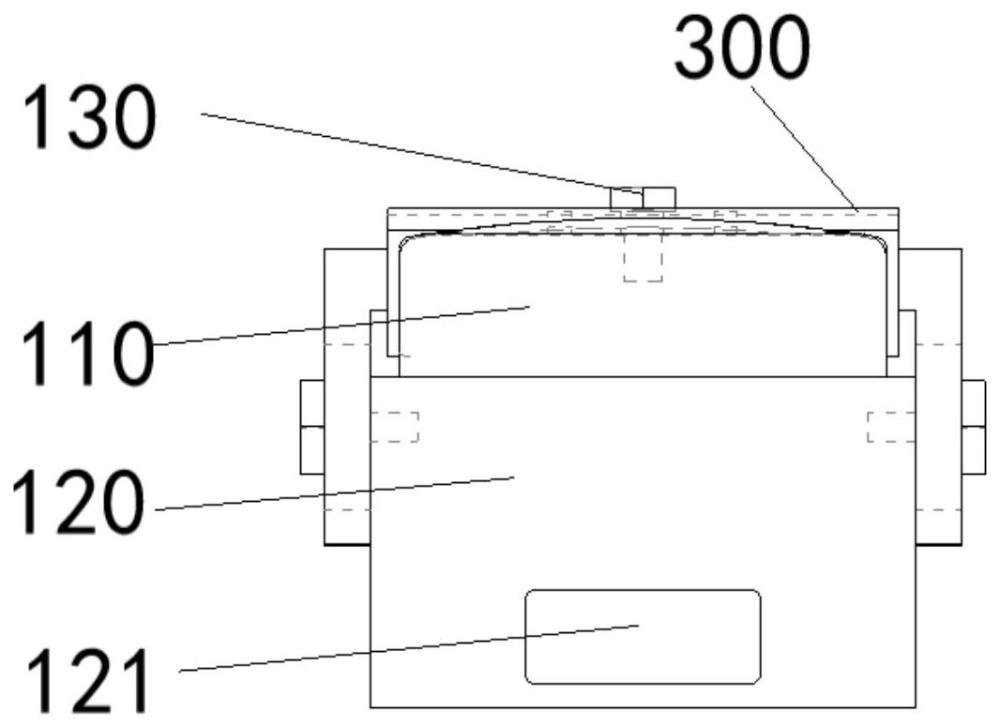
图1示出了实施例一的加工工装的底座和支撑台装配的结构示意图;
图2示出了图1的俯视图。
图3示出了图1的左视图。
图4示出了精加工零件的结构示意图。
图5示出了图4的精加工零件的俯视图。
图6示出了图4的精加工零件的左视图。
图7示出了加工工装装夹精加工零件的装配图。
图8示出了图7的俯视图。
图9示出了图7的左视图。
图10示出了铝合金口框的结构示意图。
图11示出了图10的A-A剖视图。
图12示出了图11的B向图。
图13示出了图11的俯视图。
附图标记说明:
100-加工工装;110-支撑台,111-随形面,112-定位销,113-压板,114-第一定位面;120-底座,121-压板槽;130-螺纹件。
200-铝合金口框;210-小端;220-大端;230-开口;240-内型面,250-外侧边。
300-精加工零件;310-第二定位面;320-待开口位置;330-定位孔;340-工艺孔。
具体实施方式
为了使本申请所属技术领域中的技术人员更清楚地理解本申请,下面结合附图,通过具体实施例对本申请技术方案作详细描述。
为了解决现有技术中铝合金口框加工过程变形严重,精度差,导致总装铆接时与舱段内壁间隙大的问题,本申请提供了一种铝合金口框的加工工装和加工方法。
实施例一
请结合图1至图3,本申请实施例提供的铝合金口框200的加工工装100包括支撑台110和底座120,支撑台110设有与口框的内型面240匹配的随形面111,可将内型面240加工至目标尺寸的零件倒扣于支撑台110的随形面111上对零件进行外型面加工;底座120连接于支撑台110和底座120,底座120和支撑台110均设有固定口框的固定件,通过固定件可将内型面240加工至目标尺寸的精加工零件300固定于支撑台110。
相关技术中通过加工出工艺夹头来进行零件装夹,工艺夹头位于零件的四周,在加工过程中,零件只能依靠自身的刚度来抵御加工变形,加工效率低,易变形;一般通过来回翻面来减小变形量,但是会导致加工后的零件质量不稳定。结合图4至图9,本发明中零件的内型面240加工至目标尺寸后,将精加工零件300倒扣于支撑台110顶部的作为支撑面的随形面111上,再用固定件将精加工零件300固定于支撑台110,随形面111与内型面240匹配,可以在外型面以及开口230加工过程中始终保持良好的支撑,提高精加工零件300整体的刚度,避免铝合金材料机械加工过程中厚度变薄产生变形,加工后的零件质量稳定;且不需要加工工艺台来装夹,减少了加工工艺台的步骤,提高了铝合金口框200的加工效率。
在使用时,结合图7和图9支撑台110在上,底座120在下,支撑台110的顶部设有随形面111,支撑台110和底座120也可以为一体式结构,也可以为分体式结构,在本实施例中,支撑台110和底座120为一体式结构,经过机械加工形成,稳定性高。
为了提高确定精加工零件300与支撑台110相对位置的效率,在一些实施例中,结合图2和图3,支撑台110上设有至少两个间隔设置的定位销112,结合图5,精加工零件300可加工出与定位销112对应的定位孔330,将定位销112插入精加工零件300的定位孔330中就可以完成零件与支撑台110的定位;为了避免定位孔330成为多余结构,在某些实施例中,结合图10,两个定位销112与口框的开口230位置对应,即定位孔330开设在口框开口230的位置,在后续的开口230加工后,定位孔330会被去除。定位销112的数量可以为两个、三个或者四个,本申请不作具体限制。
为了实现精加工零件300与支撑台110之间的固定,请结合图9,在一些实施例中,底座120沿口框宽度方向的两侧分别可拆卸连接有用于压紧口框宽度方向的外侧边的压板113,压板113形成固定件,在需要固定精加工零件300时,请结合图9,将压板113的一端连接于底座120,另一端就会抵紧零件沿宽度方向的外侧面,具体地,压板113可通过螺纹件130例如螺钉连接于底座120,螺纹间的轴向沿着口框的宽度方向即水平方向延伸,压板113设于供螺纹间穿过的过孔,过孔可沿着端板的长度方向延伸,以调整压板113与零件的相对位置。
在一些实施例中,结合图7至图9,支撑台110上设有可拆卸的用于固定口框的螺纹件130,螺纹件130形成固定件,螺纹件130可选用螺钉,在应用时先用螺钉将零件与支撑台110连接,可对精加工零件300进行竖向限位,再将两个压板113抵压在零件宽度方向的两侧,可对零件进行水平限位;螺纹件130与口框的开口230位置对应,可在后续加工精加工零件300开口230时将螺纹件130取下,将精加工零件300上加工的用于与螺纹件130连接的工艺孔一并去除。
为了将工装固定于加工的工作台,在一些实施例中,结合图1和图7,底座120沿口框长度方向的两侧分别设有用于固定于工作台上的压板槽121,可将加工工作台的压板113压设于压板槽121内,使得工装固定于工作台,从而将零件固定于工作台。一般来说,口框的长度方向与舱段的轴向平行。
在一些实施例中,结合图2,随形面111中与口框的开口230对应的部分为水平设置的第一定位面114,该第一定位面114可作为Z向加工基准,当然在其他实施例中,还可以在零件中加工出基准面,本申请不作具体限制。
实施例二
基于与实施例一相同的技术构思,本申请实施例还提供了一种铝合金口框200的加工方法,适用实施例一的加工工装100,在该加工工装100的配合下可实现铝合金口框200的加工,且效率高,精度好。
请结合图10至图13,铝合金口框200的形状不规则,铝合金口框200一般具有沿长度方向相对设置的大端220和小端210,小端210朝向内侧弯折,铝合金口框200的大端220和小端210的均设有与舱段配合的圆弧,铝合金口框宽度方向的两侧设有外侧边250,外侧边250的两端连接于大端220和小端210,外侧边250、大端220和小端210合围成内腔,铝合金口框200设有与内腔连通的开口。
本申请实施例提供的加工方法包括如下步骤:
S1、将内型面240加工至目标尺寸的精加工零件300置于支撑台110,且内型面240与随形面111匹配;
支撑台110的随形面111与内型面240匹配,二者零间隙,在加工中支撑台110可为零件提供整体的刚性,减小后续加工中的变形。
在一些实施例中,将内型面240加工至目标尺寸的零件置于支撑台110,具体包括:
S11、粗加工初坯至四面见光;
S12、结合图4至图6,对所述粗加工后的初坯精加工厚度两面,使厚度两面的平行度不大于0.2mm,然后加工零件内型面240、工艺孔以及至少两个与加工工装100的定位销112匹配的定位孔330,内型面240加工至目标尺寸,获得精加工零件300;
工艺孔用于与螺纹件130连接,使得零件与支撑台110竖向限位。定位孔330用于与定位销112匹配,实现零件与支撑台110的定位。
在一些实施例中,结合图5,加工内型面240过程中,内型面240对应口框开口230的位置加工成与第一定位面114匹配的第二定位面310,该第二定位面310可以作为后续加工的Z向基准。
S13、将精加工零件300置于支撑台110,定位销112插入对应的定位孔330内。
S2、用固定件将精加工零件300固定于支撑台110,依次进行外型面和口框的开口230加工。
在一些实施例中,用固定件将精加工零件300固定于支撑台110,依次进行外型面和口框的开口230加工,具体包括:
S21、将螺纹件130插入工艺孔内,连接精加工零件300和支撑台110,然后用压板113压紧精加工零件300的宽度方向的两个侧部,加工外型面;
S22、将螺纹件130取下,加工零件开口230至目标尺寸。
下面将结合具体的实施例对本申请的加工方法作详细说明。
如图10至图13所示,零件为铝合金爆炸螺栓口框,口框材料为5A06板材,尺寸为240mm×225mm×65mm,口框的尺寸为:大端220外圆弧半径为567mm,小端210外圆弧半径为476mm,厚度为3mm,加工方法包括:
(1)数控铣粗加工使零件四面见光,各面平面度0.2mm;
(2)数控铣精加工零件300的厚度两面,保证平行度不大于0.2mm;
(3)虎钳夹零件宽度方向两面,数控铣加工零件内型面240至目标尺寸,在待开口位置320数控铣第二定位面;
(4)在零件待开口位置320中心处加工1处工艺孔340及2处定位孔330,工艺孔340直径为18mm,定位销112孔的直径为10mm,两个定位孔330位于工艺孔340沿零件宽度方向的两侧;
(5)将步骤4加工后的零件内型面240倒扣置于加工工装100的随形面111上,工装定位销112穿过零件的定位孔330,螺钉从工艺孔340穿过拧入支撑台110,再将零件宽度方向的两个压板113拧紧,使得两个压板113分别压紧零件宽度方向的两个外侧面,完成零件与加工工装100的固定。
(6)将加工工装100与零件一起置于加工的工艺台上,通过压板113压紧加工工装100沿零件长度方向两侧面的压板槽121,以将加工工装100固定在机床上;零件的外型面朝上,将零件的坐标系z0设置在第二定位面310上,采用粗排量、精铣加工零件外锥面至尺寸。
(7)去掉螺钉和定位销112,数控铣加工中间方框开口230至110mm×106mm。
本发明提供的加工工装100和加工方法至少具有如下优点:
先加工铝合金口框200的内型面240至目标尺寸,再利用加工工装100固定零件,在后续的外型面加工中,加工工装100的随形面111与零件的内型面240零间隙贴合,提高了零件的整体刚度,避免了采用工艺台装夹加工中的变形问题,保证了尺寸精度,保证了产品的加工质量,该类零件的合格率达到了100%;
采用与铝合金口框200匹配的加工工装100固定一次成型,可去除现有技术中必须加工工艺台的工艺,减少了加工步骤,提高了生产效率;由于不需要加工工艺台,降低了对原材料的宽度尺寸要求,降低了原材料成本。
尽管已描述了本申请的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本申请范围的所有变更和修改。
显然,本领域的技术人员可以对本申请进行各种改动和变型而不脱离本申请的精神和范围。这样,倘若本申请的这些修改和变型属于本申请权利要求及其等同技术的范围之内,则本申请也意图包含这些改动和变型在内。
- 一种用于加工高精度显示器前框的工装及加工方法
- 一种手机中框加工专用固定装置及手机中框加工固定方法
- 一种平衡肘结构的车加工装夹工装及加工方法
- 一种耦合轴桥机加工装夹工装及其机加工方法
- 一种铝合金手机中框加工装置
- 一种铝合金中框加工装置