一种导套密封件的自动装配设备
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及导套的技术领域,特指一种导套密封件的自动装配设备。
背景技术
导套是一个与导柱配合使用、起到一个导向作用的配件,其广泛的应用于多个机械领域中,其中,在千斤顶等液压元件中,导套也是一个重要的零部件,且在液压元件中,导套在起到导向作用的过程中必须考虑其密封性,否则会导致漏油,因此需要在导套上加设油封以及密封圈,进而确保导套的密封性能。
在现有技术中,导套中的密封圈以及油封都是通过人工进行安装装配的,但是其装配效率低下,且容易出现漏装的情况,进而导致了残次品的产生。
发明内容
本发明考虑了前述问题而做出,发明的目的是提供一种导套密封件的自动装配设备,可以实现密封圈和油封的装配,且密封圈和油封装配可在两个导套上同步进行,装配效率高,且产品成品率高。
为实现上述目的,本发明提供一种导套密封件的自动装配设备,所述密封件包括油封和密封圈,所述自动装配设备包括:
工作台,其上设有间隔布置的油封装配机构、密封圈装配机构、取件机构以及位于所述油封装配机构、密封圈装配机构以及取件机构之间的定位机构,所述定位机构包括可转动设置在所述工作台中部的定位板,多个所述导套沿所述定位板的轴向间隔布置在所述定位板上,所述定位板转动可驱动所述导套依次经过所述密封圈装配机构、油封装配机构以及所述取件机构;
所述密封圈装配机构包括第一夹持组件和第一供料组件,所述第一供料组件用于提供所述密封圈至所述第一夹持组件的一侧,所述第一夹持组件用于夹持位于所述第一供料组件上的密封圈、并装配至所述导套上;
所述油封装配机构包括第二夹持组件和第二供料组件,所述第二供料组件用于提供所述油封至所述第二夹持组件的一侧,所述第二夹持组件用于夹持位于所述第二供料组件上的油封、并装配至装配有所述密封圈的导套上;
所述取件机构用于将安装有密封圈以及油封的导套从所述定位板上取下。
据上所述的一种导套密封件的自动装配设备,所述第一供料组件包括第一振动盘、第一料道、第一存料槽以及第一推料气缸,所述第一料道的一端与所述第一振动盘相接,所述第一料道的另一端与所述第一存料槽相接,所述第一推料气缸的活塞杆连接有第一推料板;
所述第一推料板可伸入所述第一料道内、可将位于所述第一料道内的密封圈推入所述第一存料槽内。
据上所述的一种导套密封件的自动装配设备,所述第一夹持组件包括第一支撑板以及活动设置在所述第一支撑板上的第一夹持件,所述第一夹持件可沿所述第一支撑板水平或升降运动、以将位于所述第一存料槽内的密封圈夹持并安装至所述导套上;
所述第一夹持件包括第一定位轴、第一夹爪以及第一气缸,多个所述第一夹爪沿所述第一定位轴的轴向间隔分布在所述第一定位轴的外侧,所述第一气缸用于驱动所述第一夹爪夹持或松开所述密封圈。
据上所述的一种导套密封件的自动装配设备,所述第一夹持组件还包括第一连接板、第一水平气缸、第一滑块以及第一升降气缸,所述第一夹持件安装在所述第一滑块上,所述第一支撑板上设置有水平布置的第一导轨,所述第一连接板通过所述第一水平气缸可滑动的设置在所述第一导轨上,且所述第一连接板上设有垂直布置的第二导轨,所述第一滑块通过所述第一升降气缸可滑动的设置在所述第二导轨上。
据上所述的一种导套密封件的自动装配设备,所述第二供料组件包括第二振动盘、第二料道、第二存料槽以及第二推料气缸,所述第二料道的一端与所述第二振动盘相接,所述第二料道的另一端与所述第二存料槽相接,所述第二推料气缸的活塞杆连接有第二推料板;
所述第二推料板可伸入所述第二料道内、可将位于所述第二料道内的油封推入所述第二存料槽内。
据上所述的一种导套密封件的自动装配设备,所述第二夹持组件包括第二支撑板以及活动设置在所述第二支撑板上的第二夹持件,所述第二夹持件可沿所述第二支撑板水平或升降运动、以将位于所述第二存料槽内的油封夹持并安装至所述导套上;
所述第二夹持件包括第二定位轴、第二夹爪以及第二气缸,多个所述第二夹爪沿所述第二定位轴的轴向间隔分布在所述第二定位轴的外侧,所述第二气缸用于驱动所述第二夹爪夹持或松开所述油封。
据上所述的一种导套密封件的自动装配设备,所述第二夹持组件还包括第二连接板、第二水平气缸、第二滑块以及第二升降气缸,所述第二夹持件安装在所述第二滑块上,所述第二支撑板上设置有水平布置的第三导轨,所述第二连接板通过所述第二水平气缸可滑动的设置在所述第三导轨上,且所述第二连接板上设有垂直布置的第四导轨,所述第二滑块通过所述第二升降气缸可滑动的设置在所述第四导轨上。
据上所述的一种导套密封件的自动装配设备,还包括收料机构,所述收料机构用于接收所述取件机构取下的导套,且所述收料机构包括收料箱、运输带以及接料板,所述运输带的一端固定在所述工作台上,所述运输带的另一端固定在所述收料箱上,并与所述接料板的一端相接,所述接料板倾斜设置在所述收料箱内。
据上所述的一种导套密封件的自动装配设备,所述取件机构包括下料立板以及可活动设置在所述下料立板上的内撑组件,所述内撑组件可沿所述下料立板水平或升降运动、以驱动所述导套运动至所述运输带上;
所述内撑组件包括内撑爪以及第三气缸,当所述内撑爪下降时,可伸入所述导套内,所述第三气缸可驱动所述内撑爪撑开所述导套、以固定所述导套。
据上所述的一种导套密封件的自动装配设备,所述定位机构还包括分割器,所述定位板通过所述分割器固定在所述工作台上。
本发明具有以下有益效果:导套在安装至定位板上后,可依次进行密封圈装配、油封装配以及取件动作,可以完成导套密封件的全过程自动装配,装配效率高,且可避免人设备配的漏装,且在取件之后,可以自动运输至收料箱内,可以节省人工搬运的劳动力。
附图说明
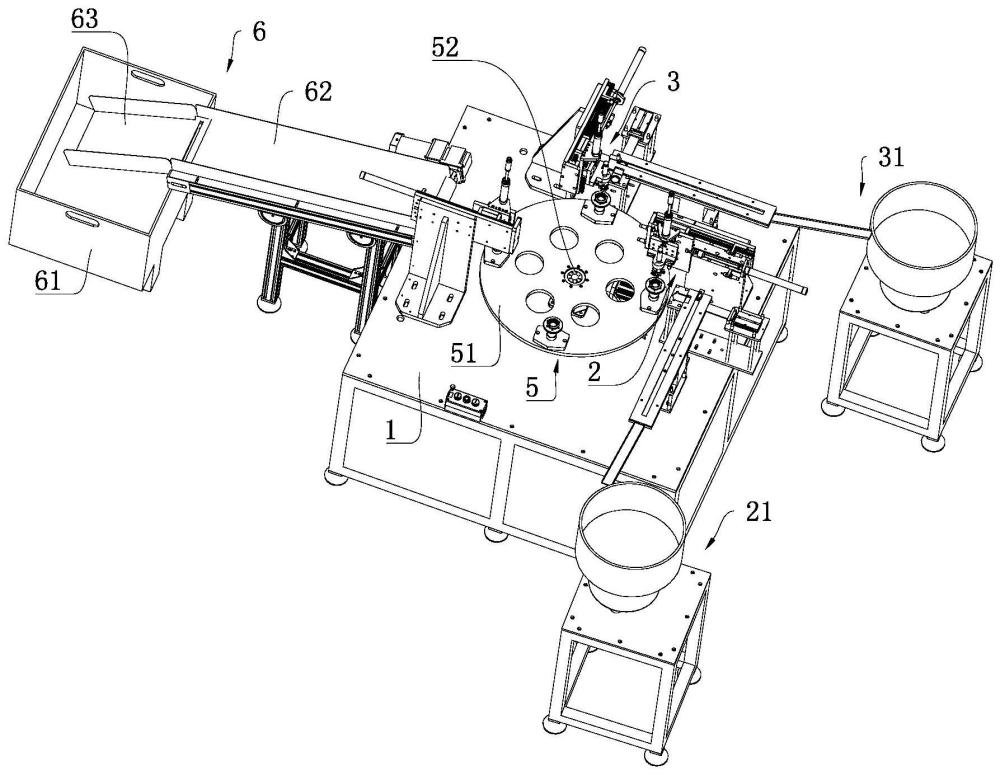
图1是本实施例的整体结构示意图;
图2是本实施例的油封装配机构结构示意图;
图3是本实施例的密封圈机构结构示意图;
图4是本实施例的取件机构结构示意图。
图中:
1、工作台;2、密封圈装配机构;21、第一供料组件;211、第一振动盘;212、第一料道;213、第一存料槽;214、第一推料气缸;22、第一夹持组件;221、第一支撑板;221a、第一导轨;222、第一定位轴;223、第二夹爪;224、第一气缸;225、第一连接板;225a、第二导轨;226、第一水平气缸;227、第一滑块;228、第一升降气缸;3、油封装配机构;31、第二供料组件;311、第二振动盘;312、第二料道;313、第二存料槽;314、第二推料气缸;32、第二夹持组件;321、第二支撑板;321a、第三导轨;322、第二定位轴;323、第二夹爪;324、第二气缸;325、第二连接板;325a、第四导轨;326、第二水平气缸;327、第二滑块;328、第二升降气缸;4、取件机构;41、下料立板;42、内撑组件;421、内撑爪;422、第三气缸;5、定位机构;51、定位板;52、分割器;6、收料机构;61、收料箱;62、运输带;63、接料板。
具体实施方式
以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但发明并不限于这些实施例。
如图1-4所示,一种导套密封件的自动装配设备,包括工作台1、油封装配机构3、密封圈装配机构2、取件机构4以及定位机构5。
具体的,油封装配机构3、密封圈装配机构2以及取件机构4间隔布置在工作台1上,油封装配机构3、密封圈装配机构2以及取件机构4位于同一圆上,定位机构5位于三者之间,定位机构5包括可转动设置在工作台1上的定位板51,多个导套沿定位板51的轴向间隔布置在定位板51上,定位板51转动可驱动导套依次经过密封圈装配机构2、油封装配机构3以及取件机构4,在本实施例中,定位板51上可固定四个导套,人工依次进行上料,上料好一个之后,定位板51转动预设角度,此时人工继续上料,转动至密封圈装配机构2处的导套进行密封圈的装配,在装配好之后,人工的第二次上料也完成了,此时定位板51再转动预设角度,人设备料、和密封圈的装配继续进行,装配好密封圈的导套转动至油封装配机构3处,进行油封的装配,即两个导套的密封圈和油封的装配同时进行,可以提高装配效率,在装配完成后,定位板51继续转动预设角度,此时取件机构4可将装配密封圈和油封的导套取下,其他两个机构也持续运动,只需要一个工作人员就能实现导套密封件的装配,装配效率高,且残次品率大幅降低。
为了实现定位板51的精准转动,定位机构5还包括分割器52,定位板51通过分割器52固定在工作台1上,分割器52可驱动定位板51转动预设角度。
其中,密封圈装配机包括第一夹持组件22和第一供料组件21,第一供料组件21用于提供密封圈至第一夹持组件22的一侧,第一夹持组件22用于夹持位于第一供料组件21上的密封圈、并装配至导套上。
具体的,第一供料组件21包括第一振动盘211、第一料道212、第一存料槽213以及第一推料气缸214,第一料道212的一端与第一振动盘211相接,第一料道212的另一端与第一存料槽213相接,第一推料气缸214的活塞杆连接有第一推料板,在本实施例中,第一料道212包括第一倾斜料道和第一振动料道,第一倾斜料道一端与第一振动盘211相接,另一端与第一振动料道的一端相接,在第一振动盘211振动时,其内的密封圈通过振动抖出,由第一倾斜料道进入第一振动料道,第一振动料道振动,进而驱动密封圈继续运动,在密封圈运动至第一料道212的底端时,第一推料板可伸入第一料道212内、可将位于第一料道212内的密封圈推入第一存料槽213内,并与第一夹持组件22从第一存料槽213内夹取密封圈。
具体的,第一夹持组件22包括第一支撑板221以及活动设置在第一支撑板221上的第一夹持件,第一夹持件可沿第一支撑板221水平或升降运动、以将位于第一存料槽213内的密封圈夹持并安装至导套上,第一夹持件的水平运动可实现第一夹持件在第一存料槽213上方和导套上方的位置切换,其升降运动可以实现夹取密封圈和安装密封圈,其中,第一夹持件包括第一定位轴222、第一夹爪以及第一气缸224,多个第一夹爪沿所述第一定位轴222的轴向间隔分布在第一定位轴222的外侧,第一气缸224用于驱动第一夹爪夹持或松开密封圈,在夹持密封圈后,密封圈套设在第一定位轴222外侧,第一夹爪固定密封圈,在装配时,第一定位轴222可伸入导套内,第一夹爪松开密封圈,使得密封圈可装配至导套内。
进一步的,第一夹持组件22还包括第一连接板225、第一水平气缸226、第一滑块227以及第一升降气缸228,第一夹持件安装在第一滑块227上,第一支撑板221上设置有水平布置的第一导轨221a,第一连接板225通过第一水平气缸226可滑动的设置在第一导轨221a上,且第一连接板225上设有垂直布置的第二导轨225a,第一滑块227通过第一升降气缸228可滑动的设置在所述第二导轨225a上,通过第一水平气缸226驱动第一连接板225水平移动,通过第一滑块227带动第一夹持件水平运动,第一升降气缸228带动第一滑块227上下升降运动,进而带动第一夹持件升降运动。
其中,油封装配机构3包括第二夹持组件32和第二供料组件31,第二供料组件31用于提供油封至所述第二夹持组件32的一侧,第二夹持组件32用于夹持位于所第二供料组件31上的油封、并装配至装配有密封圈的导套上。
具体的,第二供料组件31包括第二振动盘311、第二料道312、第二存料槽313以及第二推料气缸314,第二料道312的一端与第二振动盘311相接,第二料道312的另一端与第二存料槽313相接,第二推料气缸314的活塞杆连接有第二推料板,第二推料板可伸入第二料道312内、可将位于第二料道312内的油封推入第二存料槽313内,同理,第二料道312也包括第二倾斜料道和第二振动料道,第二振动盘311抖出的油封可通过第二倾斜料道和第二振动料道运动至第二料道312的底端,再通过第二推料气缸314推动油封运动至第二存料槽313内,便于第二夹取件夹取油封。
具体的,第二夹持组件32包括第二支撑板321以及活动设置在第二支撑板321上的第二夹持件,第二夹持件可沿第二支撑板321水平或升降运动、以将位于第二存料槽313内的油封夹持并安装至导套上,第二夹持件包括第二定位轴322、第二夹爪323223以及第二气缸324,多个第二夹爪323223沿第二定位轴322的轴向间隔分布在所述第二定位轴322的外侧,第二气缸324用于驱动第二夹爪323223夹持或松开油封,同理,在夹取时,第二夹持件运动至第二存料槽313的上方,再下降运动至夹取油封,夹取后运动至导套上方,下降将油封装配至导套内,第二夹爪323223松开油封,完成装配。
进一步的,第二夹持组件32还包括第二连接板325、第二水平气缸326、第二滑块327以及第二升降气缸328,第二夹持件安装在第二滑块327上,第二支撑板321上设置有水平布置的第三导轨321a,第二连接板325通过第二水平气缸326可滑动的设置在第三导轨321a上,且第二连接板325上设有垂直布置的第四导轨325a,第二滑块327通过第二升降气缸328可滑动的设置在第四导轨325a上,通过第二水平气缸326驱动第二连接板325水平运动,进而通过第二滑块327带动第二夹持件水平运动,第二升降气缸328通过第二滑块327带动第二夹持件进行升降运动。
为了方便在将导套取下后的收料,还包括收料机构6,收料机构6用于接收取件机构4取下的导套,即用于接收装配好密封件的导套,可以进一步减少人工工作量,其中,收料机构6包括收料箱61、运输带62以及接料板63,运输带62的一端固定在工作台1上,运输带62的另一端固定在收料箱61上,并与接料板63的一端相接,接料板63倾斜设置在收料箱61内,取件机构4取下的导套由取件机构4驱动至运输带62上,并依次经过运输带62和接料板63进入到收料箱61内,完成导套的自动收取。
具体的,取件机构4包括下料立板41以及可活动设置在下料立板41上的内撑组件42,内撑组件42可沿下料立板41水平或升降运动、以驱动导套运动至运输带62上,内撑组件42的初始位于定位板51的上方,并位于导套的正上方,在取导套的时候,内撑组件42下降至导套内,并将导套撑开,进而将导套固定在内撑组件42上,内撑组件42上升将导套从定位板51上取下,内撑组件42在上升后进行水平移动,带动导套运动至运输带62的上方,将导套放置在运输带62上。
具体的,内撑组件42包括内撑爪421以及第三气缸422,当内撑爪421下降时,内撑爪421可伸入导套内,第三气缸422可驱动内撑爪421撑开导套,实现固定定位导套。
以上结合附图对本发明的技术方案进行了详细的阐述,所描述的实施例用于帮助理解本发明的思想。本文中所描述的具体实施例仅仅是对本发明精神作举例说明。发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后……)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
另外,在本发明中如涉及“第一”、“第二”、“一”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
另外,本发明各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
- 一种钓鱼竿导环自动装配装置
- 一种漏电开关自动装配设备
- 一种端子插头上料与流转的自动装配设备
- 一种稀土永磁电机转子自动装配设备
- 一种自动装配支架的设备和方法
- 一种汽车座椅头枕导套按扭的自动装配工装设备
- 一种导套的自动装配工装