一种一模多腔索具锻压装置及其锻压方法
文献发布时间:2023-06-19 19:32:07
技术领域
本发明属于金属锻压领域,特别涉及一种一模多腔索具锻压装置及其锻压方法。
背景技术
锻压主要用于金属成形,在锻压加工中,坯料整体发生明显的塑性变形,有较大量的塑性流动;胚料在高温加热下其表面与空气反应形成氧化层,坯料变形时,氧化层脱落形成氧化皮,一部分氧化皮弹出并掉落在地面上,另一部分氧化皮则直接掉落在模具内,进而影响模具与产品的质量。
发明内容
发明目的:为了克服以上不足,本发明的目的是提供一种一模多腔索具锻压装置及其锻压方法,其结构简单,设计合理,能够自动收集锻压过程中脱落的氧化皮,能够较好地保护模具与产品,提高了锻压质量。
技术方案:一种一模多腔索具锻压装置,包括:
锻压组件,包括锻压台体、支撑架体、液压单元、模具,所述锻压台体上开设有置物腔与排屑槽,所述排屑槽位于置物腔的外侧,所述支撑架体设置于锻压台体上,所述液压单元设置于支撑架体上,所述模具包括第一模体与第二模体,所述第一模体嵌设于置物腔内,所述第一模体内设置有若干模组,所述第二模体与液压单元相连,所述第一模体可与第二模体配合;
清理组件,包括收纳件、封闭单元、气泵单元、推扫单元,所述收纳件的入口端与排屑槽的一端配合,所述封闭单元包括转动件、第一驱动件、封闭件,所述转动件与第一驱动件相连,所述封闭件与转动件相连,所述封闭件可与排屑槽的顶部配合,所述气泵单元的输出端与排屑槽的另一端配合;
通过封闭件与排屑槽闭合形成排屑腔,气泵单元从排屑腔的一端输气将排屑腔内的氧化皮向另一端吹动,收纳件从排屑腔的另一端收集氧化皮,实现自动收集锻压过程中脱落的氧化皮,能够较好地保护模具与产品,提高了锻压质量。
优选的,所述清理组件还包括推扫单元,所述推扫单元包括滑动架、滑座、推扫件、第二驱动件,所述滑动架设置于锻压台体上,所述滑座套设于滑动架上,且与所述滑动架滑动相连,所述推扫件设置于滑座上,所述第二驱动件与推扫件相连,所述推扫件可动态覆盖排屑槽;通过推扫单元将模具内的氧化皮推扫至排屑槽内,能够清除模具内的氧化皮。
优选的,所述滑动架包括滑轨组,所述滑轨组设置于第一模体的两个相对侧,所述滑轨组的长度覆盖第一模体;通过推扫件将第一模体内的氧化皮完全推出。
优选的,所述排屑槽靠近收纳件的一端设置于套环,所述套环可与封闭件密封相连,所述套环内开设有内螺纹,所述收纳件的入口端开设有外螺纹,所述内螺纹可与外螺纹配合;通过所述套环紧密连通排屑槽与收纳件,能够完整收集氧化皮。
优选的,所述推扫单元还包括梳理件,所述梳理件设置于锻压台体的一侧,所述梳理件的顶部开设有齿部,所述齿部可与推扫件配合;通过所述梳理件清除推扫件上附着的氧化皮。
优选的,所述排屑槽的截面积自靠近气泵单元的一端向靠近收纳件的一端递减;通过截面积渐变的排屑槽来增加远离气泵单元一端的气压,便于氧化皮排出排屑槽。
优选的,所述收纳件的出口端开设有若干排气孔,所述排气孔的一侧设置有过滤件,所述过滤件覆盖排气孔。
一种一模多腔索具锻压装置的锻压方法,包括以下步骤:
S1:将坯料加热至高温、软态状态;
S2:将坯料放入模组,启动液压单元,第一模体与第二模体对坯料施加压力,坯料形成索具;
S3:取出索具;
S4:启动第一驱动件,封闭件转动至排屑槽的顶部,封闭件与排屑槽形成排屑腔;
S5:启动气泵单元,氧化皮进入收纳件。
优选的,S4之前还包括:启动第二驱动件,推扫件沿滑动架往复运动,氧化皮进入排屑槽。
优选的,还包括:所述推扫件的运动范围为梳理件至远离梳理件的排屑槽。
上述技术方案可以看出,本发明具有如下有益效果:
1.本发明提供一种一模多腔索具锻压装置,通过封闭件与排屑槽闭合形成排屑腔,气泵单元从排屑腔的一端输气将排屑腔内的氧化皮向另一端吹动,收纳件从排屑腔的另一端收集氧化皮,实现自动收集锻压过程中脱落的氧化皮,能够较好地保护模具与产品,提高了锻压质量。
2. 锻压台体上还设置有推扫单元,通过推扫单元将模具内的氧化皮推扫至排屑槽内,其中,推扫件在第一模体表面往复推扫,能够清除第一模体上的氧化皮。
3.封闭件与排屑槽闭合后形成排屑腔,所述排屑腔的一端连接有气泵单元,另一端连通有收纳件,且连接处均为密闭状态,能够完整地收集排屑槽内的氧化皮。
4.所述锻压台体的一侧还设置有梳理件,所述梳理件的顶部开设有齿部,当所述推扫件往复经过齿部时,能够清除推扫件上附着的氧化皮。
附图说明
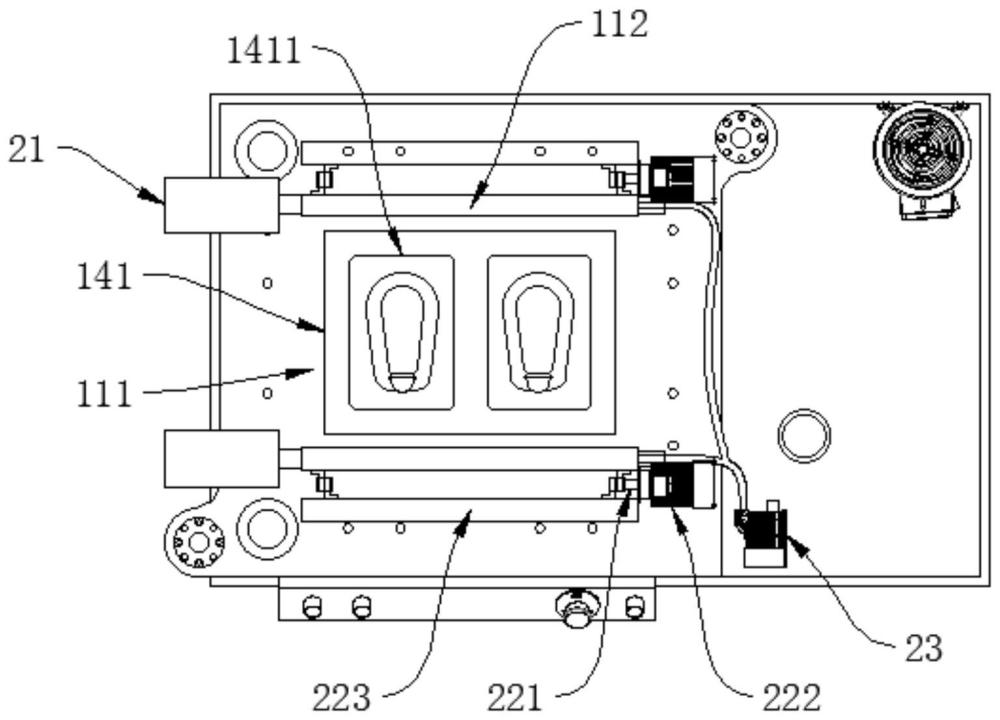
图1为本发明所述的一模多腔索具锻压装置的结构示意图;
图2为本发明所述的清理组件的结构示意图;
图3为本发明所述的推扫单元的结构示意图;
图4为本发明所述的套环的结构示意图;
图5为本发明所述的梳理件的结构示意图;
图6为本发明所述的收纳件的结构示意图;
图7为本发明所述的一模多腔索具锻压装置的锻压方法流程图;
图8为本发明所述的推扫单元的工作方法流程图;
图中:锻压台体11、置物腔111、排屑槽112、套环113、支撑架体12、液压单元13、模具14、第一模体141、模组1411、第二模体142、收纳件21、排气孔211、过滤件212、转动件221、第一驱动件222、封闭件223、气泵单元23、滑动架241、滑座242、推扫件243、第二驱动件244、梳理件245、齿部2451。
具体实施方式
下面结合附图和具体实施例,进一步阐明本发明。
实施例一
本实施例提供一种一模多腔索具锻压装置,包括锻压组件、清理组件,通过所述锻压组件将坯料锻压呈索具,通过所述清理组件清理锻压过程中坯料脱落的氧化皮。
如图1所示,所述锻压组件包括锻压台体11、支撑架体12、液压单元13、模具14,所述锻压台体11上开设有置物腔111与排屑槽112,所述排屑槽112位于置物腔111的外侧,所述支撑架体12设置于锻压台体11上,所述液压单元13设置于支撑架体12上,所述模具14包括第一模体141与第二模体142,所述第一模体141嵌设于置物腔111内,如图2所示,所述第一模体141内设置有若干模组1411,所述第二模体142与液压单元13相连,所述第一模体141可与第二模体142配合。
具体的,锻压装置包括一底座,所述锻压台体11安装于底座上,所述锻压台体11上开设一置物腔111,所述置物腔111的外围开设排屑槽112,所述排屑槽112的数量至少为二,且两条排屑槽112位于置物腔111的两个相对侧。所述支撑架体12安装于锻压台体11上,且至少罩设于所述置物腔111,所述支撑架体12的顶部设置有液压单元13。
在本实施例中,所述第一模体141为定模体,所述第二模体142为动模体,所述第一模体141安装于锻压台体11的置物腔111内,所述第二模体142与液压单元13的底部相连,所述液压单元13可带动第二模体142做靠近或远离第一模体141的运动,所述第一模体141与第二模体142将坯料挤压形成索具。
所述第二模体142内可拆卸安装有若干模组1411,所述模组1411的形状为所需生产索具的形状,所述模组1411的数量至少为二,多个模组1411均可进行锻压。可以理解的是,所述模组1411可替换,可完成不同的锻压。
如图2所示,所述清理组件包括收纳件21、封闭单元、气泵单元23,所述收纳件21的入口端与排屑槽112的一端配合,所述封闭单元包括转动件221、第一驱动件222、封闭件223,所述转动件221与第一驱动件222相连,所述封闭件223与转动件221相连,所述封闭件223可与排屑槽112的顶部配合,所述气泵单元23的输出端与排屑槽112的另一端配合。
具体的,在本实施例中,所述第一驱动件222可驱动转动件221顺时针或逆时针转动,所述转动件221与封闭件223相连,所述转动件221可带动封闭件223顺时针或逆时针转动,当所述封闭件223与排屑槽112结合时,所述封闭件223位于排屑槽112的顶部并封闭排屑槽112的开口。
所述排屑槽112贯通锻压台体11的两侧,其中,当所述封闭件223与排屑槽112结合时,其内形成排屑腔,所述排屑腔的顶部封闭、两端留有开口,所述收纳件21与气泵单元23分别与排屑腔两端的开口相连,其连接处均做密闭处理,防止氧化皮外泄。
进一步的,如图3所示,所述清理组件还包括推扫单元,所述推扫单元包括滑动架、滑座242、推扫件243、第二驱动件244,所述滑动架设置于锻压台体11上,所述滑座242套设于滑动架上,且与所述滑动架滑动相连,所述推扫件243设置于滑座242上,所述第二驱动件244与推扫件243相连,所述推扫件243可动态覆盖排屑槽112。
具体的,所述滑动架位于第一模体141的两侧,所述推扫件243的底部设置有若干刷毛,所述刷毛用于清理第一模体141上的氧化皮,所述滑座242在滑动架上往复运动,带动所述推扫件243在第一模体141上往复运动。
进一步的,所述滑动架包括滑轨组,所述滑轨组设置于第一模体141的两个相对侧,所述滑轨组的长度覆盖第一模体141。
具体的,所述滑动架至少包括两条滑轨,所述两条滑轨各设于第一模体141的一侧,且两条滑轨相互平行。可以理解的是,所述滑轨的两端延伸出第一模体141,依次覆盖第一模体141。
进一步的,如图4所示,所述排屑槽112靠近收纳件21的一端设置于套环113,所述套环113可与封闭件223密封相连,所述套环113内开设有内螺纹,所述收纳件21的入口端开设有外螺纹,所述内螺纹可与外螺纹配合。
具体的,所述排屑槽112靠近收纳件21的一端开设有凹槽,所述套环113的下部嵌设于凹槽内,当封闭件223与排屑槽112结合时,所述套环113的上部与封闭件223结合,
所述气泵单元23包括两种使用方法,其一,操作人员手持气泵单元23的输出端伸入排屑腔,其二,将气泵单元23的输出端与排屑槽112固定连接。可以理解的是,所述气泵单元23的输出端为气枪或气嘴。
进一步的,如图5所示,所述推扫单元还包括梳理件245,所述梳理件245设置于锻压台体11的一侧,所述梳理件245的顶部开设有齿部2451,所述齿部2451可与推扫件243配合。
具体的,所述梳理件245位于推扫件243的动态覆盖范围内,在推扫件243的一个往复行程中,所述推扫件243二次通过梳理件245,所述齿部2451可拆入推扫件243。可以想到的是,所述齿部2451上套设有可拆卸的保护罩。
进一步的,所述排屑槽112的截面积自靠近气泵单元23的一端向靠近收纳件21的一端递减。
具体的,在清除氧化皮时,所述排屑腔远离气泵单元23的一端气压小于靠近气泵单元23的一端,通过收缩排屑腔的截面积可平衡两端的气压。
可以想到的是,另一种结构是,所述封闭件223的截面积自靠近气泵单元23的一端向靠近收纳件21的一端递增,同样可以起到排屑腔截面积收缩的效果。
进一步的,如图6所示,所述收纳件21的出口端开设有若干排气孔211,所述排气孔211的一侧设置有过滤件212,所述过滤件212覆盖排气孔211。
实施例二
如图7所示,本实施例提供一种一模多腔索具锻压装置的锻压方法,包括以下步骤:
S1:将坯料加热至高温、软态状态。
在S1中,锻压的前提条件是,将金属坯料预热,根据坯料的材料加热至对应的温度,其中以软态为基准。
S2:将坯料放入模组1411,启动液压单元13,第一模体141与第二模体142对坯料施加压力,坯料形成索具。
在S2中,将软态的坯料放入模组1411,液压单元13带动第二模体142循环做靠近坯料与远离坯料的运动,坯料在模组1411与第一模体141的压力下形成索具。
S3:取出索具。
在S3中,第一模体141与第二模体142分离后,从模组1411内取出索具,采用浸水冷却或在空气中自然冷却,以达到一定的硬化效果,同时也能够控制变形性能。
S4:启动第一驱动件222,封闭件223转动至排屑槽112的顶部,封闭件223与排屑槽112形成排屑腔。
在S4中,锻压结束后,坯料外层的氧化皮脱落在模具14和锻压台体11上,若是不及时清除,氧化皮在锻打过程中会带到坯料里导致产品精度降低,此外,还容易损伤模具14。第一驱动件222驱动转动件221转动,所述转动件221带动封闭件223转动,所述封闭件223转动至排屑槽112的顶部,所述封闭件223与排屑槽112结合后形成排屑腔,所述排屑腔的两端留有开口,
S5:启动气泵单元23,氧化皮进入收纳件21。
在S5中,气泵单元23从排屑腔的一端输入气体,将排屑腔内的氧化皮向另一端吹送,另一端连接有收纳件21,氧化皮进入收纳件21。
进一步的,如图8所示,S4之前还包括:S3’:启动第二驱动件244,推扫件243沿滑动架往复运动,氧化皮进入排屑槽112。所述推扫件243的运动范围为梳理件245至远离梳理件245的排屑槽112。
具体的,第二驱动件244驱动推扫件243从第一模体141的一端移动至另一端,并往复运动,在移动过程中,所述推扫件243将第一模体141上散落的氧化皮推扫至锻压台体11与排屑槽112内。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进,这些改进也应视为本发明的保护范围。
- 曲轴锻压机上、下弯曲模油缸同步卸荷系统及卸荷方法
- 一种一模双腔锻压索具制作方法
- 一种一模双腔锻压索具模具