切网机
文献发布时间:2023-06-19 10:18:07
技术领域
本发明涉及一种切网机,属于滤清器生产设备技术领域。
背景技术
滤清器是指通过滤纸起过滤杂质或者气体的作用的配件,一般是指汽车滤清器,是发动机的配件。按不同过滤功能分为机油滤清器、燃油滤清器(汽油滤清器、柴油滤清器、油水分离器、液压滤清器)、空气滤清器等。滤清器配件包括滤网,滤网一般为厚度0.3mm左右的镍铁合金,生产时需要将整块的滤网通过人工切割成条形然后再进一步进行加工。但由此生产的滤清器容易存在一个问题,滤清器成型后,产品的使用效果不好,即气液等介质会从滤网与滤清器之间留存的间隙通过,而对此部分的介质没有起到过滤作用。分析原因为:滤网整体的平整度不好,会有卷曲,造成切割时滤网的切割边规整度不好,不仅两侧切割边的平行度不高,还易留存有毛边毛刺。在与滤清器的上下端盖配合时,配合不紧密,且毛边毛刺更容易将配合面划伤,造成配合间隙进一步扩大,影响使用效果。
发明内容
根据以上现有技术中的不足,本发明要解决的技术问题是:克服现有技术的不足,提供一种切网机,机器切网代替人工,提高滤网两侧切边的平整度,消除毛边毛刺的影响,从而提高滤清器的使用效果。
本发明所述的切网机,包括机架,机架上设有滤网拉动辊,滤网拉动辊之前设有滤网切割辊,所述的滤网切割辊包括在上的切割主辊和在下的切割副辊,切割主辊和切割副辊的轴线平行设置,所述的切割主辊上设有若干环形的切割主刀,切割副辊上设有若干环形的切割副刀,切割主刀与切割副刀一一对应。
滤网拉动辊提供动力,将滤网向前拉动前进,行进中的滤网被相向转动的滤网切割辊切割成所需的条形(如图7所示),不仅机器切网代替人工提高了工作效率,更重要的是保证了切网两侧的平行度,使滤网与上下端盖配合更为紧密,避免气液等介质会从滤网与滤清器之间留存的间隙通过而起不到过滤作用,从而整体提高了滤清器的使用效果。
本发明所述的切割主刀与切割副刀均包括刀刃和刀背,刀背磨砂处理,刀背的粗糙度Ra为0.11~0.25之间。刀刃将滤网切割后,旋转的刀背会对切割面进行研磨,通过实验分析并设置刀背的粗糙度Ra为0.11~0.25之间,能很好的适应滤网的厚度和镍铁材质,去除切割面的毛边毛刺,使切网两侧的规整度大大提高,滤清器成型后,避免配合面的划伤,避免配合间隙进一步扩大从而影响使用效果。
为充分适应0.2~0.5mm厚的镍铁材质的特性,优选的,所述的刀刃的刃角α为70~85°,刀背的背角β为45~70°,刀刃宽度a为0.2~0.5mm,刀背宽度b为0.8~2mm,重合度c为2~4mm。0.2~0.5mm厚的镍铁滤网切割后,切割处会产生卷边(左侧边向上卷,右侧边向下卷)。该结构的切割刀,可以非常适合对0.2~0.5mm厚的镍铁滤网进行截割,截割后切边光滑,平整度高,提高了滤清器的密封性。
进一步的优选,所述的刀刃的刃角α为80°,刀背的背角β为55°,刀刃宽度a为0.3mm,刀背宽度b为1.5mm,重合度c为3mm。适于对0.3mm厚的镍铁滤网进行截割。
本发明所述的切割主刀和切割副刀在切割主辊和切割副辊上的位置可根据所切滤网的宽度左右调节,增强了适配性。
本发明所述的滤网拉动辊包括在下的拉动主辊和在上的拉动副辊,拉动主辊和拉动副辊的轴线平行设置,且通过压紧螺栓压紧在一起。通过压紧螺栓可以调节拉动主辊和拉动副辊之间的紧密度,从而适应性调整对滤网拉动的夹持力度。
优选的,所述的拉动主辊和/或拉动副辊上设有若干橡胶环,防止拉动时打滑。
优选的,所述拉动副辊的两端设置在两侧的滑块上,滑块由压紧螺栓压紧,两侧的滑块之间设有提升杆,提升杆两端设有拉手;提升杆与拉动副辊的轴线平行设置。调整时,通过与拉动副辊平行的提升杆,和提升杆两侧的拉手,可以尽可能的保证两侧的升降幅度一致,方便调整操作的进行。
所述的滤网切割辊之前依次设有换向杆I、换向辊I、换向辊II和换向杆II,使滤网通过时形成Z字形的行走路径,使滤网拉紧的同时,至少进行一次折弯与反向折弯,提高进入滤网切割辊的滤网的平整度,有利于两侧切割边保持平行,提高成品滤清器的使用效果。
优选的,滤网通过时,换向杆I、换向辊I和换向辊II之间形成的滤网角度等于换向辊I、换向辊II和换向杆II之间形成的滤网角度,使得折弯与反向折弯的角度一致。
本发明与现有技术相比所具有的有益效果是:
本发明所述的切网机,结构合理设计巧妙,机器切网代替人工,一次切割多组,提高了工作效率,提高滤网两侧切边的平整度,消除毛边毛刺的影响,使滤网与上下端盖配合更为紧密,避免气液等介质会从滤网与滤清器之间留存的间隙通过而起不到过滤作用,从而整体提高了滤清器的使用效果。刀刃将滤网切割后,旋转的刀刃会对切割面进行研磨,通过实验分析并设置刀背的粗糙度Ra为0.11~0.25之间,能很好的适应滤网的厚度和镍铁材质,去除切割面的毛边毛刺,使切网两侧的规整度大大提高,滤清器成型后,避免配合面的划伤,避免配合间隙进一步扩大从而影响使用效果。切割宽度任意调节,适配性强,具有良好的经济效益。
附图说明
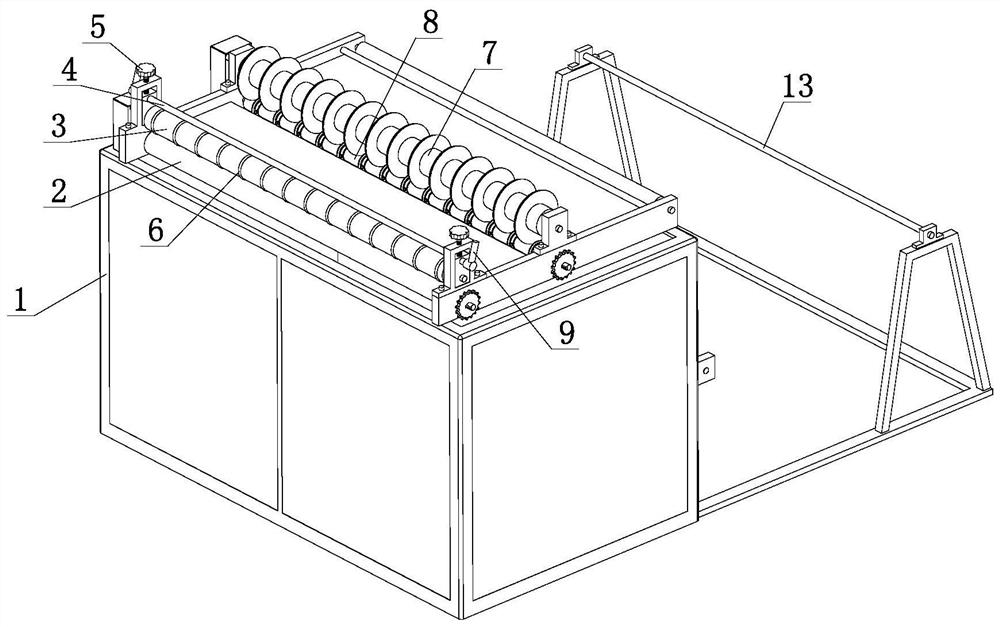
图1是本发明的立体结构示意图之一;
图2是本发明的立体结构示意图之二;
图3是本发明的侧视图;
图4是滤网切割辊的立体结构示意图;
图5是滤网切割辊的主视图;
图6是图5中A部位的局部放大图;
图7是滤网的切割示意图。
图中:1、机架;2、拉动主辊;3、拉动副辊;4、提升杆;5、压紧螺栓;6、橡胶环;7、切割主辊;8、切割副辊;9、拉手;10、换向杆I;11、换向辊I;12、换向辊II;13、换向杆II;14、切割主刀;15、切割副刀;16、电机;17、刀刃;18、刀背;19、滤网。
具体实施方式
下面结合实施例对本发明做进一步描述:
如图1~7所示,本发明所述的切网机,包括机架1,机架1上设有滤网拉动辊,滤网拉动辊之前设有滤网切割辊,所述的滤网切割辊包括在上的切割主辊7和在下的切割副辊8,切割主辊7和切割副辊8的轴线平行设置,所述的切割主辊7上设有若干环形的切割主刀14,切割副辊8上设有若干环形的切割副刀15,切割主刀14与切割副刀15一一对应。滤网拉动辊和滤网切割辊由同一台电机16驱动,电机16、滤网拉动辊和滤网切割辊均连接链轮,链轮之间通过链条相连接。
其中,切割主刀14与切割副刀15均包括刀刃17和刀背18,刀背18磨砂处理,刀背18的粗糙度Ra为0.2。刀刃17的刃角α为80°,刀背18的背角β为55°,刀刃宽度a为0.3mm,刀背宽度b为1.5mm,重合度c为3mm。
本实施例的切割主刀14和切割副刀15在切割主辊7和切割副辊8上的位置可根据所切滤网的宽度左右调节(本实施例等间距),切割主刀14和切割副刀15上设有锁紧螺钉,通过松紧锁紧螺钉来实现切割主刀14和切割副刀15的移动和固定。
本实施例的滤网拉动辊包括在下的拉动主辊2和在上的拉动副辊3,拉动主辊2和拉动副辊3的轴线平行设置,且通过压紧螺栓5压紧在一起。且拉动副辊3上设有若干橡胶环6,防止打滑。
其中,拉动副辊3的两端设置在两侧的滑块上,滑块由压紧螺栓5压紧,两侧的滑块之间设有提升杆4,提升杆4两端设有拉手9;提升杆4与拉动副辊3的轴线平行设置。
本实施例的滤网切割辊之前依次设有换向杆I10、换向辊I11、换向辊II12和换向杆II13,使滤网19通过时形成Z字形的行走路径。滤网19通过时,换向杆I10、换向辊I11和换向辊II12之间形成的滤网19角度等于换向辊I11、换向辊II12和换向杆II13之间形成的滤网19角度。
本发明的工作过程或工作原理:
通过压紧螺栓5调节拉动主辊2和拉动副辊3之间的紧密度,调整对滤网拉动的夹持力度到合适程度。调整时,通过与拉动副辊3平行的提升杆4,和提升杆4两侧的拉手9,可以尽可能的保证两侧的升降幅度一致,方便调整操作的进行。
滤网拉动辊提供动力,将滤网16向前拉动前进,行进中的滤网16被相向转动的滤网切割辊切割成所需的条形(如图7所示),不仅机器切网代替人工提高了工作效率,更重要的是保证了切网两侧的平行度,使滤网与上下端盖配合更为紧密,避免气液等介质会从滤网与滤清器之间留存的间隙通过而起不到过滤作用,从而整体提高了滤清器的使用效果。
刀刃11将滤网切割后,旋转的刀背18会对切割面进行研磨,通过实验分析并设置刀背18的粗糙度Ra为0.2,能很好的适应滤网的厚度和镍铁材质,去除切割面的毛边毛刺,使切网两侧的规整度大大提高,滤清器成型后,避免配合面的划伤,避免配合间隙进一步扩大从而影响使用效果。
0.2~0.5mm厚的镍铁滤网切割后,切割处会产生卷边(左侧边向上卷,右侧边向下卷)。本实施例结构的切割刀,可以非常适合对0.2~0.5mm厚的镍铁滤网进行截割,截割后切边光滑,平整度高,提高了滤清器的密封性。
滤网19通过时形成Z字形的行走路径,使滤网19拉紧的同时,至少进行一次折弯与反向折弯,提高进入滤网切割辊的滤网的平整度,有利于两侧切割边保持平行,提高成品滤清器的使用效果。本发明结构合理设计巧妙,适配性强,具有良好的经济效益。
- 切网机
- 一种切网机牵引装置