四代核电快堆一回路主管道裤型三通的制造方法
文献发布时间:2023-06-19 11:42:32
技术领域
本发明属于冶金技术领域,具体涉及一种四代核电快堆一回路主管道裤型三通的制造方法。
背景技术
原子能科学研究院主持设计的中国首个“快中子反应堆”示范工程核电站,将落户于福建霞浦,具有铀资源利用率高、嬗变核废料和安全性高的特点,是世界第四代先进核能系统的首选堆型。它可将天然铀资源利用率从目前的约1%提高至60%以上,并实现放射性废物最小化,能一举解决铀矿资源枯竭、核材料利用率低和核废料难以处理等问题。
高温高压水进入蒸汽发生器的U型管内,在U型管内与二回路冷却水进行热交换,释放热量后又被主泵送回堆芯重新加热再进入蒸汽发生器。这样不断地在密闭的回路内循环,称为一回路系统。压水堆核电站中一回路主管道为核岛七大关键部件之一,是系统承压边界的一部分,称为核电站的“主动脉”,它封闭着高温、高压和带有放射性、腐蚀性的冷却剂,维持和约束冷却剂循环流动,对反应堆的安全和正常运行起着重要的保障作用。一回路主管道是第四代快堆核电工程的核心部件之一,被喻为“心脏的主动脉血管”。一回路主管道是核电站正常、非正常、事故和试验工况下防止核反应裂变产物外泄至安全壳的重要屏障。因此,主管道要能够耐高温、耐高压以及耐腐蚀,以及强烈的中子辐照等恶劣条件下运行,其设计寿命不低于40年且不可更换。
裤型三通为三通中的一种,裤型三通结构为一个主管道两个支管道,支管道在一个面上平行或在一条直线上。裤型三通为管件/管道的连接件,用在主管道需要分支管的位置。
发明内容
本发明的目的在于提供一种四代核电快堆一回路主管道裤型三通的制造方法,生产的裤型三通完全能够承受高温高压和腐蚀性介质的工况,并使用在一回路主管道。
为达到上述目的,本发明使用的技术解决方案是:
四代核电快堆一回路主管道裤型三通的制造方法,包括:
坯料采用气体保护电渣重熔,熔铸成电渣钢锭,对电渣钢锭进行高温均质化扩散退火,退火后的电渣钢锭加热后经反复鐓粗、拔长,水冷后制成挤压坯料;
将挤压坯料控温加热后,经闭式鐓粗、胎模挤压成型生成裤型三通毛坯,对裤型三通毛坯固溶处理制得裤型三通。
进一步,坯料选用AISI316H奥氏体不锈钢,采用电炉冶炼+真空吹氧脱碳法精炼工艺炼钢,浇注电极坯;采用气体保护电渣重熔,熔铸成电渣钢锭。
进一步,电渣钢锭成分包括:C=0.040~0.050wt%,Si≤0.60wt%,Mn=1.20~1.80wt%,S≤0.003wt%,P≤0.015wt%,Cr=17.3~17.8wt%,Ni=11.7~12.3wt%,Mo=2.5~2.7wt%,N=0.050~0.070wt%,B≤0.0015wt%,O≤25ppm,H≤2.5ppm,其余元素:Al≤0.03wt%、Sb≤0.002wt%、Pb≤0.001wt%、Se≤0.015wt%、Sn≤0.005wt%、V≤0.05wt%、Zn≤0.01wt%、As≤0.01wt%、Co≤0.06wt%,As+Sb+Bi+Sn+Pb总和≤0.015wt%。
进一步,高温均质化扩散退火包括:对电渣钢锭升温到550~600℃,升温速率小于50℃/h,保温3-5h;继续升温到900-950℃,升温速率小于小于50℃/h,保温3-5h;继续升温到1250±10℃,升温速率小于50℃/h,保温50-70h;炉内冷却到小于1000℃,然后空冷到室温,制得均质化扩散退火后的电渣钢锭。
进一步,挤压坯料的锻造包括:
退火后的挤压坯料进行加热,升温速度小于60℃/h,加热到550~600℃,保温5-7h;保温后继续升温到900-950℃,升温速率小于60℃/h,保温5-7h;继续升温到1250±10℃,升温速率小于60℃/h,保温17-19h;进行第一次锻压,压钳口后拔长;
第一次锻造后的坯料返回加热炉升温到1220±10℃,保温5-7h,进行第二次锻压,镦粗后拔长;
第二次锻造后的坯料返回加热炉升温到1180±10℃,保温5-7h,进行第三次锻压,镦粗后精整,精整后的挤压坯料水冷到室温。
进一步,挤压过程包括:利用塑性成形模拟软件建模,将挤压坯料控温加热到1150±10℃,然后在挤压机组上进行闭式鐓粗、胎膜挤压成型,生成裤型三通毛坯,成型后的裤型三通毛坯即刻在线水冷。
进一步,将挤压坯料放入模具的内套进行闭式镦粗,并挤压出管脚部分,利用冲头进行冲孔,形成半空三通;在模具内水冷到室温,通过机加工制备成裤型三通毛坯。
进一步,挤压坯料加热过程包括:将挤压坯料控温加热550~600℃,升温速度小于60℃/h,保温7-9h;继续升温到900-950℃,升温速率小于60℃/h,保温7-9h;继续升温到1150±10℃,升温速率小于60℃/h,保温20-40h。
进一步,固溶处理包括:对裤型三通毛坯加热到550~600℃,升温速度小于60℃/h,保温4-6h;继续升温到900-950℃,升温速率小于60℃/h,保温4-6h;继续升温到1070±10℃,保温15-17h,水冷到室温后得到裤型三通。
本发明技术效果包括:
利用本发明生产的裤型三通,其尺寸为:最大高度:1979mm,裤腿开口宽度:2740mm,接管尺寸:φ1250×30/φ712×16,外形尺寸巨大,工作中承受高温高压和强腐蚀,是一回路主管道的一个重要组成部分。
裤型三通的纯净度、致密度和均匀度较高,晶粒度细小均匀,并且具有良好的韧塑性、焊接性能、冷热加工性能,优良的高温持久强度和抗疲劳性能,优良的抗辐照脆化和耐时效老化性能,以及优良的抗腐蚀性能等。
附图说明
图1是本发明中电渣钢锭的均质化扩散退火工艺图;
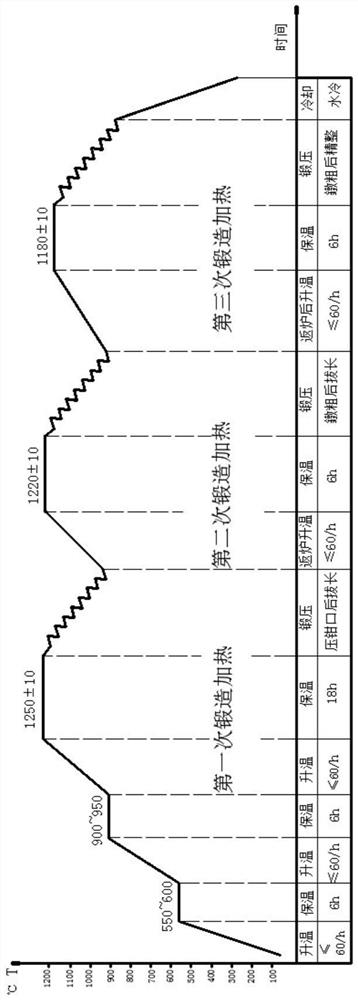
图2是本发明中裤型三通坯料锻造加热工艺曲线图;
图3是本发明中裤型三通模具示意图;
图4是本发明中裤型三通挤压示意图;
图5是本发明中裤型三通挤压加热工艺曲线图;
图6是本发明中裤型三通固溶处理的加热工艺曲线图。
具体实施方式
以下描述充分地示出本发明的具体实施方案,以使本领域的技术人员能够实践和再现。
四代核电快堆一回路主管道裤型三通的制造方法,具体包括以下步骤:
鉴于工件对材料纯净度、均匀性要求极高,首先制定了如下的冶炼、锻压工艺:
步骤1:坯料制备;
(1)、选用材料为AISI316H奥氏体不锈钢,采用电炉冶炼+VOD(真空吹氧脱碳法)精炼工艺炼钢,浇注电极坯;
AISI316H奥氏体不锈钢除了要求达到常规的性能指标外,材料必须满足以下特殊要求:足够高的纯净度、致密度和均匀度,适当的强度和良好的韧塑性,细小均匀的晶粒度,优良的高温持久强度和抗疲劳性能,优良的抗辐照脆化和耐时效老化性能,优良的焊接性、冷热加工性能以及优良的抗腐蚀性能等。
(2)、采用气体保护电渣重熔,熔铸成电渣钢锭;
电渣钢锭成分要求(wt%):C=0.040~0.050,Si≤0.60,Mn=1.20~1.80,S≤0.003,P≤0.015,Cr=17.3~17.8,Ni=11.7~12.3,Mo=2.5~2.7,N=0.050~0.070,B≤0.0015,O≤25ppm,H≤2.5ppm,其余元素:Al≤0.03、Sb≤0.002、Pb≤0.001、Se≤0.015、Sn≤0.005、V≤0.05、Zn≤0.01、As≤0.01、Co≤0.06,五害元素(As+Sb+Bi+Sn+Pb)总和≤0.015。
钢锭的非金属夹杂物按照GB/T10561-2005法进行评级,非其中各类夹杂物级别应满足以下要求:A类细系不大于0.5级,B类细系不大于1.0级,C类细系不大于0.5级,D类细系不大于1.0级,DS不大于1.0级,上述五类之和不大于1.5级。A、B、C、D四类粗系之和不大于1.0级。
本优选实施例中,电渣钢锭尺寸为:φ1200×2600,约24吨的重量。
(3)、对电渣钢锭进行高温长时间均质化扩散退火,以消除钢锭中的成分偏析和消除有害铁素体,保证钢中有害铁素体≤1wt%;
如图1所示,是本发明中电渣钢锭的均质化扩散退火工艺图。
对电渣钢锭升温到550~600℃,升温速率小于50℃/h,保温4h;继续升温到900-950℃,升温速率小于小于50℃/h,保温保温4h;继续升温到1250±10℃,升温速率小于50℃/h,保温60h;炉内冷却到小于1000℃,然后空冷到室温。
(4)、退火后的电渣钢锭采用台阶形加热工艺,对钢锭反复鐓粗、拔长,制成挤压坯料。既保证钢坯内部组织锻透,而且也保证有较细的原始晶粒度,锻后即刻水冷,防止晶粒度长大。
步骤2:挤压坯料的锻造;
如图2所示,是本发明中裤型三通坯料锻造加热工艺曲线图。
第一次锻造:退火后的挤压坯料进行加热,升温速度小于60℃/h,加热到550~600℃,保温6h;保温后继续升温到900-950℃,升温速率小于60℃/h,保温6h;继续升温到1250±10℃,升温速率小于60℃/h,保温18h;进行锻压,压钳口后拔长(在料身400长处拔稍压φ700钳口,长度约1000mm);
第二次锻造:第一次锻造后的坯料返回加热炉升温到1220±10℃,保温6h,进行锻压,镦粗后拔长(φ800漏盘鐓粗至φ1700,长度约1350mm,再拔长至至φ1200,长度约2700mm);
第三次锻造:第二次锻造后的坯料返回加热炉升温到1180±10℃,保温6h,进行锻压,镦粗后精整(鐓粗至φ1550,长度约1600mm,精整至φ1300×2150mm),精整后的坯料水冷到室温,最后机加工到φ1250×2000mm。
步骤3:挤压坯料控温加热后,经挤压成型生成裤型三通毛坯;
(1)、通过QFORM软件(塑性成形模拟软件),模拟金属成型过程中金属流动趋向,改善并优化模具设计制造,设计了挤压工艺解决方案,保证金属合理流动,既保证工件均匀成型,也能有效细化晶粒。
根据挤压成型工艺设计边界条件进行模拟计算,具体参数如下:根据管道系统设计图纸,裤型三通上口φ1310mm×2500mm,下口φ740mm;
模具规格:墩粗杆尺寸Φ1270;冲头尺寸Φ800;
模拟方案:根据挤压成型工艺设计边界条件进行模拟计算,具体参数如下:
挤压温度:1150℃;模具预热温度:350℃;摩擦系数:0.03;
材质:AISI316H;热传递系数:1N/s/mm/℃;
模拟结果:成型力在4.7万吨左右。
(2)、将挤压坯料控温加热到1150±10℃,然后在5万吨挤压机组上,进行闭式鐓粗、胎膜挤压成型,生成裤型三通毛坯,成型后的裤型三通毛坯即刻在线水冷,保证晶粒不再长大。
如图3所示,是本发明中裤型三通模具示意图。
安装挤压模具,模具下端主要组成部分是:钢丝缠绕的外套6(材料为5CrNiMo),与三通外形相吻合的内套5(材料为CHD),以及可以移动的基座7。模具上端主要组成部分是:鐓粗杆4、冲头3,鐓粗杆4、冲头3固定在上移动台板1的悬挂梁2上,鐓粗杆4和冲头2可以互相移动换位。
如图4所示,是本发明中裤型三通挤压示意图。
挤压过程分两步成型:
第一步,将挤压坯料控温加热到1150±10℃后放入模具的内套5进行闭式镦粗,并挤压出管脚部分,利用冲头3进行冲孔,形成半空三通;
如图5所示,是本发明中裤型三通挤压加热工艺曲线图。
将挤压坯料控温加热550~600℃,升温速度小于60℃/h,保温8h;继续升温到900-950℃,升温速率小于60℃/h,保温8h;继续升温到1150±10℃,升温速率小于60℃/h,保温30h。
第二步,在模具内水冷到室温,通过机加工制备成裤型三通毛坯。
步骤4:对裤型三通毛坯固溶处理,制得裤型三通。
如图6所示,是本发明中裤型三通固溶处理的加热工艺曲线图。
对裤型三通毛坯加热到550~600℃,升温速度小于60℃/h,保温5h;继续升温到900-950℃,升温速率小于60℃/h,保温5h;继续升温到1070±10℃,保温16h,水冷到室温后得到裤型三通。
对裤型三通毛坯进行固溶处理,在加热后快速冷却,使碳化物充分溶解并在常温下保留在奥氏体中,从而在常温下获单相奥氏体组织,使钢具有最高的耐腐蚀性能。
本发明所用的术语是说明和示例性、而非限制性的术语。由于本发明能够以多种形式具体实施而不脱离技术方案的精神或实质,所以应当理解,上述实施例不限于任何前述的细节,而应在随附权利要求所限定的精神和范围内广泛地解释,因此落入权利要求或其等效范围内的全部变化和改型都应为随附权利要求所涵盖。
- 四代核电快堆一回路主管道裤型三通的制造方法
- 四代核电快堆一回路主管道管道单体的制造方法