电梯轿厢部件点胶设备和自动化生产方法
文献发布时间:2023-06-19 11:00:24
技术领域
本发明涉及电梯部件的生产加工技术领域,尤其涉及一种电梯轿厢部件点胶设备及自动化生产方法。
背景技术
随着制造业向工业4.0迈进及机器人技术的发展,机器人自动化生产线因其独特的优势而被应用到多个不同的领域和行业。然而,在电梯轿厢部件点胶生产领域还都采用人工搬运取放料和人工涂敷点胶的传统作业方式,存在工作效率低、人工成本高、质量风险大的问题。
发明内容
本发明的目的旨在解决现有技术中存在的上述问题和缺陷中的至少一个方面。
本发明的实施例提供一种电梯轿厢部件点胶设备,其包括中控系统、取放料机构、涂覆机构和点胶机构;
所述取放料机构包括取放料控制器和机器人,所述取放料控制器分别与所述中控系统和所述机器人电连接,所述取放料控制器用于从所述中控系统接收取放料指令并根据所述取放料指令来控制所述机器人拾取待处理部件并将所述待处理部件放置到所述涂覆机构的涂覆台上;
所述涂覆机构包括涂覆控制器、涂覆机和用于放置来自所述机器人的所述待处理部件的所述涂覆台,所述涂覆控制器分别与所述中控系统和所述涂覆机电连接,所述涂覆控制器用于从所述中控系统接收涂覆指令并根据所述涂覆指令来控制所述涂覆机对所述涂覆台上的所述待处理部件进行涂覆操作,并且,所述涂覆控制器还用于从所述中控系统接收转移已涂覆部件指令,并根据所述转移已涂覆部件指令来驱动所述涂覆台以将所述涂覆台上的已涂覆部件转移到点胶机中;并且
所述点胶机构包括点胶控制器和所述点胶机,所述点胶控制器分别与所述中控系统和所述点胶机电连接,所述点胶控制器用于从所述中控系统接收点胶指令并根据所述点胶指令来控制所述点胶机对来自所述涂覆台的已涂覆部件进行点胶操作。
在一些实施例中,所述取放料机构还包括:
第一导轨,所述第一导轨在其长度方向上沿其内侧设有齿条;
伺服电机,所述伺服电机的输出轴的端部设有与所述齿条啮合的第一齿轮,所述伺服电机与所述取放料控制器电连接,所述取放料控制器控制所述伺服电机的所述输出轴的转动;以及
机器人移动平台,所述机器人安装在所述机器人移动平台上,所述机器人移动平台与所述第一导轨滑动配合,并且所述伺服电机固定到所述机器人移动平台。
在一些实施例中,所述机器人为六轴机器人。
在一些实施例中,所述机器人的末端机械臂连接有吸盘架,所述吸盘架上安装有吸盘,所述吸盘的一端与真空泵连通,所述吸盘的另一端用于吸取所述待处理部件。
在一些实施例中,所述电梯轿厢部件点胶设备还包括与所述真空泵连接的不间断电源,所述不间断电源(UPS电源)是一种带有储能装置的电源,用于为所述真空泵不间断供电。
在一些实施例中,所述涂覆机构还包括扫码器,所述扫码器与所述中控系统电连接,所述扫码器用于扫描所述涂覆台上的所述待处理部件的条码以从所述条码获取条码信息并将所述条码信息传输到所述中控系统。所述中控系统在收到所述条码信息后,从所述中控系统的部件信息数据库中调取到所述待处理部件的尺寸信息,并根据所述尺寸信息自动选择涂覆程序,然后将所述涂覆程序传输到所述涂覆控制器,所述涂覆控制器根据所述涂覆程序控制所述涂覆机对所述待处理部件进行涂覆。
在一些实施例中,所述涂覆机构还包括与所述中控系统电连接的光电开关,所述光电开关设置在所述涂覆台的下方,所述光电开关用于检测所述涂覆台上是否存在部件并将检测结果传输到所述中控系统,所述中控系统被配置为在所述检测结果为所述涂覆台上不存在部件的情况下向所述取放料控制器发出取放料指令,以使得所述机器人执行取放料操作,并且所述中控系统被配置为在所述检测结果为所述涂覆台上存在部件的情况下不向所述取放料控制器发出所述取放料指令,以使得所述机器人不执行取放料操作。
在一些实施例中,所述涂覆台包括:
辊子输送机,所述辊子输送机用于放置来自所述机器人的所述待处理部件;以及
辊子驱动装置,所述辊子驱动装置与所述涂覆控制器电连接,并且与所述辊子输送机中的辊子传动连接,所述辊子驱动装置用于在所述涂覆控制器的控制下驱动所述辊子转动以将所述辊子输送机上的所述已涂覆部件转移到所述点胶机中。
在一些实施例中,所述电梯轿厢部件点胶设备还包括上料机构,所述上料机构包括:
气缸,所述气缸与所述中控系统电连接并由所述中控系统控制所述气缸的活塞杆的伸缩;以及
料车,所述料车用于放置待处理部件,所述料车固定在所述活塞杆的末端并随着所述活塞杆的伸缩而移动。
在一些实施例中,所述上料机构还包括第二导轨,所述料车的底部与所述第二导轨滑动配合。
在一些实施例中,所述上料机构还包括与所述中控系统电连接的光电开关,所述光电开关设置在所述料车的工作位上并且用于检测处于所述工作位的所述料车中是否存在待处理部件,并将检测结果传输到所述中控系统,所述中控系统被配置为在所述检测结果为处于所述工作位的所述料车中不存在待处理部件的情况下向所述气缸发出收缩活塞杆指令,以使得所述气缸执行收缩活塞杆操作,从而带动空的料车从工作位撤回以便于技术人员再次对其装载待处理部件,并且所述中控系统被配置为在所述检测结果为处于所述工作位的所述料车中尚存在待处理部件的情况下不向所述气缸发出收缩活塞杆指令,以使得所述气缸不执行收缩活塞杆操作,即当处于工作位的料车中尚存在待处理部件时,活塞杆处于伸展状态。
在一些实施例中,所述料车包括用于放置所述待处理部件的部件框,所述部件框被配置为使得所述待处理部件竖直放置。
在一些实施例中,所述点胶机构还包括与所述中控系统电连接的光电开关,所述光电开关用于检测所述点胶机上是否存在部件并将检测结果传输到所述中控系统,所述中控系统被配置为在所述检测结果为所述点胶机上不存在部件的情况下向所述涂覆控制器发出所述转移已涂覆部件指令,以使得所述涂覆台执行将所述已涂覆部件转移到所述点胶机中的操作,并且所述中控系统被配置为在所述检测结果为所述点胶机上存在部件的情况下不向所述涂覆控制器发出所述转移已涂覆部件指令,以使得所述涂覆台不执行将所述已涂覆部件转移到所述点胶机中的操作。
根据本发明的实施例还提供一种电梯轿厢部件点胶自动化生产方法,其包括以下步骤:
通过中控系统向取放料控制器发出取放料指令,所述取放料控制器根据所述取放料指令来控制机器人拾取待处理部件并将所述待处理部件放置到涂覆台上;
通过所述中控系统向涂覆控制器发出涂覆指令,所述涂覆控制器根据所述涂覆指令来控制涂覆机对所述涂覆台上的所述待处理部件进行涂覆操作;
将所述涂覆台上的已涂覆部件转移到点胶机中;以及
通过所述中控系统向点胶控制器发出点胶指令,所述点胶控制器根据所述点胶指令来控制所述点胶机对所述已涂覆部件进行点胶操作。
在一些实施例中,所述涂覆台包括:
辊子输送机,所述辊子输送机用于放置来自所述机器人的所述待处理部件;以及
辊子驱动装置,所述辊子驱动装置与所述涂覆控制器电连接,并且与所述辊子输送机中的辊子传动连接,并且
所述将所述涂覆台上的已涂覆部件转移到点胶机中包括:通过所述涂覆控制器来控制所述辊子驱动装置驱动所述辊子转动,以将所述辊子输送机上的所述已涂覆部件转移到所述点胶机中。
本发明的电梯轿厢部件点胶设备和自动化生产方法,大大提高了工作效率,减少了人力的参与,节省了大量人工成本,而且避免了手工作业带来的产品缺陷。
通过下文中参照附图对本发明所作的描述,本发明的其它目的和优点将显而易见,并且可以帮助对本发明有全面的理解。
附图说明
为了更清楚地说明本发明的实施例的技术方案,下面将对实施例的附图进行简要说明,应当知道,以下描述的附图仅仅涉及本发明的一些实施例,而非对发明的限制,其中:
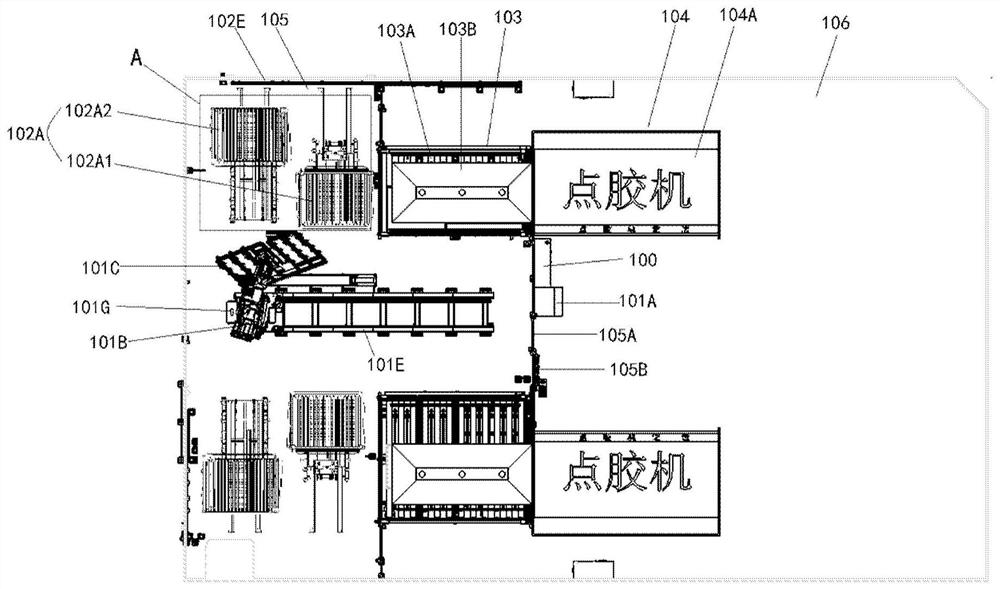
图1示出本发明的实施例的电梯轿厢部件点胶设备的俯视图;
图2示出本发明的实施例的取放料机构的示意图;
图3示出本发明的实施例的上料机构的示意图;
图4是图1中A部的放大图,示出本发明的实施例的分别处于工作位和待工作位的第一料车和第二料车的俯视图;
图5是图4的右侧视图;
图6是本发明的实施例的电梯轿厢部件点胶设备的各部件的连接和作用关系示意图。
图中:
100-中控系统;
101-取放料机构,101A-取放料控制器,101B-机器人,101C-吸盘架,101D-吸盘,101E-第一导轨,101F-伺服电机,101G-机器人移动平台,101H-齿条;
102-上料机构,102A-料车,102A1-第一料车,102A2-第二料车,102B-第二导轨,102C-固定架,102D-部件框,102E-上料门;
103-涂覆机构,103A-涂覆台,103B-吸风罩;
104-点胶机构,104A-点胶机;
105-作业室,105A-安全门,105B-显示屏;
106-辅助室。
具体实施方式
为更清楚地阐述本发明的目的、技术方案及优点,以下将结合附图对本发明的实施例进行详细的说明。应当理解,下文对于实施例的描述旨在对本发明的总体构思进行解释和说明,而不应当理解为是对本发明的限制。在说明书和附图中,相同或相似的附图标记指代相同或相似的部件或构件。为了清晰起见,附图不一定按比例绘制,并且附图中可能省略了一些公知部件和结构。
除非另外定义,本发明使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。措词“一”或“一个”不排除多个。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”“顶”或“底”等等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。当一个元件被称作位于另一元件“上”或“下”时,该元件可以“直接”位于另一元件“上”或“下”,或者可以存在中间元件。
如图1至图6所示,根据本发明的实施例提供了电梯轿厢部件点胶设备,其总体包括中控系统100、取放料机构101、上料机构102、涂覆机构103和点胶机构104。
下面参照相应附图对实施例的电梯轿厢部件点胶设备的具体配置进行详细描述。
图1示出了中控系统100,中控系统100中设有PLC程序,以通过PLC程序对上料机构102、取放料机构101、涂覆机构103和点胶机构104进行自动化控制来实现整个生产线的自动化。
参照图2和图6,取放料机构101包括取放料控制器101A、机器人101B和第七轴。取放料控制器101A分别与中控系统100和机器人101B电连接,取放料控制器101A用于从中控系统100接收取放料指令并根据取放料指令来控制机器人101B拾取待处理部件并将待处理部件放置到涂覆机构103的涂覆台103A上。
在实施例中,机器人101B为六轴机器人。机器人101B的末端机械臂连接有吸盘架101C,吸盘架101C上安装有吸盘101D,吸盘101D的一端与真空泵连通,吸盘101D的另一端用于吸取待处理部件。吸盘采用单向阀,通过真空泵抽气使得吸盘吸住待处理部件(板材)。同时还配备有与真空泵连接的不间断电源,不间断电源(UPS电源)是一种带有储能装置的电源,用于为真空泵不间断供电,以防止在断电的情况下部件掉落。
第七轴包括第一导轨101E、伺服电机101F以及机器人移动平台101G。第一导轨101E在其长度方向上沿其内侧设有齿条101H;伺服电机101F的输出轴的端部设有与齿条101H啮合的第一齿轮,伺服电机101F与取放料控制器101A电连接,并且由取放料控制器101A控制伺服电机101F的输出轴的转动;机器人101B安装在机器人移动平台101G上,机器人移动平台101G与第一导轨101E滑动配合,并且伺服电机101F固定到机器人移动平台101G。
当需要移动机器人以配合取放料作业时,通过取放料控制器控制伺服电机使其输出轴正转,带动第一齿轮正转,然后通过第一齿轮与齿条的啮合而带动整个机器人移动平台沿第一导轨移动到合适的工作位。然后即可进行取放料作业,即通过机器人利用吸盘吸住处于工作位的料车中的待处理部件,并将待处理部件转移到涂覆机构的涂覆台上。
当取放料作业完成,需要将机器人返回原位时,通过取放料控制器控制伺服电机使其输出轴反转,带动第一齿轮反转,然后通过第一齿轮与齿条的啮合而带动整个机器人移动平台沿第一导轨返回原位。
可见,机器人通过增加第七轴,可以实现在水平方向上的运动,通过伺服电机进行位置的精确控制,使一台机械臂能够保证给两个或更多个涂敷工位循环拾取部件。
参照图3至图5,上料机构102包括气缸、料车102A、第二导轨102B以及与中控系统100电连接的光电开关。气缸与中控系统100电连接并由中控系统100控制气缸的活塞杆的伸缩;料车102A用于放置待处理部件,料车102A固定在活塞杆的末端并随着活塞杆的伸缩而移动,并且料车102A的底部与第二导轨102B滑动配合;实施例的第二导轨102B为两条平行的导轨,料车102A沿着这两条导轨移动。也就是说,料车的移动是由气缸驱动的,气缸在中控系统的PLC程序的控制下进行活塞杆的伸缩,从而带动料车的前进和后退,实现了料车上料的自动化,并且保证料车不间断切换上料。
在实施例中,上料机构102的光电开关设置在料车的工作位上,具体位于两条第二导轨102B之间的固定架102C上,并且用于检测处于工作位的料车102A中是否存在待处理部件,并将检测结果传输到中控系统100,中控系统100被配置为在检测结果为处于工作位的料车102A中不存在待处理部件的情况下向气缸发出收缩活塞杆指令,以使得气缸执行收缩活塞杆操作,从而带动空的料车从工作位撤回以便于技术人员再次对其装载待处理部件,并且中控系统100被配置为在检测结果为处于工作位的料车102A中尚存在待处理部件的情况下不向气缸发出收缩活塞杆指令,以使得气缸不执行收缩活塞杆操作,即当处于工作位的料车中尚存在待处理部件时,活塞杆处于伸展状态。
在实施例中,如图3所示,料车102A包括用于放置待处理部件的部件框102D,部件框102D被配置为使得待处理部件竖直放置,实现了不同规格部件的竖直存放,待处理部件竖直存放于部件框内,可便于机器人的末端机械臂的取放,有利于机器人的不间断取放料。
需要说明的是,如图4所示,实施例的上料机构有两组,即位于右侧的第一组上料机构和位于左侧的第二组上料机构。两组上料机构平行设置,并且两组上料机构的第二导轨均大致垂直于第一导轨101E。两组上料机构的靠近第一导轨101E的位置均为工作位,而两组上料机构的远离第一导轨101E的位置均为待工作位。即,开始时,第一组上料机构的第一料车102A1处于工作位,以供机器人从中拾取待处理部件;而第二组上料机构的第二料车102A2处于待工作位,以在第一料车102A1中的待处理部件被拾取完毕之后,移动到第二料车102A2的工作位,供机器人从中拾取待处理部件。两组上料机构的后端(即远离第一导轨101E的一端)的墙壁上开设有上料门102E,上料门102E打开以供操作员向空的料车(例如,返回至待工作位的空的第一料车)中装载待处理部件。
机器人在进行取料时,先拾取第一组上料机构的第一料车上的待处理部件,当第一料车上的待处理部件被拾取完时,如上所述,第一组上料机构的光电开关会检测到第一料车上不存在待处理部件,并将这一检测结果传输到中控系统,中控系统会向第一组上料机构的气缸发出收缩活塞杆指令,然后该气缸即开始执行收缩活塞杆操作,从而带动空的第一料车从其工作位撤回,以便于技术人员再次对其装载待处理部件。与此同时,中控系统控制第二组上料机构的气缸伸展活塞杆,从而带动第二组上料机构的第二料车移动到第二组上料机构的工作位。接着,中控系统会控制机器人拾取第二料车上的待处理部件。由此实现了对两组料车的不间断取料,提高了工作效率。
参照图1和图6,涂覆机构103包括涂覆控制器、涂覆机和用于放置来自机器人101B的待处理部件的涂覆台103A。涂覆控制器分别与中控系统100和涂覆机电连接,涂覆控制器用于从中控系统100接收涂覆指令并根据涂覆指令来控制涂覆机对涂覆台103A上的待处理部件进行涂覆操作,并且,涂覆控制器还用于从中控系统100接收转移已涂覆部件指令,并根据转移已涂覆部件指令来驱动所述涂覆台103A以将涂覆台103A上的已涂覆部件转移到点胶机104A中。涂覆机位于涂覆台103A的一侧,涂覆控制器位于涂覆机下方,在图1的俯视图中由于吸风罩103B的遮挡,涂覆机和涂覆控制器均未示出。
在实施例中,涂覆机构103还包括扫码器,扫码器与中控系统100电连接,扫码器用于扫描涂覆台103A上的待处理部件的条码以从条码获取条码信息并将条码信息传输到中控系统100。中控系统在收到条码信息后,从中控系统的部件信息数据库(例如由SAP提供的表格)中调取到该待处理部件的尺寸信息,并根据尺寸信息自动选择涂覆程序,然后将涂覆程序传输到涂覆控制器,涂覆控制器根据涂覆程序控制涂覆机对该待处理部件进行涂覆。由此实现了对部件的自动化和有针对性地涂覆,而且涂覆程序会自动测量待处理部件的长度和宽度来进行信息对比,如信息不匹配,会自动报警提醒,预防了扫码获取信息不准确导致选择的涂敷程序错误所引起的质量问题。
在实施例中,如图6所示,涂覆机构103还包括与中控系统电连接的光电开关,涂覆机构103的光电开关设置在涂覆台103A的下方,涂覆机构的光电开关用于检测涂覆台103A上是否存在部件并将检测结果传输到中控系统100,中控系统100被配置为在检测结果为涂覆台103A上不存在部件的情况下向取放料控制器101A发出取放料指令,以使得机器人101B执行取放料操作,并且中控系统100被配置为在检测结果为涂覆台103A上存在部件的情况下不向取放料控制器101A发出取放料指令,以使得机器人101B不执行取放料操作。
在实施例中,涂覆机中的涂覆剂主要为一些底涂剂,涂覆的目的在于增强下一步的点胶工序中胶水与部件的结合。另外,如图1所示,吸风罩103B设置在涂覆台103A的上方,以用于吸走底涂剂的刺激性气味。
在实施例中,涂覆台103A包括辊子输送机和辊子驱动装置。辊子输送机用于放置来自机器人101B的待处理部件;辊子驱动装置与涂覆控制器电连接,并且与辊子输送机中的辊子传动连接,辊子驱动装置用于在涂覆控制器的控制下驱动辊子转动以将辊子输送机上的已涂覆部件转移到点胶机104A中。
如图1和图6所示,点胶机构104包括点胶机104A和内置在点胶机内部的点胶控制器,点胶控制器分别与中控系统100和点胶机104A电连接,点胶控制器用于从中控系统100接收点胶指令并根据点胶指令来控制点胶机104A对来自涂覆台103A的已涂覆部件进行点胶操作,待部件被点胶完毕后,将部件搬离点胶机104A。
参照图6,点胶机构104还可以包括与中控系统100电连接的光电开关,该光电开关用于检测点胶机104A上是否存在部件并将检测结果传输到中控系统100,中控系统100被配置为在检测结果为点胶机104A上不存在部件的情况下向涂覆控制器发出转移已涂覆部件指令,以使得涂覆台103A执行将已涂覆部件转移到点胶机104A中的操作(即,使辊子驱动装置在涂覆控制器的控制下驱动辊子转动以将辊子输送机上的已涂覆部件转移到点胶机104A中),并且中控系统100被配置为在检测结果为点胶机104A上存在部件的情况下不向涂覆控制器发出转移已涂覆部件指令,以使得涂覆台103A不执行将已涂覆部件转移到点胶机104A中的操作。通过为点胶机构设置用于检测点胶机上是否存在部件的光电开关,使得只有在点胶机上不存在部件的情况下才驱动涂覆台的辊子转动以将已涂覆部件转移到点胶机中,从而避免了在点胶机中尚存在部件时仍将已涂覆部件转移到点胶机中所造成的部件之间相互碰撞的情况出现,进而也就避免了由于部件之间相互碰撞所导致的部件损坏。
需要说明的是,如图1所示,在取放料机构101的两侧均可以设置上料机构102、涂覆机构103和点胶机构104,即,可以具有两个涂覆工位和两个点胶工位。实施例的一台机器人能够保证给两个涂敷工位循环供应部件,从而进一步提高了工作效率。另外,实施例所述的中控系统配置了PLC程序,通过PLC程序对上述与其通信的相应设备进行控制。至于PLC程序及其如何实现的上述控制,可以采用本领域常规的程序控制方式。
此外,如图1所示,实施例的整个电梯轿厢部件点胶设备安装于作业室105内。在作业室105外增设了辅助室106,辅助室106用来存放底涂剂、胶水以及处理完毕的轿厢部件等。在实施例中,作业室105设有安全门105A,作业室105在安全门105A两侧的墙壁上安装有控制箱和显示屏105B,中控系统100和取放料控制器101A分别置于相应的控制箱中,操控信息和操控结果会显示在显示屏105B上,以便于操作员随时观察作业进展。
根据电梯轿厢部件点胶设备,本发明的实施例还提供一种电梯轿厢部件点胶自动化生产方法,其包括以下步骤:
通过中控系统向取放料控制器发出取放料指令,所述取放料控制器根据所述取放料指令来控制机器人拾取待处理部件并将所述待处理部件放置到涂覆台上;
通过所述中控系统向涂覆控制器发出涂覆指令,所述涂覆控制器根据所述涂覆指令来控制涂覆机对所述涂覆台上的所述待处理部件进行涂覆操作;
将所述涂覆台上的已涂覆部件转移到点胶机中,在该步骤中,由于涂覆台包括用于放置来自机器人的待处理部件的辊子输送机和与涂覆控制器电连接的辊子驱动装置,并且辊子驱动装置与辊子输送机中的辊子传动连接,所以该步骤可以包括:通过涂覆控制器来控制辊子驱动装置驱动辊子转动,以将辊子输送机上的已涂覆部件转移到点胶机中;以及
通过所述中控系统向点胶控制器发出点胶指令,所述点胶控制器根据所述点胶指令来控制所述点胶机对所述已涂覆部件进行点胶操作。
具体作业时,由操作员在控制箱中执行相应的控制操作,使机器人101B和料车102A分别沿第一导轨101E和第二导轨102B移动至相应的工作位,然后由机器人101B从料车102A中吸取待处理部件,并将待处理部件放置到涂覆台103A上开始涂覆,涂覆完毕后,辊子输送机将涂覆完毕的部件输送到点胶机104A中,然后即可由点胶机104A进行相应的点胶作业。
利用实施例的电梯轿厢部件点胶设备,整个上料、取放料、涂覆和点胶工序均在中控系统的PLC程序控制下以自动化的方式实现,大大提高了工作效率,节省了大量人工成本,解决了手工作业效率低下和人工成本高的问题,也避免了手工涂覆和点胶不均匀导致的胶水吸附力不足所造成的产品质量缺陷问题。
本领域的技术人员可以理解,上面所描述的实施例都是示例性的,并且本领域的技术人员可以对其进行改进,各种实施例中所描述的结构在不发生结构或者原理方面的冲突的情况下可以进行自由组合。
虽然结合附图对本发明进行了说明,但是附图中公开的实施例旨在对本发明的实施例进行示例性说明,而不能理解为对本发明的一种限制。附图中的尺寸比例仅仅是示意性的,并不能理解为对本发明的限制。
上述实施例仅例示性的说明了本发明的原理及构造,而非用于限制本发明,本领域的技术人员应当明白,在不偏离本发明的总体构思的情况下,对本发明所作的任何改变和改进都在本发明的范围内。本发明的保护范围,应以本申请的权利要求书所限定的范围为准。
- 电梯轿厢部件点胶设备和自动化生产方法
- 电梯轿厢部件点胶设备