合成模塑板、以及涉及该合成模塑板的系统和方法
文献发布时间:2023-06-19 11:40:48
本发明专利申请是2016年1月29日提交的发明名称为“合成模塑板、以及涉及该合成模塑板的系统和方法”、国家申请号为201680008082.1(国际申请号为PCT/US2016/015536)的PCT国际申请的中国国家阶段的分案申请。
技术领域
本文件描述了用于形成合成模塑板产品的系统和方法,例如合成模塑板是热成型的、或者以其它方式由混合物压制为选定的板形状,以使得合成模塑板适用于在生活或工作空间中(例如,沿着工作台面、桌子、地板等)使用,所述混合物包含矿物微粒材料、树脂粘结剂、和颜料。
背景技术
毛石(quarried stone)板是常规使用的建筑材料。由于美学特性,常常选择花岗岩、大理石、皂石、或其它毛石用作工作台面。尽管毛石有视觉吸引力,但毛石售价可能非常昂贵,并且通常受限于天然产生的配色方案。
工程石板可以由材料的人造组合形成,与毛石相比,所述材料可以提供改进的防污性或耐热性。工程石通常是矿物微粒材料和粘结剂(例如聚合物树脂或水泥)的组合。某些工程石部分模拟了毛石的一些美学特性,但是仍然明显达不到毛石的复杂外观和纹理。
发明概述
本文所述的一些实施方式包括用于形成合成模塑板的系统和方法,所述板可以适用于在生活或工作空间中(例如,沿着工作台面、桌子、地板等)使用。在具体实施方式中,合成模塑板可以使用例如一组镂空板(stencils),将不同着色的矿物微粒混合物分隔到一系列模具的预定区域中,由此提供具有与彼此相似外观的模塑板(与从采石场取得的毛石板不同,本发明的板的外观一般是可重复的且能够按照制造方法部分进行预定)。如本文所述,“不同着色”表示具有不同颜料组合或者以其它方式在色调或视觉质感(texture)上具有不同的视觉外观。然而,在该实施方式中,各合成模塑板的外观可以提供模拟毛石板的复杂条纹和纹理图案。例如,各板可以由不同着色矿物微粒混合物的组合形成,所述混合物单独地分布到两个或更多个的局部模具中,所述两个或更多个的局部模具组合以制造选定的条纹和纹理图案。板可以随后通过压塑和固化操作进行加工。
本文中所述的具体实施方式包括由不同矿物微粒混合物形成合成模塑板的方法。所述方法可以包括使用至少第一和第二分配器将主要包含石英材料的至少第一和第二着色矿物微粒混合物依次分配到单个板模具中。第一分配器可以通过位于板模具上方的第一镂空板根据第一镂空板的图案将第一着色矿物微粒混合物输出到板模具中,并且第二分配器可以随后通过位于板模具上方的第二镂空板根据第二镂空板的图案将第二着色矿物微粒混合物输出到板模具中,以使得第二着色矿物微粒混合物沉积在未被第一着色矿物微粒混合物占据的板模具区域中。所述方法可以进一步包括:对设置板模具中的着色矿物微粒混合物进行振动并/或密实化,以形成合成模塑板,所述合成模塑板大体为矩形,并且具有主表面。在各实施方式中,主表面可以宽至少3英尺且长至少6英尺。任选地,上述对设置在板模具中的着色矿物微粒混合物进行的振动并/或密实化可以同时进行。本文中所述的其它实施方式包括由通过该具体方法形成的合成模塑板。
本文中所述的某些实施方式包括由一组不同矿物微粒混合物形成合成模塑板的方法,所述混合物各自包含石英材料、一种或多种颜料、以及一种或多种树脂粘结剂。所述方法可以包括从第一分配器通过第一镂空板输出一组不同矿物微粒混合物中的第一矿物微粒混合物,所述第一镂空板位于板模具上方,并且限定了由第一闭塞区域围绕的第一设计空隙(design aperture)的第一图案。所述方法可以进一步包括:将第一矿物微粒混合物通过第一设计空隙沉积到板模具中,以局部填充长至少6英尺、宽至少3英尺的板模具的模具空间。所述方法还可以包括相对第一镂空板移动经局部填充的板模具,以使得第二镂空板位于局部填充的板模具上方,并且第二镂空板可以限定由第二闭塞区域围绕的第二设计空隙的第二图案。所述方法可以进一步包括从第二分配器通过第二镂空板的第二设计空隙输出一组不同矿物微粒混合物的第二矿物微粒混合物。而且,所述方法可以包括:将第二矿物微粒混合物通过第二设计空隙沉积到板模具中,并且沉积到未被第一着色矿物微粒混合物占据的板模具的模具空间区域中。进一步,所述方法可以包括对设置在板模具中的着色矿物微粒混合物进行振动以及密实化(所述振动和密实化任选同时进行),以形成合成模塑板,所述合成模塑板大体为矩形,并且具有宽至少3英尺且长至少6英尺的主表面。本文中所述的其它实施方式包括由通过该具体方法形成的合成模塑板。
在该方法的一个方面中,第一矿物微粒混合物和第二矿物微粒混合物可以包含至少两种不同颜色的矿物混合物,所述不同颜色的矿物混合物各自包含石英材料、一种或多种颜料、以及至少一种粘结剂。在该方法的第二方面中,沉积第一矿物微粒混合物可以包括根据第一预定图案分布第一矿物微粒混合物,并且沉积第二矿物微粒混合物可以包括根据第二预定图案分布第二矿物微粒混合物。在该方法的第三方面,第一预定图案可以限定第一着色纹理,并且第二预定图案可以限定板的第二着色纹理。在该方法的第四方面,第一着色纹理的至少一部分可以围绕第二着色纹理的至少一部分。在第五方面中,所述方法可进一步包括对板的主表面进行抛光。在第六方面中,至少部分由于根据第一预定图案和第二预定图案分布的两种不同颜色的矿物混合物,所述方法以模拟毛石板外观的方式提供板。在该方法的第七方面中,沉积第一矿物微粒混合物可以包括根据第一预定且可重复图案将第一矿物微粒混合物沉积到板模具中,并且沉积第二矿物微粒混合物可以包括根据第二预定且可重复图案将第二矿物微粒混合物沉积到板模具中,以限定多个不同矿物微粒混合物的互补区域。
本文所述的其它实施方式包括用于使用不同微粒矿物混合物的组合形成合成模塑板的系统。所述系统可以包括:至少一个板模具,其限定了长至少6英尺且宽至少3英尺的模具空间。而且,所述系统可包括两个或更多个镂空板,其限定了开放空间和闭塞空间的互补图案,并且镂空板的开放空间的累积面积大体对应于具体板模具的模具空间。所述系统可以进一步包括两个或更多个矿物集料分配器,所述分配器各自进行配置以通过所述镂空板中对应的一个镂空板将对应矿物微粒混合物分配到板模具中。可以配置各镂空板以防止分配器中的混合物进入一系列模具中的各模具选定区域。
本文中所述的一些实施方式包括一组单独的模塑合成板,所述板具有通过一组矿物微粒混合物限定的基本重复的矩形主表面外观。所述组中各对应板可包含:根据所述单独模塑合成板的组中各合成板的至少两个预定镂空板图案进行分布的至少两种不同矿物微粒混合物。所述至少两种不同矿物微粒混合物的第一混合物占据各对应板第一区域处的整个厚度,在所述第一区域中不存在至少两种矿物微粒混合物中的第二混合物,并且至少两种不同矿物微粒混合物中的第二混合物占据各对应板第二区域处的整个厚度,在所述第二区域中不存在至少两种矿物微粒混合物中的第一混合物。任选地,所述至少两种不同矿物微粒混合物可以各自包含石英材料、一种或多种颜料、以及一种或多种树脂粘结剂。而且,各对应板是矩形的,并且具有宽至少3英尺且长至少6英尺的主表面。
本文中所述的具体实施方式包括任选地至少包含石英材料的合成模塑板。合成模塑板可以包括主表面,所述主表面由一组矿物微粒混合物限定,具有宽至少2英尺且长至少6英尺的矩形形状,并且垂直于板厚度延伸。主表面可以具有由第一镂空板图案限定的第一着色纹理图案、以及由第二镂空板图案限定的第一着色纹理图案,第二镂空板图案是第一镂空板图案的负片(negative)。第一着色纹理图案可以包括第一矿物微粒混合物,所述第一矿物微粒混合物占据了一组共同提供第一着色纹理图案的第一区域的板厚度,并且,第二着色纹理图案可包括第二矿物微粒混合物,所述第二矿物微粒混合物占据了一组共同提供第二着色纹理图案的第二区域的板厚度。第一矿物微粒混合物可以不存在于所述一组第二区域中,并且第二矿物微粒混合物可以不存在于所述一组第一区域中。第一和第二矿物微粒混合物可以进行不同着色,并且各矿物微粒混合物可以任选地包含石英材料、一种或多种颜料、以及一种或多种粘结剂。
本文所述的系统和技术可以提供以下一个或多个优点。首先,系统可以用于生产数个合成模塑板,所述数个合成模塑板各自具有相似的条纹和纹理图案,并且适用于在生活或工作空间中(例如,沿着工作台面、桌子、地板等)使用。该板可以由不同着色矿物微粒混合物的组合形成,所述混合物根据预定且互补的分配图案(例如,位于各模具上方的两个或更多个水平取向的模板(template))垂直分布到各模具的指定区域中,这为各分开模塑的板提供了基本可重复的选定条纹和纹理图案。
第二,在系统中的各板可以由压塑操作形成,其中,在模具进行填充后,在水平方向上维持含有矿物微粒混合物的模具。例如,不同着色矿物微粒混合物通过一系列互补的水平取向的模板垂直倒入,经填充的模具在水平方向上移动,用于随后的压塑操作(例如,振动密实化模塑、固化等)。由此,从硬化的板上去除部分或所有模具,对板的至少主表面进行抛光,从而提供模拟毛石板的复杂条纹和纹理图案的外观。在这种情况下,与从采石场取得的毛石板不同,在一组单独模塑的板中,各合成模塑板的经抛光的主表面提供了与其它板显著相似的外观。此外,可以选择颜料和矿物微粒混合物,以提供颜色的组合和视觉效果,改进并提供了远超从采石场取得的毛石板可获得的各种颜色组合选择。
在附图和下述描述中详细描述了一种或多种实施方式。通过说明书、附图和权利要求书,将清楚了解其它的特征和优点。
附图说明
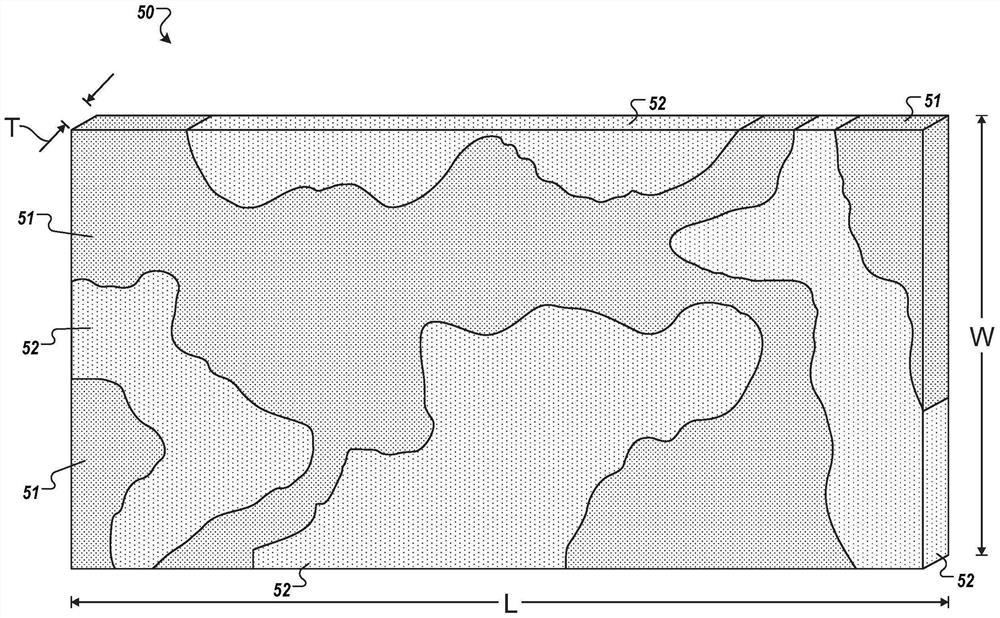
图1是根据一些实施方式的形成后的合成模塑板的透视图。
图2A和2B是根据一些实施方式的与板模具对齐的第一局部板镂空板的一个示例的剖视组装图。
图3A和3B是与图2A和2B的第一局部板镂空板互补的第二局部板镂空板的一个示例的剖视组装图,第二局部板镂空板与图2A和2B的板模具对齐。
图4是用于形成合成模塑板产品的示例性系统的图。
图5A-5D是在填充第二局部板镂空板期间和之后的合成模塑板的图。
图6是由图4系统形成的示例性合成模塑板产品的透视图。
图7是用于形成合成模塑板产品的示例性方法的流程图。
详述
参见图1,系统可以用于生产根据预定图案具有数个条纹或纹理的一块或多块合成模塑板50。各板50可以包含石英材料和/或其它矿物微粒材料,当与颜料和树脂粘结剂混合并压制时,所述材料提供了适用于在生活或工作空间中(例如,沿着工作台面、桌子、地板等)使用的硬化板产品。如图1所示,各板50可以由不同着色矿物微粒混合物的组合形成,所述混合物垂直倒入各模具的不同指定区域中(同时,在该实施方式中,模具在水平取向)。对于一系列模具(在下文中进行更详细说明)中的各模具,由于例如位于各模具上方且为各模具中不同着色矿物微粒混合物提供预定的互补且可重复分配图案的一组镂空板结构,这些指定区域是重复的。在本文所述的一些实施方式中,用于不同着色矿物微粒混合物的预定的互补且可重复的分配图案为各分开模塑的板提供了基本可重复的选定条纹和纹理图案。如图2A-7的说明中进一步详细讨论的,本文所述的一些实施方式采用将第一局部镂空板设置在水平板模具上方,并且通过镂空板的开放部将第一着色微粒混合物分配到模具中。一个或多个连续镂空板(例如,至少一个第二局部镂空板)位于相同模具上方,所述模具用第一着色微粒混合物局部填充预定区域,并且,一种或多种不同着色微粒混合物(例如,至少一种第二着色微粒混合物)通过连续镂空板的开放部依次分配到模具中,直至填充了模具的所有区域。随后,模具可以水平方向进行输送,用于进行密实化、固化和其它操作。
如图1所示,取决于互补局部镂空板的预定分布图案,分配工序可以提供模拟天然毛石板例如花岗岩或大理石的纹理化外观的美学效果,包括部分或完全跨越硬化板50(例如,宽至少4英尺且长至少6英尺、以及宽约3英尺至6英尺且长约6英尺至12英尺、以及宽约4.5英尺至5.5英尺且长约10英尺至11英尺、以及优选尺寸为宽约4.5英尺且长约10英尺、或宽约5.5英尺且长约11英尺)的完整长度L的某些纹理51和52。该不同着色纹理51和52不仅能延伸跨越板产品的完整长度,而且纹理51和52还可以延伸穿过板50的厚度(由此,即使当板进行切割并切边为生活或工作空间中的特定形状(例如,沿着工作台面、桌子、地板等),也能提供自然的纹理外观)。因为在一组分开模塑的板中各板50可以包括不同矿物微粒混合物的层,所述不同矿物微粒混合物根据互补镂空板的预定且可重复的分配图案分配到模具中,在一组分开模塑的板中的多个板50可以具有彼此基本相同的外观。
在图1所示的该实施方式中,板50包含两种不同的矿物微粒混合物,所述矿物微粒混合物通过两个互补的镂空板(例如,第一镂空板实际上是第二镂空板的负片)分布到模具130中。然而,在一些实施方式中,三个或更多个镂空板可以用于重复形成独立地分配到模具130中的三种或更多种不同矿物微粒混合物的分布图案。根据可重复图案分配到各模具中的不同混合物可以在模具中进行压塑和固化(如下文中进一步详细说明),以提供复合石材的硬化板50。用于形成复合石材料的一种或多种混合物可以包括有机聚合物和无机(矿物)微粒成分。无机(矿物)微粒成分可以包括如下成分:硅、玄武岩、玻璃、钻石、岩石、细砾、壳、各种含有石英的材料(例如、但不限于,粉碎的石英、砂、石英颗粒等)、以及它们的任意组合。在该实施方式中,所有不同的矿物微粒混合物各自包含石英材料作为主要成分,其可以包括不同粒径以及不同组合的砂。在硬化板50中,有机和无机材料可以使用粘结剂结合,所述粘结剂可以包括例如,能够粘结复合石混合物的有机成分和无机成分的单功能或多功能硅烷分子、树枝状分子(dendrimeric molecules)等。粘结剂可以进一步包括各种成分的混合物,例如,引发剂、硬化剂、催化剂、结合分子以及结合桥(binding molecules andbridges)、或它们的任意组合。分配在模具中的部分或所有混合物可以包括在输送到模具前在混合设备(未显示)中混合的成分。混合设备可以用于以各比例混合原料(例如石英材料、有机聚合物、不饱和聚合物等)。例如,分配在模具中的部分或全部混合物可以包括约8-95%石英集料以及约5-15%的聚合物树脂。此外,在混合设备中,可以将各种添加剂添加到原料中,该添加剂可以包括:金属片(例如铜片等)、着色剂、染料、颜料、化学试剂、抗微生物物质、杀真菌剂等、或它们的任意组合。
优选,模具至少部分限定了硬化板50的长度L和宽度W(因为在后续的压实和固化工序中,模具仍将矿物微粒混合物保持在其中)。在一些实施方式中,在模具中形成的板50的宽度W为至少3英尺、约3英尺至6英尺,优选约4.5英尺,并且在模具中形成的板50的长度L为至少6英尺、约6英尺至12英尺,优选约10英尺。在一些实施方式中,模具的尺寸可形成更大(例如“巨大”)的板,其中,模具中形成的板50的宽度W为约5英尺至约6英尺(例如,优选约5.5英尺),并且在模具中形成的板50的长度L为约10.5英尺至12英尺(例如,优选约11英尺)。在该情况下,虽然各板50可以在长度L上相对较大,但纹理51、52的部分或全部可以延伸跨越板50的完整长度。在一些实施方式中,所形成的板50的厚度T为至少1英寸、约1英寸至5英寸、优选约3英寸。
现参考图2A和2B,第一局部板镂空板200的一个示例的剖视组装图。参考图2A,剖视组装图中显示了板模具130和局部板镂空板200。板模具130包括以从平板模具底板(planar mold floor)垂直延伸的一组模具壁131为界的平板模具底板132,其限定了大体托盘状的形状。
局部板镂空板200包括具有长度和宽度近似对应于板模具130的外框202。在一些实施方式中,板模具130可以为至少3英尺、约3英尺至5英尺,优选约4英尺,并且在模具中形成的板50的长度L为至少6英尺、约6英尺至10英尺,优选约8英尺。在一些实施方式中,板模具的尺寸可形成更大(例如“巨大”)的板,其中,模具中形成的板50的宽度W为至少约5英尺(例如,约5.5英尺)、且在模具中形成的板50的长度L为至少约10英尺(例如,约11英尺)。在一些实施方式中,板模具130的厚度T可以为至少1英寸、约1英寸至5英寸、并且优选约3英寸。
外框202支撑一组闭塞区域204,并限定一组设计空隙206。外框202和/或闭塞区域204可以由金属(例如,钢、铝)、塑料、木材、复合材料(例如,玻璃纤维、碳纤维)、橡胶、或这些材料的组合和/或任何其它合适材料形成。在一些实施方式中,外框202和/或闭塞区域204可以包括非粘性材料或能够抵抗与矿物微粒混合物成分粘附的涂层。
闭塞区域204延伸到外框202外一定距离,所述距离大致等于板模具103的厚度T。当局部板镂空板200与板模具130组装时,如图2B所示,外框202放置在板模具130的模具壁131上,并且闭塞区域204基本延伸穿过板模具130的厚度T,以接触平板模具底板132。如在图4-7的描述中进一步讨论的,当局部板镂空板200与板模具130组合时,设计空隙206将板模具内的空间限定为矿物微粒混合物可以分配的空间,而闭塞区域204防止该混合物进入。
现参考图3A和3B,第二局部板镂空板300的一个示例的剖视组装图。参考图3A,剖视组装图中显示了板模具130(如前述图2A和2B所示)和第二局部板镂空板300。一般而言,在该实施方式中,第二局部板镂空板300与第一局部板镂空板200(图2A和图2B)互补。例如,在第一局部板镂空板200中闭塞的区域在第二局部板镂空板300中通常是开放的,而在第一第一局部板镂空板200中的开放的区域在第二局部板镂空板300中通常是闭塞的。在一些实施方式中,第一局部板模具200可以定义为“正片(positive)”图案,而第二局部板镂空板300定义为与“正片”图案相反对应的“负片”图案。
第二局部板镂空板300包括具有长度和宽度近似板模具130的外框302。外框302支撑一组闭塞区域304,并限定一组设计空隙306。外框302和/或闭塞区域304可以由金属(例如,钢、铝)、塑料、木材、复合材料(例如,玻璃纤维、碳纤维)、橡胶、或这些材料的组合和/或任何其它合适材料形成。在一些实施方式中,外框302和/或闭塞区域304可以包括非粘性材料或能够抵抗与矿物微粒混合物成分粘附的涂层。
闭塞区域304延伸到外框202外一定距离,所述距离大致等于板模具103的厚度T。当第二局部板镂空板300与板模具130组装时,如图3B所示,外框302放置在板模具130的模具壁131上,并且闭塞区域304基本延伸穿过板模具130的厚度T,以接触平板模具底板132。如在图4-7的描述中进一步讨论的,当第二局部板镂空板300与板模具130组合时,设计空隙306将板模具130内的空间限定为矿物微粒混合物可以分配在其中的空间,而闭塞区域304防止该混合物进入。在一些实施方式中,可以使用三个或更多个局部板镂空板(用于依次分配对应量的不同着色微粒混合物),所述镂空板具有以累积方式基本对应板模具长度和宽度的设计空隙。
现在参考图4,在一些实施方式中,形成一组合成模塑板产品(例如,如图1中的板50)的系统400构成为通过两个或更多个互补的局部板镂空板依次分配不同着色矿物微粒混合物,并且分配到相同的水平取向的模具中,然后使用随后的压塑操作(例如振动密实模塑、固化等)进行加工。在所述实施方式中,系统400包括输入传送带410以及输出传送带420。一组板模具130在输入传送带410上进行输送。板模具130为合成模塑板产品提供形状,其为至少3英尺宽且至少6英尺长。输入传送带410将板模具130输送到气垫台440。气垫台440包括一组在顶部表面形成的出口。通过这些出口泵出的空气在顶部表面和板模具130之间形成空气垫,以帮助操作者移动和/或定向板模具130。
仍然参考图4,系统400还包括一组矿物集料分配器460a、460b。在该实施方式中,各分配器460a、406b致力于分配对应的矿物微粒混合物(参考图1)。在此实施方式中,局部板镂空板200临时组装到板模具130上。板模具130在分配器460a之下水平(例如,相对于重力)移动,用第一矿物微粒混合物对板模具130进行局部填充。局部板镂空板200从板模具130上拆卸下来,并且局部板镂空板300临时组装到经局部填充的板模具130上。板模具130在分配器460b之下水平(例如,相对于重力)移动,用第二矿物微粒混合物局部填充板模具130(例如,仍未被局部板镂空板200填充的互补区)。结合图5A-7进行进一步说明该具体实施方式的局部板镂空板200、300的另外详述。
例如,在该实施方式中,第一和第二局部板镂空板200、300构造用于接收两种不同着色矿物混合物(主要含有如上所述的石英材料),所以,存在两个对应的分配器460a、406b。在另一个实施方式中,各矿物集料分配器460a、460b包括分配头462。在使用中,分配头462各自接收来自不同混合物管线(未显示)的对应的矿物微粒混合物,以配置各分配头462释放与其它分配头462不同的矿物微粒混合物(例如,不同颜料、不同矿物组合物、不同添加剂、或它们的组合)。配置各分配头462以通过局部板镂空板200、300中的一个对应镂空板的空隙206、306可控地分配对应矿物微粒混合物的供应。例如,分配头462各自装配有可控调节矿物微粒混合物从分配头462流到板模具130的流动的挡板或阀门设备(未显示)。分配头462以基本可重复的速率将填料可控地分配到板模具130中。结合图5A-6B进行进一步说明该具体实施方式的分配头462的另外详述。
在所述示例中,使用两个矿物集料分配器460a、406b以及两个局部板镂空板200、300,虽然在其它示例中,板可以由2-20种不同矿物微粒混合物形成,并且优选由3-8种矿物微粒混合物形成(由此提供包括对应数量分配器和局部板镂空板的系统)。在该实施方式中,矿物集料分配器和局部板镂空板的数量可对应等于用于生产硬化板产品的不同着色矿物微粒混合物的数量。
在充分填充板模具130后,将局部板镂空板300从板模具130上拆卸下来。板模具130(现在是经填充的模具480)在气垫台470提供的气垫上移动到输出传送带120。如图1所示,分配到模具130中的不同矿物微粒混合物的连续互补图案在经填充模具480中大体明显,并且在输出传送带420上以水平方向排列。这些不同矿物微粒混合物的连续互补图案中的一些或全部可以形成硬化板(例如图1中的板50、图6中的板600等)的可重复图案化纹理。
任选地,系统400可以包括第二分配器(未显示),可以放置第二分配器以使得各经填充的模具480在第二分配器下方经过。可以配置第二分配器以分配用于限定一个更普遍的“横向”纹理的材料。任选地,这些横向纹理可以更薄,并且远离通过不同矿物微粒混合物的连续互图案限定的纹理进行分布。而且,这些横向纹理可以由着色与分布器460a、460b分配的矿物微粒混合物不同的材料形成。在一些实施方式中,第二分配器可以装配有可控调节着色材料流动的挡板或阀门设备(未显示),由此为从第二分配器下方经过的各经填充模具480提供可重复的预定图案的横向纹理。在一些实施方式中,可以配置第二分配器以分配颜料粉末材料(例如,未与石英材料混合)。在其它实施方式中,可以配置第二分配器以分配不同于分配器460a、460b分配的混合物的具有颜料的矿物微粒混合物(包括石英材料)。在一些实施方式中,由第二分配器分配的颜料粉末材料(或其它材料)可以沿着经填充模具480的主要(曝露)一侧,以使得材料的至少一部分至少轻微渗入之前倒入模具480中的矿物混合物材料的厚度中(由此即使在板压实和抛光后,横向纹理也能保持可见)。在该情况下,横向纹理可以不延伸过硬化板的整个厚度(这不同于通过由分配器460a、460b倒入模具中的不同矿物微粒混合物的连续互补图案限定的部分或全部纹理)。
仍然参考图4,可以配置输出传送带420以将各经填充的模具480输送到用于形成硬化板的系统400中的一个或多个相继的站。例如,各经填充的模具480可以继续送至随后的站,其中,顶部模具连接器494位于经填充的模具480之上,以将矿物微粒混合物层装入模具130和顶部覆盖模具件之间(未在图4中显示)。由此,经填充的模具480(现在包括顶部覆盖模具片,继续输送至之后的位点,在这些位点有振动密实压力机495,所述振动密实压力机向经填充的模具内的内容物施加压实压力、振动、以及真空,由此将微粒混合物转换为刚性板。在振动密实操作后,经填充的模具480(其内具有经压实并硬化的板)开始进入硬化站496,其中用于形成板的材料(包任何树脂粘结剂材料)经过加热工序固化,由此对经填充模具480内的板进行进一步强化。在板完全固化(并冷却)后,在模具去除站497处从硬化且固化的板上去除主模具130和顶部模具覆盖件。随后,主模具130返回输入传送带410。然后,硬化且固化的板移动到抛光器站498,其中板的主表面抛光为光滑的光洁度,由此提供模拟毛石板的复杂的条纹和纹理图案外观。在这种情况下,各合成模塑板的经抛光主表面提供了与其它板(来自图4中其它经经填充的模具480)大体可重复的外观。
现在参考图5A,显示具有局部板镂空板200的情况下的板模具130。通过横跨局部板镂空板200的分配器460a进行绘制、或通过经过横向位于分配器460a之下的局部板镂空板和板模具130对板模具130进行局部填充。分配器460a装有第一矿物微粒混合物,所述混合物通过分配头462可控释放到板模具130中。一组闭塞区域204堵塞了混合物分配到板模具130的预定区域中,而一组空隙206使得混合物填充到板模具130的预定区域中,显示为一组经填充区域502。
现在参考图5B,显示在根据局部板镂空板200提供的图案进行局部填充后去除局部板镂空板200情况下的板模具130。因此,板模具130在经填充的区域502中局部填充了第一矿物微粒混合物,并且在一组未填充区域504中并未局部填充。
现在参考图5C,显示具有局部板镂空板300的情况下的板模具130。一组闭塞区域304基本对应于一组经填充的区域502(在该图中不可见),并且大体防止了在已经存在于经填充区域502的第一混合物上第二混合物分配为第二层。相反地,一组空隙302基本对应于局部板镂空板200留下的一组未填充区域504。例如,局部板镂空板300具有一种图案,所述图案是局部板镂空板200的图案的负片,并且空隙202和302的共同组合基本对应于板模具130的区域(例如,长度L和宽度W)。
通过横跨局部板镂空板300的分配器460b进行绘制、或通过经过横向位于分配器460b之下的局部板镂空板和板模具130对板模具130进行局部填充。分配器460b装有第二矿物微粒混合物,所述混合物通过分配头462可控释放到板模具130中。一组闭塞区域304堵塞了混合物分配到板模具130的预定区域中,而一组空隙306使得混合物填充到板模具130的未填充区域504中,显示为一组经填充区域506。
现在参考图5D,显示在根据局部板镂空板300提供的图案进行局部填充后去除局部板镂空板300情况下的板模具130。因此,板模具130在经填充的区域502中局部填充了第一矿物微粒混合物,并且在经填充的区域506中局部填充了第二矿物微粒混合物。
在一些实施方式中,可以使用三个或更多个的局部板镂空板、分配器以及矿物微粒混合物。例如,可以使用四种局部板镂空板,其中各局部板镂空板具有不会与其它镂空板重叠的预定图案的空隙,并且共同组合以基本对应板模具130的区域。四种不同的矿物微粒混合物(例如具有不同美学特性)可以分布到四批空隙中,以产生四色复合板,所述复合板具有对于多个板基本重复的图案。
现在参考图6,示例性合成模塑板产品600可以由使用不同着色矿物微粒混合物的图4的系统形成,所述矿物微粒混合物根据两个(或更多个)互补的局部板模板200和300的预定图案分布到模具130中。在一些实施方式中,取决于不同微粒混合物的预定分布图案,合成模塑板产品600可以提供模拟毛石板例如花岗岩或大理石的纹理化外观。例如,板600的主表面612可以进行抛光,并提供部分或完全跨越硬化板600的长度和/或宽度的延伸的至少部分纹理602、606。该不同着色纹理(例如,602和606)不仅能延伸跨越板产品,而且该纹理还可以从第一主表面612延伸穿过板600的厚度到达相反主表面614(由此,即使当板进行切割并切边为生活或工作空间中的特定形状(例如,沿着工作台面、桌子、地板等),也能提供自然的纹理外观)。任选地,至少板60的主表面612可以包括例如,通过第二分配器限定的多个第二纹理(未显示)。这些“第二”纹理中的一部分可以完全跨越硬化板600的全部宽度。因为在一组分开模塑的板(例如,参见图4中的系统)中各板600可以包括不同矿物微粒混合物的区域,所述不同矿物微粒混合物根据局部板镂空板的预定且可重复的分配图案分配到模具130中,在一组中的多个板50可以在主表面上具有相似位置的纹理,并且可以提供彼此基本相同的外观。
合成模塑板600可以切割、研磨、机械加工、或以其它方式加工为各种形状和各种尺寸(例如,提供具有用于水槽、龙头、或其它便利设施的任选孔洞的定制工作台面表面)。例如,从合成模塑板产品600上切下部分630。在纹理602和606延伸到内部606和/或延伸穿过厚度610的情况下,合成模塑板产品600的切割和/或加工以模拟经切割毛石板的美感的方式显示出了纹理602和606。
图7是用于形成合成模塑板产品(例如,如上所述的板50或600)的示例性方法700的流程图。在一些实施方式中,图4的系统400可用于实施方法700。方法700可以包括将正片(positive)局部板镂空板放置到板模具中的操作702。在此操作中,局部板镂空板、例如局部板镂空板200可以临时组装到板模具130上。方法700可以包括将通过正片镂空板将第一矿物微粒混合物分布到板模具中的操作704。例如,如前文所述,主要含有石英材料的第一着色混合物(例如,包括石英微粒材料、一种或多种颜料、以及一种或多种树脂粘结剂的混合物)可以使用分配器460a(图4)进料至板模具130中。方法700可以包括去除正片局部板镂空板的操作706,并且还可以包括将负片局部板镂空板放置到板模具中的操作708。在此操作中,可以去除局部板镂空板200,并且可以将局部板镂空板300临时组装到板模具130上。
方法700可以包括通过负片镂空板将第二矿物微粒混合物分配到板模具中的操作710。例如,如前文所述,主要含有石英材料的第二着色混合物(例如,包括石英微粒材料、一种或多种颜料、以及一种或多种树脂粘结剂的混合物)可以使用分配器460b(图4)进料至板模具130中。接着,方法700可以包括将去除正片局部板镂空板的操作712。例如,从板模具130上去除局部板镂空板300。
方法700可以进一步包括如下步骤714:在模具处于水平取向的同时,同时对设置在模具中的矿物微粒混合物进行振动和密实化。在该情况下,操作714可以提供复合石材料的压实板。而且,在一些实施方式中,方法700可以进一步包括对压实的板进行固化操作716。方法700还可以包括对板的主表面进行抛光以在板的经抛光表面上提供纹理化外观的步骤718,其包括但不限于上述示例。
虽然已经在上文中详细描述了数个实施方式,但是其它改良仍是可以的。例如,在图中显示的逻辑流程并不需要按图示的特定顺序或按次序进行,以获得所需的结果。此外,可以向所述流程提供其它步骤、或者从所述流程消除步骤,并且可以从所述系统添加或去除其它部件。因此,其它实施方式落在所附权利要求书的范围内。
- 合成模塑板、以及涉及该合成模塑板的系统和方法
- 合成模塑板、以及涉及该合成模塑板的系统和方法