晶圆处理方法及其系统
文献发布时间:2023-06-29 06:30:04
技术领域
本申请涉及半导体器件制造技术领域,尤其涉及一种晶圆处理方法及其系统。
背景技术
在进行晶圆封装时,为了避免减薄(grinding)工艺对晶圆边缘造成崩边(chipping)缺陷,通常会在减薄前对晶圆的边缘进行修边(trimming)。目前的修边工艺是通过刀具的高速旋转,对晶圆边缘进行机械打磨。
但是,在多片晶圆连续修边时,会出现刀具脱皮(peeling)和晶圆崩边(chipping)的问题。
发明内容
本申请要解决的技术问题是多片晶圆连续修边时出现的刀具脱皮和晶圆崩边问题。
为解决上述技术问题,本申请提供了一种晶圆处理方法,包括:提供第一晶圆及键合在所述第一晶圆上的第二晶圆,其中所述第二晶圆的边缘包括经第一次修边后形成的棱角;对所述第一晶圆和第二晶圆的边缘进行第二次修边,其中所述第二次修边包括:采用第一刀具去除所述棱角,其中所述第一刀具的工作面为内凹的圆弧状;然后,采用第二刀具去除部分所述第一晶圆和第二晶圆的边缘,其中所述第二刀具的工作面为平面,且所述第一刀具的硬度大于所述第二刀具的硬度。
在本申请实施例中,所述圆弧状的度数为30°~180°,且所述第一刀具处理所述棱角时,刀身与所述第二晶圆表面的夹角为20°~60°。
在本申请实施例中,所述第一刀具的目数为500目~1000目,所述第二刀具的目数为1200目~2000目。
在本申请实施例中,所述第一刀具的材料包括具有第一粒径的研磨料,所述第二刀具的材料包括具有第二粒径的研磨料,且所述第一粒径大于所述第二粒径。
在本申请实施例中,键合所述第一晶圆和所述第二晶圆的方法包括:提供第二晶圆;进行第一次修边,去除部分所述第二晶圆的边缘,在所述第二晶圆的边缘形成棱角;将所述第二晶圆键合在所述第一晶圆上,并减薄所述第二晶圆至目标厚度。
在本申请实施例中,经所述第一刀具处理后的区域到达所述第二刀具的位置时,所述第二刀具开始工作。
本申请还提供一种晶圆处理系统,用于对第一晶圆及键合在所述第一晶圆上的第二晶圆进行修边,其中所述第二晶圆的边缘包括经第一次修边后形成的棱角,所述晶圆处理系统包括:晶圆载台,用于承载所述第一晶圆和所述第二晶圆;第一刀具,用于去除所述棱角,且所述第一刀具的工作面为内凹的圆弧状;第二刀具,用于去除部分所述第一晶圆和第二晶圆的边缘,其中所述第二刀具的工作面为平面,且所述第一刀具的硬度大于所述第二刀具的硬度。
在本申请实施例中,所述圆弧状的度数为30°~180°,且所述第一刀具处理所述棱角时,刀身与所述第二晶圆表面的夹角为20°~60°。
在本申请实施例中,所述第一刀具的目数为500目~1000目,所述第二刀具的目数为1200目~2000目。
与现有技术相比,本申请的晶圆处理方法及其系统具有如下有益效果:先采用硬度较大的第一刀具去除晶圆边缘的棱角,将对刀具磨损较严重的位置打磨成圆角,再采用硬度较小的第二刀具对晶圆进行宽度和深度的处理。采用第一刀具和第二刀具共同完成第二次修边,能够防止在第二次修边时损伤刀具,不仅可以延长刀具的使用寿命,还可以解决因采用破损刀具修边时形成的残留结构在后续的减薄工艺中整块脱落导致的晶圆破片问题。
附图说明
以下附图详细描述了本申请中披露的示例性实施例。其中相同的附图标记在附图的若干视图中表示类似的结构。本领域的一般技术人员将理解这些实施例是非限制性的、示例性的实施例,附图仅用于说明和描述的目的,并不旨在限制本申请的范围,其他方式的实施例也可能同样的完成本申请中的发明意图。应当理解,附图未按比例绘制。其中:
图1为现有工艺中经多片晶圆连续修边后的刀具受损照片;
图2为现有工艺中经多片晶圆连续修边后的晶圆受损照片;
图3至图6为现有工艺对晶圆的处理方法各步骤的结构示意图;
图7为现有技术中第二次修边后键合结构的局部光学显微镜图和SEM图;
图8为现有技术中第二次修边后刀具的边缘放大图;
图9为本申请实施例的晶圆处理方法的流程示意图;
图10至图12为本申请实施例的晶圆处理方法各步骤的结构示意图。
具体实施方式
以下描述提供了本申请的特定应用场景和要求,目的是使本领域技术人员能够制造和使用本申请中的内容。对于本领域技术人员来说,对所公开的实施例的各种局部修改是显而易见的,并且在不脱离本申请的精神和范围的情况下,可以将这里定义的一般原理应用于其他实施例和应用。因此,本申请不限于所示的实施例,而是与权利要求一致的最宽范围。
目前的晶圆封装工艺在进行多片晶圆连续修边时,会出现刀具损坏和晶圆崩边的问题。图1示出了经多片晶圆连续修边后刀具的受损照片,受损位置在刀具的边缘处。图2示出了连续修边后的第五片晶圆的受损照片,受损处见图2中箭头指出的位置。鉴于目前出现的刀具损坏和晶圆崩边现象,对现有的晶圆封装工艺进行深入研究。研究发现,进行第一片晶圆的修边时,刀具便已经被损坏。当多片晶圆进行连续修边时,刀具的磨损程度逐渐加重,最终导致脱皮现象的产生。若继续采用磨损后的刀具对晶圆进行修边时,便会造成晶圆崩边,甚至晶圆破片的问题。
进一步地,对目前工艺中造成刀具损坏的因素进行研究。参考图3,首先对功能晶圆10进行第一次修边,去除所述功能晶圆10边缘的部分结构。参考图4,将所述功能晶圆10键合在载体晶圆20上。参考图5,减薄所述功能晶圆10至目标厚度。参考图6,对所述功能晶圆10和所述载体晶圆20进行第二次修边,去除所述功能晶圆10和所述载体晶圆20边缘的部分结构。结合图7,其中左图为第二次修边后的局部光学显微镜图,右图为第二次修边后在不同倍率下的局部SEM图。由光学显微镜图可以看到,在第二次修边位置处出现黑色线条,通过SEM图可以证明所述黑色线条为突起的棱结构30。
参考图8,对第二次修边后的刀具进行局部放大,发现刀具的边缘已经出现较为严重的槽形缺陷。同时,缺陷位置距刀具边缘的距离在0.3mm~0.4mm,这与在第二次修边后形成的棱结构的位置完全吻合。由此可知,第二次修边形成的棱结构是由于刀具磨损引起的残留结构。进一步地,需要继续对第一次修边至第二次修边之间的工艺继续进行深入探究,以得到刀具磨损的主要原因。
经探究得到,刀具的磨损与第一次修边后功能晶圆边缘的形状有关。由于第一次修边后功能晶圆的边缘具有尖锐的棱角,使得在第二次修边时,尖锐的棱角对刀具造成损伤,在刀具边缘形成槽形缺陷。当再次采用同一刀具对功能晶圆和载体晶圆进行第二次修边时,刀具上的槽形缺陷会使晶圆的相应位置存在修边残留,也即图6和图7中示出的棱结构。在后续的减薄工艺中,留下的棱结构会以较大的颗粒状形式脱离,从而会损坏晶圆。在进行多片晶圆的连续修边过程中,不能频繁更换刀具,所以需采用同一刀具连续进行修边,因此刀具边缘的槽形缺陷会逐渐加重,最终导致刀具破皮,进而引起晶圆崩边,同时脱落的颗粒还会导致晶圆破片,影响良率。
经过上述的深入分析,终于找到了造成刀具磨损和晶圆崩边的本质原因。基于分析结果,本申请对现有的工艺进行改进,提供了一种晶圆的处理方法,所述处理方法在进行第二次修边时,先采用硬度较大的刀具将晶圆边缘的棱角打磨圆滑,再采用硬度较小的刀具完成修边任务,由此可以在保证修边效果的同时,还可以防止刀具损伤,延长刀具的使用寿命,还可以避免在减薄工艺中出现大颗粒脱落而导致的晶圆破片问题。
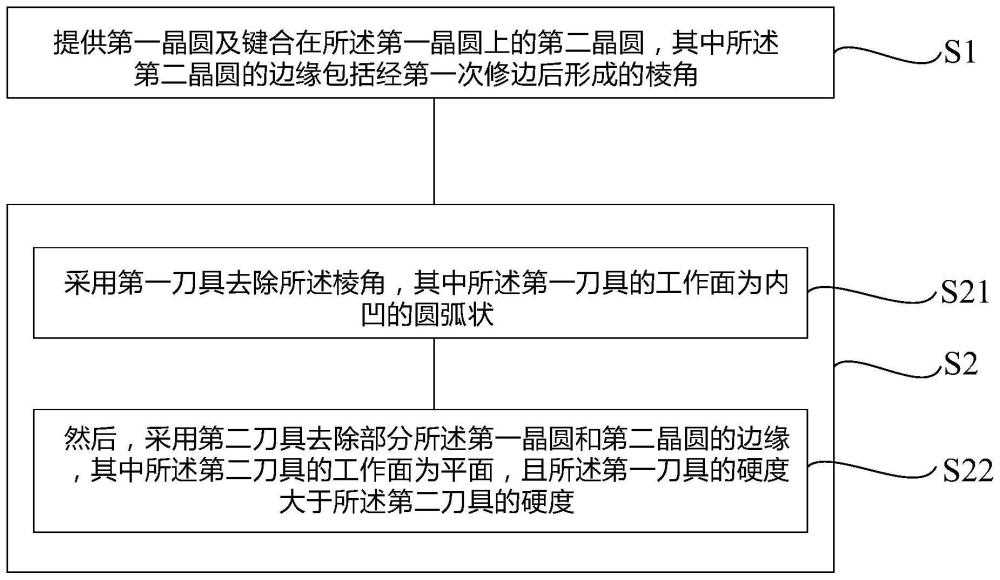
参考图9,本申请实施例的晶圆处理方法,包括:
步骤S1:提供第一晶圆及键合在所述第一晶圆上的第二晶圆,其中所述第二晶圆的边缘包括经第一次修边后形成的棱角;
步骤S2:对所述第一晶圆和第二晶圆的边缘进行第二次修边,其中所述第二次修边包括:
步骤S21:采用第一刀具去除所述棱角,其中所述第一刀具的工作面为内凹的圆弧状;
步骤S22:然后,采用第二刀具去除部分所述第一晶圆和第二晶圆的边缘,其中所述第二刀具的工作面为平面,且所述第一刀具的硬度大于所述第二刀具的硬度。
参考图10,提供第一晶圆100及键合在所述第一晶圆100上的第二晶圆200。其中,键合所述第一晶圆100和所述第二晶圆200的方法包括:提供第二晶圆200,且所述第二晶圆200可以是功能晶圆,所述第二晶圆200上可以形成起键合作用的第一介质层(未示出),所述第一介质层的材料可以包括氮化层;对所述第二晶圆200进行第一次修边,以去除部分所述第二晶圆200的边缘,在所述第二晶圆200的边缘形成棱角,一般情况下所述棱角会呈90°或接近90°的直角,使晶圆边缘形成直角,以防止后续的减薄工艺对晶圆造成损伤;将所述第二晶圆200键合在所述第一晶圆上100,其中所述第一晶圆100可以是载体晶圆,且所述第一晶圆100上可以形成起键合作用的第二介质层(未示出),所述第二介质层的材料可以包括氧化硅;键合操作完成后,减薄所述第二晶圆200至目标厚度。由于减薄工艺仅仅是将晶圆的厚度减小,因此减薄所述第二晶圆100后,边缘的棱角300仍然保留。
接着,对所述第一晶圆100和第二晶圆200的边缘进行第二次修边。
参考图11,采用第一刀具400去除所述棱角300,其中所述第一刀具400可以为砂轮刀。所述第一刀具400的制作材料包括研磨料和粘合剂,其中所述研磨料具有较大的第一粒径,使得所述第一刀具400的粗糙度较大。由于所述第一刀具400的研磨料粒径较大,因此所述第一刀具400的硬度较大,在打磨所述棱角300时,不易被损坏。所述第一刀具400的工作面被设计为内凹的圆弧状,可以将所述棱角300打磨成不易损伤刀具的圆角。所述内凹的圆弧状的度数和工作时刀身的倾斜程度之间最好可以相互匹配,以达到最佳的打磨效果。在本申请实施例中,所述圆弧状的度数为30°~180°,处理所述棱角300时,所述第一刀具400的刀身与所述第二晶圆200表面的夹角为20°~60°,且所述第一刀具400的目数为500目~1000目。
参考图12,采用所述第一刀具400处理所述棱角300后,采用第二刀具500去除部分所述第一晶圆100和第二晶圆200的边缘,完成第二次修边。由于所述第二晶圆200的边缘不再有尖锐的棱角,因此所述第二刀具500的硬度可以较所述第一刀具400小一些。制作所述第二刀具500的材料可以包括具有第二粒径的研磨料及粘合剂,且所述第二粒径小于第一粒径,所以所述第二刀具500具有较小的粗糙度,且目数可以为1200目~2000目。所述第二刀具500的工作面为平面,且修边时刀身可以垂直于所述第一晶圆100和所述第二晶圆200表面。所述第二刀具500可以是砂轮刀。
第二次修边的区域自所述第一晶圆100和所述第二晶圆200的边缘向内部延伸特定宽度,并自所述第二晶圆200的表面向所述第一晶圆100中延伸特定厚度。在一些实施例中,第二次修边的区域自所述第一晶圆100的边缘向内部延伸的特定宽度可以为0.5mm~5mm,且在所述第一晶圆100中的特定深度可以在20μm~300μm。
虽然所述第一刀具400的粗糙度较大,经所述第一刀具400打磨后形成的圆角表面比较粗糙,但是随后采用粗糙度较小的第二刀具500进行修边时,可以去除前一步形成的粗糙表面。因此,增加所述第一刀具400的修边步骤不会对晶圆的质量产生不良影响。此外,经所述第一刀具400处理后的区域到达所述第二刀具500的位置时,便可启动所述第二刀具500,无需等到所述第一刀具400工作完毕,再启动所述第二刀具500,所以增加所述第一刀具400的修边步骤也不会影响机台的吞吐量。
本申请实施例还提供一种晶圆处理系统,可以对第一晶圆及键合在所述第一晶圆上的第二晶圆进行修边,其中所述第一晶圆可以是载体晶圆,所述第二晶圆可以是功能晶圆,且所述第二晶圆的边缘包括经第一次修边后形成的棱角。所述晶圆处理系统可以包括:晶圆载台、第一刀具及第二刀具,其中所述晶圆载台用于承载所述第一晶圆和所述第二晶圆,所述第一刀具用于去除所述第二晶圆边缘的棱角,所述第一刀具的工作面为内凹的圆弧状,可以将所述棱角变成不易损坏刀具的圆角,且所述第一刀具的硬度较大。所述第二刀具用于去除部分所述第一晶圆和第二晶圆的边缘,且所述第二刀具的工作面为平面。所述第二刀具的硬度小于所述第一刀具的硬度。所述第一刀具和所述第二刀具可以为砂轮刀。
在一些实施例中,所述圆弧状的度数为30°~180°,且所述第一刀具处理所述棱角时,刀身与水平面的夹角为20°~60°。在一些实施例中,所述第一刀具的目数为500目~1000目,所述第二刀具的目数为1200目~2000目。
综上所述,本申请通过对刀具磨损和晶圆崩边的本质原因进行深入探究,并在探究结果的基础上,对修边工艺进行改进,采用硬度较大的第一刀具打磨对刀磨损较重的棱角位置,将棱角变成不尖锐的圆角,随后采用硬度较小的第二刀具完成宽度和深度的处理,采用两种不同的刀具共同完成第二次修边工艺,在保证修边效果的同时,还延长了刀具的寿命,避免了因破损刀具形成的修边残留在减薄工艺中整块脱落造成的晶圆破片现象,同时经第一刀具处理后的区域到达第二刀具的位置时,便可启动第二刀具,无需等到第一刀具工作完毕,再启动第二刀具。因此,本申请实施例的晶圆处理系统可以在影响机台吞吐量的情况下,解决刀具脱皮和晶圆崩边问题,从而大幅度提高晶圆的良率。
在阅读本申请内容之后,本领域技术人员可以明白,前述申请内容可以仅以示例的方式呈现,并且可以不是限制性的。尽管这里没有明确说明,本领域技术人员可以理解本申请意图囊括对实施例的各种合理改变,改进和修改。这些改变,改进和修改都在本申请的示例性实施例的精神和范围内。
应当理解,本实施例使用的术语“和/或”包括相关联的列出项目中的一个或多个的任意或全部组合。应当理解,当一个元件被称作“连接”或“耦接”至另一个元件时,其可以直接地连接或耦接至另一个元件,或者也可以存在中间元件。
类似地,应当理解,当诸如层、区域或衬底之类的元件被称作在另一个元件“上”时,其可以直接在另一个元件上,或者也可以存在中间元件。与之相反,术语“直接地”表示没有中间元件。还应当理解,术语“包含”、“包含着”、“包括”或者“包括着”,在本申请文件中使用时,指明存在所记载的特征、整体、步骤、操作、元件和/或组件,但并不排除存在或附加一个或多个其他特征、整体、步骤、操作、元件、组件和/或它们的组。
还应当理解,尽管术语第一、第二、第三等可以在此用于描述各种元件,但是这些元件不应当被这些术语所限制。这些术语仅用于将一个元件与另一个元件区分开。因此,在没有脱离本申请的教导的情况下,在一些实施例中的第一元件在其他实施例中可以被称为第二元件。相同的参考标号或相同的参考标记符在整个说明书中表示相同的元件。
此外,本申请说明书通过参考理想化的示例性截面图和/或平面图和/或立体图来描述示例性实施例。因此,由于例如制造技术和/或容差导致的与图示的形状的不同是可预见的。因此,不应当将示例性实施例解释为限于在此所示出的区域的形状,而是应当包括由例如制造所导致的形状中的偏差。例如,被示出为矩形的蚀刻区域通常会具有圆形的或弯曲的特征。因此,在图中示出的区域实质上是示意性的,其形状不是为了示出器件的区域的实际形状也不是为了限制示例性实施例的范围。
- 晶圆检测方法及晶圆检测系统
- 晶圆传送盒和晶圆自动传送系统
- 晶圆的表面处理方法
- 晶圆系统的制备方法、晶圆系统及任务处理方法
- 晶圆支撑系统,晶圆支撑装置,包括晶圆和晶圆支撑装置的系统以及掩模对准器