一种音圈骨架冲孔加工装置及加工方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及音圈制造技术领域,特别是一种音圈骨架冲孔加工装置及加工方法。
背景技术
扬声器的热源,主要是音圈,扬声器的功率越大,热能就越大,导致音圈温度迅速上升,如果不能给良好的予音圈散热,当音圈温度上升至材料承受极限时就会烧毁,而冲孔骨架可以让音圈在运动过程中,产生的热空气在音腔内流通,降低音圈温度,提升扬声器使用寿命。目前对于冲孔音圈的生产都是绕制完成后,由流水线操作人员将产品放入至模具内冲孔,通过模具刀口与冲针的进行冲孔,使其使用寿命,容易造成其尺寸品质不良,造成人工/原料的成本浪费。
发明内容
为了解决上述问题,本发明目的在于提供一种以机械化来加工一种音圈骨架上散热孔的生产制作方法,尤其是指在不同材料筒状音圈骨架四周分布散热孔的加工方法,是通过如下技术方案实现的。
一种音圈骨架冲孔加工设备,包括基座,所述基座上设置有外导模和内导模,所述内导模设置在外导模内的轴心处,环绕外导模设置有多个气缸安装架,所述气缸安装架的安装的气缸朝向外导模方向设置,所述气缸的活塞部固定冲针,所述冲针穿过外导模的冲孔及内导模的针套且朝向内导模的轴心,与位于所述内导模的内模刀口连接。
所述冲针上还设置有调节压板。
所述冲针与气缸活塞是通过冲头拉环固定。
所述基座上设置有汇流排,所述汇流排与各气缸连接,通过外接调压阀驱动气缸运动。
一种音圈骨架冲孔加工方法,包括如下步骤:
将音圈骨架放入内导模的轴心处;
围绕外导模而均分布的气缸带动冲针沿导模针套向内导模的轴心穿刺;
待各气缸收到感应信号后,气缸带动冲针沿导模针套回到静点;
导模针套设置微量间隙,用以调整冲针与内模刀口的紧密性,保证产品尺寸规范,无毛边、毛刺。
本发明的有益效果在于:提高产品的质量,解决现有技术中冲孔所造成的毛边、毛刺问题。
附图说明
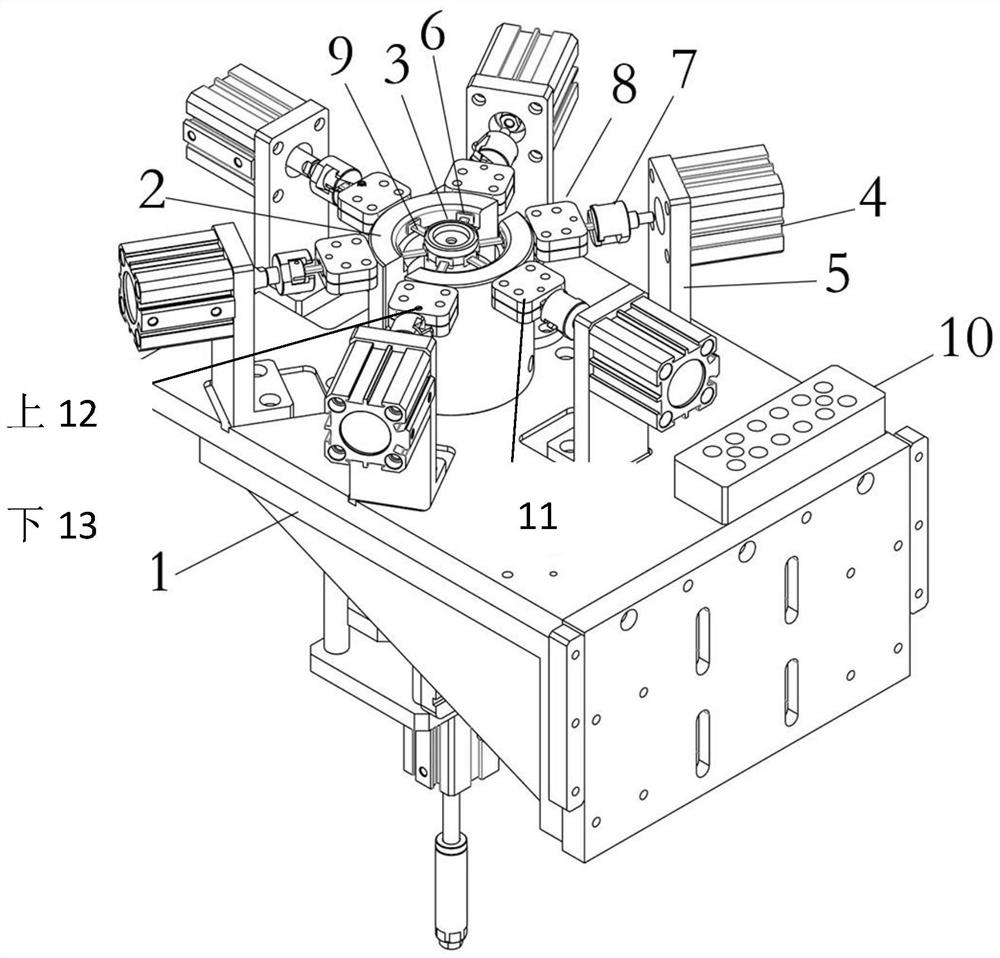
图1是本发明实施例的冲孔加工装置的结构示意图。
图2是本发明实施例的冲孔加工装置的侧视图。
附图中的标记:
基座-1,外导模-2,内导模-3,气缸-4,气缸安装架-5,镶件-6,冲头拉环-7,调节压板-8,冲针-9,汇流排-10,导模针套-11,固定座-12。
具体实施方式
以下结合实施例对本发明作进一步的阐述,所述的实施例仅为本发明一部分的实施例,这些实施例仅用于解释本发明,对本发明的范围并不构成任何限制。
如图1-2所示,一种音圈骨架冲孔加工设备,包括基座1,基座上设置有外导模2和内导模3,外导模2具有圆柱形内腔体,内导模3设置在外导模内腔体的轴心处,且与外导模2的内侧壁保持一定的距离。
在内导模3上面安装有固定座12,固定座12正中心的圆孔用于固定待加工的音圈。圆孔与内导模3的加工槽相通,位于内导模3的内模刀口正对着加工槽,为音圈冲孔。
环绕外导模2设置有多个气缸安装架5,气缸安装架5的安装的气缸4朝向外导模方向设置。在本发明的实施例中,气缸安装架5有6个,按固定的角度间隔设置在外导模的外围。基座1上设置有汇流排10,汇流排10与各气缸4连接,通过外接调压阀驱动气缸运动。避免连接过多的导管而使得连接结构复杂。
气缸4的活塞部固定冲针9,冲针穿过外导模的冲孔及内导模的导模针套11且朝向内导模3的轴心,与位于内导模3的内模刀口(图中未显示)连接。
冲孔处通过镶件6支撑冲针9。冲针上还设置有调节压板8,调节压板8为上下两部分,通过螺丝固定。调节压板的杯头螺丝11用以调节上下俩块压片的间隙,当上下俩块压片间隙变小,被压片包裹的鑲件6口径相对变小,调整范围0.005-0.01mm,上下调节压板的机米螺丝12-13,根据产品毛边的方向而调整上压板或下压板上的机米调节螺丝,使冲针向出现毛边的方向更紧密穿刺,调整范围0.005-0.01mm,调节压板可调整在冲针上的位置,通过调节压板的重量及杠杆原理来微调冲针在导模针套的间隙量,达到调整调整冲针与内模刀口的紧密性。
或者是更换不同重量的调节压板8来微调冲针在导模针套的间隙量,从而达到调整调整冲针与内模刀口的紧密性的目的。
所述冲针与气缸活塞是通过冲头拉环固定。
一种音圈骨架冲孔加工方法,包括如下步骤:
将音圈骨架放入内导模的轴心处;
围绕外导模而均分布的气缸带动冲针沿导模针套向内导模的轴心穿刺;
待各气缸收到感应信号后,气缸带动冲针沿导模针套回到静点;气缸通过控制器来控制,感应信号通过在传感器来实现,由于本发明的重点不在控制部分,故不详细说明。
调节压板的杯头螺丝11用以调节上下俩块压片的间隙,当上下俩块压片间隙变小,被压片包裹的鑲件6口径相对变小,调整范围0.005-0.01mm,上下调节压板的机米螺丝12-13,根据产品毛边的方向而调整上压板或下压板上的机米调节螺丝,使冲针向出现毛边的方向更紧密穿刺,调整范围0.005-0.01mm。导模针套设置微量间隙,用以调整冲针与内模刀口的紧密性,保证产品尺寸规范,无毛边、毛刺。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 一种音圈骨架冲孔加工装置及加工方法
- 一种饮品胶囊冲孔加工装置及冲孔加工方法