一种智能化削笔器组装设备及其工作方法
文献发布时间:2023-06-19 09:23:00
技术领域
本发明属于自动化技术领域,特别涉及一种智能化削笔器组装设备及其工作方法。
背景技术
随着社会经济的快速发展,人们的生活水平和生活质量都在不断的提高。传统的削铅笔方式是通过小刀直接进行削皮,这样不仅效率慢,同时还不安全,小刀容易削到手,且大多数人都无法将笔头削好,不便于后期的使用,随着经济和科技的发展,逐渐通过削笔器代替了小刀,然而削笔器的生产过程先对较为繁琐。
削笔器一般由壳体、削笔刀组成,通过螺丝将削笔刀固定在壳体上,传统的削笔器的生产是通过人工对其进行加工,不仅无法保证产品的质量,同时加工的效率低,严重影响产品的生产效率和生产质量,因而现有削笔器的生产设备还有待于改进。
发明内容
发明目的:为了克服以上不足,本发明的目的是提供一种智能化削笔器组装设备,其结构简单,设计合理,易于生产,自动化程度高,减少人工劳动量,提高了工作效率。
技术方案:为了实现上述目的,本发明提供了一种智能化削笔器组装设备,包括:进料装置、用于加工削笔刀安装孔的第一打孔装置、用于加工螺丝孔的第二打孔装置、铣平面装置、出料装置、第三打孔装置、一组检测装置和一组用于放置产品的工装,所述进料装置、第一打孔装置、第二打孔装置、铣平面装置、出料装置、第三打孔装置和一组检测装置均设于机架上,所述机架上设有工作台,所述工作台上设有一组用于放置产品的工装,所述进料装置、第一打孔装置、第二打孔装置、铣平面装置、出料装置、第三打孔装置和一组检测装置均设于工作台的外侧,并与工装相配合。
本发明中所述的一种智能化削笔器组装设备,结构简单、设计合理,通过进料装置、用于加工削笔刀安装孔的第一打孔装置、第二打孔装置、铣平面装置、第三打孔装置和出料装置,让其削笔器的加工实现完全自动化和智能化,有效提高其产品的加工质量,同时也大大的提高了其生产效率,减少了车间人员的配备数量,让其更好的满足生产的需要。
其中,所述进料装置中设有供料机构和机械手进料机构,所述供料机构设于机械手进料机构的一侧,其中,所述机械手进料机构中设有竖向安装架、横向安装架和进料机械手,所述竖向安装架通过基座固定于工作台的安装柱上,所述横向安装架设于竖向安装架上,所述进料机械手设于横向安装架的一端,并与供料机构相配合;
所述竖向安装架上设有第一滑台,所述横向安装架通过滑动座与第一滑台滑动连接,且所述竖向安装架的顶部设有升降驱动气缸,所述升降驱动气缸的输出端与横向安装架连接;
所述横向安装架中设有横向固定架、横向移动架和用于驱动横向移动架移动的横向驱动机构,所述横向固定架上设有导轨,所述横向移动架靠近横向固定架的一侧通过滑动座与导轨做移动式连接,所述横向固定架和横向移动架上均设有驱动安装架,且两驱动安装架相对设置,所述横向驱动机构设于驱动安装架上。所述进料装置结构简单,通过供料机构将产品输送至指定位置,然后通过进料机械手将产品抓取至工装上,在此过程中,横向安装架通过滑动座与竖向安装架上的第一滑台做活动式连接,能够实现机械手上、下调节,通过横向移动架靠近横向固定架的一侧通过滑动座与导轨做移动式连接,让其实现机械手的前、后调节,从而让其更好满足上料的需要。
此外,所述第一打孔装置和第三打孔装置中均设有打孔装置和用于调节打孔装置位置的位置调节机构,所述打孔装置设于位置调节机构上;所述打孔装置中设有打孔机构和打孔调节机构,所述打孔机构的下方设有打孔安装座,所述打孔调节机构设于打孔安装座的下方,且两者做滑动式连接,所述打孔调节机构通过安装座与位置调节机构连接;所述位置调节机构中设有横向位置调节机构和纵向位置调节机构,所述横向位置调节机构设于机台上,所述纵向位置调节机构设于横向位置调节机构上方,两者呈交叉式设置。
进一步的,所述第二打孔装置中设有基座、安装架和钻孔装置,所述工装设于工作台上,所述安装架设于基座上,所述安装架的一侧设有第三滑台,所述钻孔装置通过滑板与第三滑台做滑动式连接,且所述钻孔装置相对设于工装的上部,两者相互配合;所述钻孔装置中设有钻孔安装座、钻孔驱动机构和钻头,所述钻孔安装座通过滑块与第三滑台连接,所述钻孔驱动机构设于钻孔安装座的下部,所述钻头与钻孔驱动机构连接。
优选的,所述铣平面装置中设有底座、位置调节机构和铣平面装置,其中,所述铣平面装置中设有安装架和铣平面机构,所述位置调节机构设于底座上,所述安装架设于位置调节机构上方,所述铣平面机构设于安装架的一侧;
所述铣平面机构中设有铣平面组件和上下调节机构,所述铣平面组件通过安装座与上下调节机构连接;
所述位置调节机构中设有水平位置调节机构和纵向位置调节机构,所述水平位置调节机构通过第一安装板设于底座的上方,所述纵向位置调节机构通过第二安装板设于水平位置调节机构的上方,且所述第二安装板与水平位置调节机构做滑动式连接。
更进一步的,所述出料装置中设有下料装置、下料输送装置和用于放置产品的工装,其中,所述下料装置中设有下料机械手和位置调整装置,所述位置调整装置设于立柱的上方,所述下料机械手设于位置调整装置上,所述下料输送装置设于位置调整装置一侧,且与下料机械手相配合,所述工装设于工作台上,并与下料机械手相配合;
所述位置调节装置中设有上、下位置调节机构和前、后位置调节机构,所述前、后位置调节机构与上、下位置调节机构做滑动式连接;
所述上、下位置调节机构中设有竖向安装架,所述竖向安装架设于立柱上,且所述竖向安装架的一侧设有竖向滑轨,所述前、后位置调节机构通过竖向滑动板与竖向滑轨做滑动式连接;所述前、后位置调节机构中设有水平安装架,所述水平安装架的内侧设有水平滑轨和滑动座,所述滑动座通过一组水平滑动板与水平滑轨做滑动式连接,且所述滑动座远离水平滑动板的一侧与竖向滑动板连接。
所述竖向安装架上设有上下移动驱动机构,所述上下移动驱动机构的输出端与滑动座连接。
进一步优选的,所述检测装置中设有检测底座、安装顶板和检测装置,所述安装顶板通过立柱与检测底座连接,所述检测装置设于安装顶板的下方;
所述检测装置中设有安装座、压板、导柱和检测机构,所述安装座的侧板与安装顶板的顶部连接,所述压板设于安装顶板和安装座之间,所述导柱设于安装顶板和安装座的底板之间,所述压板套于导柱上,所述检测机构的下部穿过安装座的底板,上部设于安装顶板上,且所述安装顶板上设有用于驱动压板移动的驱动气缸,所述驱动气缸的输出端与压板连接。
更进一步优选的,所述工装中设有工装本体和限位机构,所述工装本体上设有用于放置卷笔刀的凹槽,所述限位机构设于工装本体上,并对凹槽相对设置,且位于限位机构的一侧设有固定块;
所述限位机构中设有限位块和限位驱动气缸,所述限位块设于的一端卡于凹槽中,所述限位驱动气缸的输出端与限位块连接。
本发明中所述工作台设于机架的上方,并与机架做可旋转式连接。
本发明中所述的智能化削笔器组装设备的工作方法,具体的工作方法如下:1):首先通过进料装置对组装设备进行供料,即,通过传送带将供料板上的削笔器的壳体输送至传送带上的走料口处,再通过机械手进料机构中进料机械手将待加工产品抓取至对应的工装上;
2):然后工作台在转动驱动机构驱动下将工装转动至下一工位,通过检测装置检测工装上是否有产品;
3):上一步骤中检测装置检测出工装上有产品,工作台继续向下一工位转动;
4):第一打孔装置在产品上加工出用于安装削笔器刀的安装孔,即通过位置调节机构对打孔装置的位置进行适应性调节,待打孔装置的位置调整好后,通过打孔调节机构将驱动打孔安装座沿着第二滑台移动,在此过程中打孔机构在产品的对应位置完成削笔器刀的安装孔加工即可;
5):工作台带动工装移动至打螺丝孔的工位,通过第二打孔装置在产品上打螺丝孔,即钻孔安装座沿着滑块向下移动,在向下移动的过程中,钻孔驱动机构带动钻头在产品的对应位置打出用于安装螺丝的安装孔即可;
6):工作台带动工装移动至铣平面的工位,对削笔器的表面进行铣面加工,即通过位置调节机构对铣平面机构的位置进行调节,待其调节到合适位置后,上下调节机构带动铣平面组件沿着滑台组件上下运动,在上下运动的过程中铣平面组件中的驱动机构将带动铣刀对削笔器上需要铣的位置进行铣面加工;
7):工作台带动工装移动至精加工削刀的工位,重复步骤4),通过位置调节机构对打孔装置的位置进行适应性调节,待打孔装置的位置调整好后,通过打孔调节机构将驱动打孔安装座沿着第二滑台移动,在此过程中打孔机构在产品的对应位置对削笔器刀的安装孔进行精加工;
8):精加工完成后,通过工作台带动工装移动至出料装置,通过出料装置将加工后的产品进行下料,即位置调整装置将下料机械手调整至合适的位置,通过下料机械手将产品抓取至下料输送装置上,通过下料台将产品运至指定位置即可。
上述技术方案可以看出,本发明具有如下有益效果:
1、本发明中所述的一种智能化削笔器组装设备,结构简单、设计合理,通过进料装置、用于加工削笔刀安装孔的第一打孔装置、第二打孔装置、铣平面装置、第三打孔装置和出料装置,让其削笔器的加工实现完全自动化和智能化,有效提高其产品的加工质量,同时也大大的提高了其生产效率,减少了车间人员的配备数量,让其更好的满足生产的需要。
2、本发明中所述进料装置结构简单,通过供料机构将产品输送至指定位置,然后通过进料机械手将产品抓取至工装上,在此过程中,横向安装架通过滑动座与竖向安装架上的第一滑台做活动式连接,能够实现机械手上、下调节,通过横向移动架靠近横向固定架的一侧通过滑动座与导轨做移动式连接,让其实现机械手的前、后调节,从而让其更好满足上料的需要。
3、本发明中的第一打孔装置和第二打孔装置,分别对削笔器本体上进行打一次打孔和精加工打孔操作,通过在打孔装置中设置了位置调节机构让其对打孔机构的位置进行调整,有效提高其打孔的效率和打孔的精准度。
4、本发明中所述的第二钻孔装置,所述钻孔装置通过滑板与第三滑台做滑动式连接,让其能够对钻孔机构的上、下位置进行调整,让其能够快速、准确的在产品上对螺丝孔进行加工,大大的提高了生产效率的同时也提高了产品的加工精度。
5、本发明中所述的铣平面装置的设置,让其能够根据产品的需要对产品的表面进行精加工处理,提高其产品的质量,同时也提高产品的市场竞争力。
6、本发明中所述出料装置,通过下料装置中的下料机械手将加工后的产品抓取至下料输送装置上,再在过程中,位置调整装置能够根据实际的生产需要对下料机械手的位置进行调整,让其更好的满足生产的需要,很好的解决了当前人工下料的问题,不仅提高了其效率的速度,提高了生产效率,同时还减少了企业人员的配备数量,从而减少了企业的人工成本,让其更好的满足企业生产的需要。
7、本发明中检测装置的设置,让其对进料装置的前、后两个工装进行检测,判断工装上是否有产品,便于供料机构判断是否对工装进行供料,让其实现自动识别,实现智能化的生产,让整个产品加工实现流水线式自动化生产,在保证产品质量的同时,大大的提高了产品的生产效率,提高企业的产能,从而让其更好的满足企业的需求。
附图说明
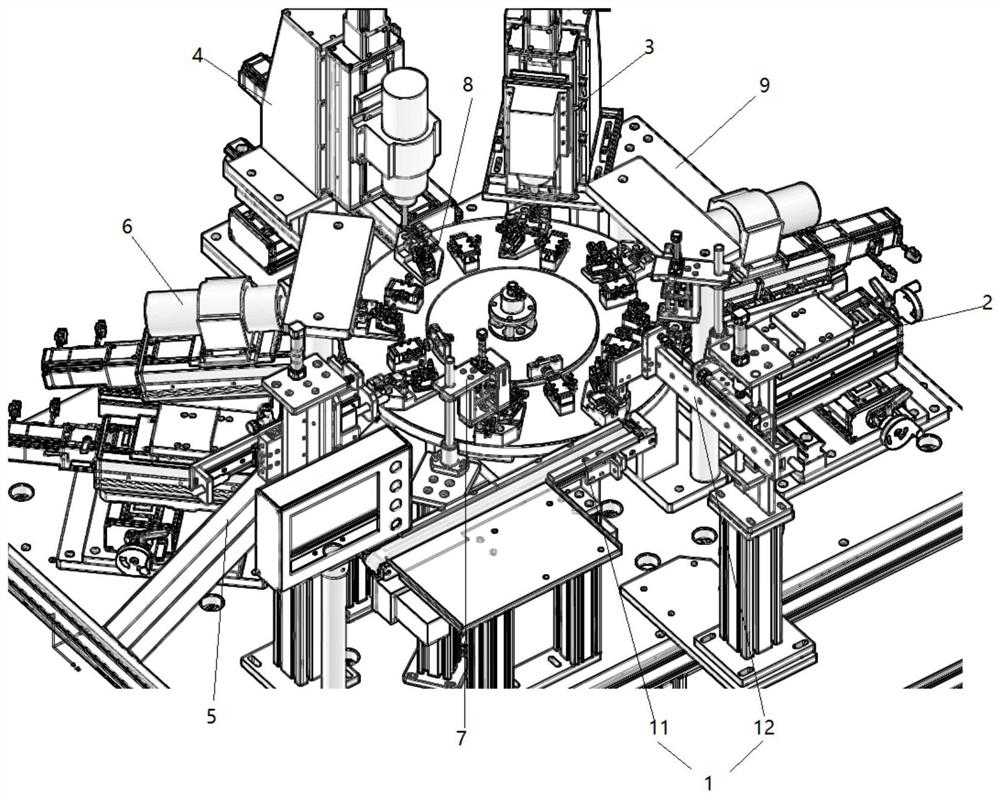
图1为本发明的结构示意图;
图2为本发明中进料装置的结构示意图;
图3为本发明中与图2相对的另一个角度的结构图;
图4为本发明中进料装置的进料机械手局部放大图;
图5为本发明中第一打孔装置的结构示意图;
图6为本发明中第一打孔装置与图5相对的另一侧的结构示意图;
图7为本发明中第二打孔装置的结构示意图;
图8为本发明中第二打孔装置的正视图;
图9为本发明中铣平面装置的结构图;
图10为本发明铣平面装置另一个角度的结构图;
图11为本发明中铣平面装置中的位置调节机构局部结构图;
图12为本发明中铣平面装置中铣平面装置的局部示意图;
图13为本发明中出料装置的结构图;
图14为本发明中出料装置另一个角度的结构图;
图15为本发明中出料装置中水平安装架的局部安装图;
图16为本发明中检测装置的结构图;
图17为本发明中工装的结构图。
具体实施方式
下面结合附图和具体实施例,进一步阐明本发明。
实施例
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
实施例1
如图所示的一种用于削笔器的组装设备,包括:进料装置1、用于加工削笔刀安装孔的第一打孔装置2、用于加工螺丝孔的第二打孔装置3、铣平面装置4、出料装置5、第三打孔装置6、一组检测装置7和一组用于放置产品的工装8,所述进料装置1、第一打孔装置2、第二打孔装置3、铣平面装置4、出料装置5、第三打孔装置6和一组检测装置7均设于机架上,所述机架上设有工作台9,所述工作台9上设有一组用于放置产品的工装8,所述进料装置1、第一打孔装置2、第二打孔装置3、铣平面装置4、出料装置5、第三打孔装置6和一组检测装置7均设于工作台9的外侧,并与工装8相配合。
本实施例中所述进料装置1中设有供料机构11和机械手进料机构12,所述供料机构11设于机械手进料机构12的一侧,其中,所述机械手进料机构12中设有竖向安装架121、横向安装架122和进料机械手123,所述竖向安装架121通过基座固定于工作台的安装柱上,所述横向安装架122设于竖向安装架121上,所述进料机械手123设于横向安装架122的一端,并与供料机构11相配合;
所述竖向安装架121上设有第一滑台1211,所述横向安装架122通过滑动座与第一滑台1211滑动连接,且所述竖向安装架121的顶部设有升降驱动气缸1212,所述升降驱动气缸1212的输出端与横向安装架122连接;
所述横向安装架122中设有横向固定架1221、横向移动架1222和用于驱动横向移动架1222移动的横向驱动机构1223,所述横向固定架122上设有导轨,所述横向移动架1222靠近横向固定架1221的一侧通过滑动座与导轨做移动式连接,所述横向固定架1221和横向移动架1222上均设有驱动安装架1224,且两驱动安装架1224相对设置,所述横向驱动机构1223设于驱动安装架1224上。
本实施例中所述第一打孔装置2和第三打孔装置6中均设有打孔装置22和用于调节打孔装置22位置的位置调节机构23,所述打孔装置22设于位置调节机构23上;所述打孔装置22中设有打孔机构221和打孔调节机构222,所述打孔机构221的下方设有打孔安装座223,所述打孔调节机构222设于打孔安装座223的下方,且两者做滑动式连接,所述打孔调节机构222通过安装座224与位置调节机构23连接;所述位置调节机构23中设有横向位置调节机构231和纵向位置调节机构232,所述横向位置调节机构231设于机台上,所述纵向位置调节机构323设于横向位置调节机构231上方,两者呈交叉式设置。
本实施例中所述第二打孔装置3中设有基座31、安装架32和钻孔装置33,所述工装21设于工作台上,所述安装架32设于基座31上,所述安装架32的一侧设有第三滑台34,所述钻孔装置33通过滑板35与第三滑台34做滑动式连接,且所述钻孔装置33相对设于工装9的上部,两者相互配合;所述钻孔装置33中设有钻孔安装座331、钻孔驱动机构332和钻头333,所述钻孔安装座331通过滑块与第三滑台34连接,所述钻孔驱动机构332设于钻孔安装座331的下部,所述钻头333与钻孔驱动机构332连接。
本实施例中所述铣平面装置4中设有底座41、位置调节机构42和铣平面装置43,其中,所述铣平面装置43中设有安装架431和铣平面机构432,所述位置调节机构42设于底座41上,所述安装架431设于位置调节机构42上方,所述铣平面机构432设于安装架431的一侧;
所述铣平面机构432中设有铣平面组件4321和上下调节机构4322,所述铣平面组件4321通过安装座4323与上下调节机构4322连接;
所述位置调节机构42中设有水平位置调节机构421和纵向位置调节机构422,所述水平位置调节机构421通过第一安装板4211设于底座41的上方,所述纵向位置调节机构422通过第二安装板设于水平位置调节机构421的上方,且所述第二安装板4221与水平位置调节机构421做滑动式连接。
本实施例中所述出料装置5中设有下料装置51、下料输送装置52和用于放置产品的工装53,其中,所述下料装置51中设有下料机械手511和位置调整装置512,所述位置调整装置512设于立柱513的上方,所述下料机械手511设于位置调整装置512上,所述下料输送装置52设于位置调整装置512一侧,且与下料机械手511相配合,所述工装53设于工作台上,并与下料机械手511相配合;
所述位置调节装置512中设有上、下位置调节机构5121和前、后位置调节机构5122,所述前、后位置调节机构5122与上、下位置调节机构5121做滑动式连接;
所述上、下位置调节机构5121中设有竖向安装架51211,所述竖向安装架51211设于立柱513上,且所述竖向安装架51211的一侧设有竖向滑轨51212,所述前、后位置调节机构5122通过竖向滑动板51213与竖向滑轨51212做滑动式连接;所述前、后位置调节机构5122中设有水平安装架51221,所述水平安装架51221的内侧设有水平滑轨51222和滑动座51223,所述滑动座51223通过一组水平滑动板51224与水平滑轨51222做滑动式连接,且所述滑动座51223远离水平滑动板51224的一侧与竖向滑动板51241连接。
所述竖向安装架51211上设有上下移动驱动机构51214,所述上下移动驱动机构51214的输出端与滑动座51223连接。
本实施例中所述检测装置7中设有检测底座71、安装顶板72和检测装置73,所述安装顶板72通过立柱74与检测底座71连接,所述检测装置73设于安装顶板72的下方;
所述检测装置73中设有安装座731、压板732、导柱733和检测机构734,所述安装座731的侧板与安装顶板72的顶部连接,所述压板732设于安装顶板72和安装座731之间,所述导柱733设于安装顶板72和安装座731的底板之间,所述压板732套于导柱733上,所述检测机构734的下部穿过安装座731的底板,上部设于安装顶板72上,且所述安装顶板72上设有用于驱动压板732移动的驱动气缸,所述驱动气缸的输出端与压板732上的顶柱连接。
本实施例中所述工装8中设有工装本体81和限位机构82,所述工装本体81上设有用于放置卷笔刀的凹槽83,所述限位机构82设于工装本体81上,并对凹槽83相对设置,且位于限位机构82的一侧设有固定块84;
所述限位机构82中设有限位块821和限位驱动气缸822,所述限位块821设于的一端卡于凹槽83中,所述限位驱动气缸2122的输出端与限位块821连接。
本实施例中所述工作台9设于机架的上方,并与机架做可旋转式连接。
实施例2
如图所示的一种智能化削笔器组装设备,包括:进料装置1、用于加工削笔刀安装孔的第一打孔装置2、用于加工螺丝孔的第二打孔装置3、铣平面装置4、出料装置5、第三打孔装置6、一组检测装置7和一组用于放置产品的工装8,所述进料装置1、第一打孔装置2、第二打孔装置3、铣平面装置4、出料装置5、第三打孔装置6和一组检测装置7均设于机架上,所述机架上设有工作台9,所述工作台9上设有一组用于放置产品的工装8,所述进料装置1、第一打孔装置2、第二打孔装置3、铣平面装置4、出料装置5、第三打孔装置6和一组检测装置7均设于工作台9的外侧,并与工装8相配合。
本实施例中所述进料装置1中设有供料机构11和机械手进料机构12,所述供料机构11设于机械手进料机构12的一侧,其中,所述机械手进料机构12中设有竖向安装架121、横向安装架122和进料机械手123,所述竖向安装架121通过基座固定于工作台的安装柱上,所述横向安装架122设于竖向安装架121上,所述进料机械手123设于横向安装架122的一端,并与供料机构11相配合;
所述竖向安装架121上设有第一滑台1211,所述横向安装架122通过滑动座与第一滑台1211滑动连接,且所述竖向安装架121的顶部设有升降驱动气缸1212,所述升降驱动气缸1212的输出端与横向安装架122连接;
所述横向安装架122中设有横向固定架1221、横向移动架1222和用于驱动横向移动架1222移动的横向驱动机构1223,所述横向固定架122上设有导轨,所述横向移动架1222靠近横向固定架1221的一侧通过滑动座与导轨做移动式连接,所述横向固定架1221和横向移动架1222上均设有驱动安装架1224,且两驱动安装架1224相对设置,所述横向驱动机构1223设于驱动安装架1224上。
所述进料机械手123通过机械手安装板1231固定于横向固定架1221的端部。
所述进料机械手123中设有一组机械手1232和机械手驱动机构1233,所述机械手驱动机构1233设于机械手安装板1231上的凹槽中,所述机械手1232相对设于机械手驱动机构1233的下方。
所述供料机构11中设有供料板111和传送机构112,所述供料板111设于传送机构112的一侧,并与传送带相配合
所述传送机构112中设有传送支撑架1121和传送带1122,所述传送带122设于传送支撑架1121上,所述传送带1122的两侧设有挡板1123,端部设有限位机构1124,所述挡板1123和限位机构1124之间设有走料口1125,所述供料板111的下方设有支撑架,所述支撑架固定于机台上。
所述传送支撑架1121的两端分别设有驱动轴和从动轴,所述驱动轴的一端与传输驱动机构连接,所述传送带1122设于传送支撑架1121上,所述传送带1122的两端分别绕于驱动轴和从动轴上,所述驱动轴的一端与传送驱动机构连接。
所述竖向安装架121上位于第一滑台1211的下方设有限位板1213,所述限位板1213上设有限位杆1414。
本实施例中所述第一打孔装置2和第三打孔装置6中均设有打孔装置22和用于调节打孔装置22位置的位置调节机构23,所述打孔装置22设于位置调节机构23上;所述打孔装置22中设有打孔机构221和打孔调节机构222,所述打孔机构221的下方设有打孔安装座223,所述打孔调节机构222设于打孔安装座223的下方,且两者做滑动式连接,所述打孔调节机构222通过安装座224与位置调节机构23连接;所述位置调节机构23中设有横向位置调节机构231和纵向位置调节机构232,所述横向位置调节机构231设于机台上,所述纵向位置调节机构323设于横向位置调节机构231上方,两者呈交叉式设置。
所述打孔调节机构222中设有第二滑台2221,所述打孔安装座223通过滑块与第二滑台2221连接。
所述横向位置调节机构231中设有横向安装板2311,所述横向安装板2311的一侧设有横向滑台2312,所述横向滑台2312上设有第一横向滑块2313,所述横向安装板2311上位于横向滑台2312的一侧设有安装凸台2314,所述安装凸台2314上设有第一导轨2315,所述第一导轨2315上设有第二横向滑块2316,且所述第一横向滑块2313和第二横向滑块2316处于同一水平高度。
所述纵向位置调节机构232中设有纵向安装板2321,所述纵向安装板2321同时与第一横向滑块2313和第二横向滑块2316连接;
所述纵向安装板2321的一侧设有纵向滑台2322,所述纵向滑台2322上设有第一纵向滑块2323,所述横向安装板2321上位于纵向滑台2322的一侧设有安装凸台2324,所述安装凸台2324上设有第一导轨2325,所述第一导轨2325上设有第二纵向滑块2326,且所述第一纵向滑块2323和第二纵向滑块2326处于同一水平高度。
所述安装座224中设有基板2241和安装架2242,所述基板2241的下部同时与第一横向滑块2323和第二横向滑块2326连接,所述安装架2242设于基板2241上,所述打孔调节机构222设于安装架2242上。
所述安装架2242呈倾斜状。
本实施例中所述第二打孔装置3中设有基座31、安装架32和钻孔装置33,所述工装21设于工作台上,所述安装架32设于基座31上,所述安装架32的一侧设有第三滑台34,所述钻孔装置33通过滑板35与第三滑台34做滑动式连接,且所述钻孔装置33相对设于工装9的上部,两者相互配合;所述钻孔装置33中设有钻孔安装座331、钻孔驱动机构332和钻头333,所述钻孔安装座331通过滑块与第三滑台34连接,所述钻孔驱动机构332设于钻孔安装座331的下部,所述钻头333与钻孔驱动机构332连接。
所述第三滑台34的一侧设有用于监测钻孔装置33上、下限位置的感应机构36,所述感应机构36中设有感应安装槽,所述感应安装槽中设有一组传感器;所述感应安装槽的上部设有上限位传感器、下限位传感器和中部传感器。所述滑板35的一侧设有连接条37,所述连接条37与感应机构36相配合。所述工装21中设有工装本体211和限位机构212,所述工装本体211上设有用于放置卷笔刀的凹槽213,所述限位机构212设于工装本体211上,并对凹槽213相对设置,且位于限位机构212的一侧设有固定块214。所述限位机构212中设有限位块2121和限位驱动气缸2122,所述限位块2121设于的一端卡于凹槽213中,所述限位驱动气缸2122的输出端与限位块2121连接。所述安装架32中设有底板321、竖向安装板322、一组侧板323和顶板324,所述底板321设于基座31的上方,所述竖向安装板322设于底板321的一侧,所述侧板323相对设于底板321的两侧,并与竖向安装板322连接,所述顶板324设于竖向安装板322和一组侧板323的顶部,所述第三滑台34设于竖向安装板322上。
本实施例中所述铣平面装置4中设有底座41、位置调节机构42和铣平面装置43,其中,所述铣平面装置43中设有安装架431和铣平面机构432,所述位置调节机构42设于底座41上,所述安装架431设于位置调节机构42上方,所述铣平面机构432设于安装架431的一侧;
所述铣平面机构432中设有铣平面组件4321和上下调节机构4322,所述铣平面组件4321通过安装座4323与上下调节机构4322连接;
所述位置调节机构42中设有水平位置调节机构421和纵向位置调节机构422,所述水平位置调节机构421通过第一安装板4211设于底座41的上方,所述纵向位置调节机构422通过第二安装板设于水平位置调节机构421的上方,且所述第二安装板4221与水平位置调节机构421做滑动式连接。
所述感应装置4324中设有安装槽,所述安装槽中设有上限位传感器、下限位传感器和原位传感器,所述原位传感器设于上限位传感器和下限位传感器之间。
所述第一安装板4211一侧设有水平方向凸台4212,所述水平方向凸台422的一侧设有用于调节纵向位置调节机构422的水平滑台组件4213,所述水平方向凸台4212上设有水平导轨4214,所述水平导轨4214上设有水平滑块4215,所述水平滑块4215与水平滑台组件4213处于同一水平面,所述第二安装板4221的下部通过滑板、水平滑块4215分别与水平滑台组件4213和水平滑块4215做滑动式连接。所述第二安装板4221的一侧设有纵向凸台4222,所述纵向凸台4222上设有纵向导轨4223,且所述第二安装板4221上位于纵向凸台4222的一侧设有纵向滑台组件4225,所述安装架431的下部通过滑动板和纵向滑块4424与纵向滑台组件4225和纵向导轨4223连接。
所述安装架431中设有底板、竖向安装板、一组侧板和顶板,所述竖向安装板设于底板的一侧,所述侧板设于竖向安装板的两侧,并与底板连接,所述顶板设于竖向安装板和侧板的上方。
所述纵向滑台组件4225的一侧设有用于检测铣平面装置43前、后移动位置的第二感应装置4226,其中,所述第二感应装置4226中设有安装槽,所述安装槽中设有第一限位传感器、第二限位传感器和原位传感器,所述原位传感器设于第一限位传感器和第二限位传感器之间。
所述纵向滑台组件4225上的滑动板一侧设有连接条,所述连接条与第二感应装置4226相配合。
本实施例中所述出料装置5中设有下料装置51、下料输送装置52和用于放置产品的工装53,其中,所述下料装置51中设有下料机械手511和位置调整装置512,所述位置调整装置512设于立柱513的上方,所述下料机械手511设于位置调整装置512上,所述下料输送装置52设于位置调整装置512一侧,且与下料机械手511相配合,所述工装53设于工作台上,并与下料机械手511相配合;
所述位置调节装置512中设有上、下位置调节机构5121和前、后位置调节机构5122,所述前、后位置调节机构5122与上、下位置调节机构5121做滑动式连接;
所述上、下位置调节机构5121中设有竖向安装架51211,所述竖向安装架51211设于立柱513上,且所述竖向安装架51211的一侧设有竖向滑轨51212,所述前、后位置调节机构5122通过竖向滑动板51213与竖向滑轨51212做滑动式连接;所述前、后位置调节机构5122中设有水平安装架51221,所述水平安装架51221的内侧设有水平滑轨51222和滑动座51223,所述滑动座51223通过一组水平滑动板51224与水平滑轨51222做滑动式连接,且所述滑动座51223远离水平滑动板51224的一侧与竖向滑动板51241连接。
所述竖向安装架51211上设有上下移动驱动机构51214,所述上下移动驱动机构51214的输出端与滑动座51223连接。
所述水平安装架51221的上方设有前、后移动驱动机构51225,所述前、后移动驱动机构51225一端通过固定架与滑动座51223连接,一端与水平安装架51221端部的安装板连接。
所述水平安装架51221靠近工作台的一端设有用于安装机械手的顶板54,所述顶板54上设有凹槽。
所述下料机械手511中设有一组机械手5111和用于驱动机械手工作的机械手驱动缸5112,所述机械手5111设于机械手驱动缸5112的下方,所述机械手驱动缸5112设于顶板54的凹槽中。
所述下料输送装置52中设有下料支撑座521和下料台522,所述下料支撑座521设于立柱513上,所述下料台522设于下料支撑座521上。
所述下料台522中设有分料台5221和运输台5222,所述运输台5222下部设有驱动气缸5223,所述驱动气缸5223的输出端与分料台5221连接。
本实施例中所述检测装置7中设有检测底座71、安装顶板72和检测装置73,所述安装顶板72通过立柱74与检测底座71连接,所述检测装置73设于安装顶板72的下方;
所述检测装置73中设有安装座731、压板732、导柱733和检测机构734,所述安装座731的侧板与安装顶板72的顶部连接,所述压板732设于安装顶板72和安装座731之间,所述导柱733设于安装顶板72和安装座731的底板之间,所述压板732套于导柱733上,所述检测机构734的下部穿过安装座731的底板,上部设于安装顶板72上,且所述安装顶板72上设有用于驱动压板732移动的驱动气缸,所述驱动气缸的输出端与压板732上的顶柱连接。
本实施例中所述工装8中设有工装本体81和限位机构82,所述工装本体81上设有用于放置卷笔刀的凹槽83,所述限位机构82设于工装本体81上,并对凹槽83相对设置,且位于限位机构82的一侧设有固定块84;
所述限位机构82中设有限位块821和限位驱动气缸822,所述限位块821设于的一端卡于凹槽83中,所述限位驱动气缸2122的输出端与限位块821连接。
本实施例中所述工作台9设于机架的上方,并与机架做可旋转式连接。
本实施例中所述的智能化削笔器组装设备的工作方法,具体的工作方法如下:1:首先通过进料装置1对组装设备进行供料,即,通过传送带1122将供料板111上的削笔器的壳体输送至传送带1122上的走料口1125处,再通过机械手进料机构12中进料机械手123将待加工产品抓取至对应的工装8上;
2:然后工作台9在转动驱动机构驱动下将工装转动至下一工位,通过检测装置7检测工装8上是否有产品;
3:上一步骤中检测装置7检测出工装8上有产品,工作台9继续向下一工位转动;
4:第一打孔装置2在产品上加工出用于安装削笔器刀的安装孔,即通过位置调节机构23对打孔装置22的位置进行适应性调节,待打孔装置22的位置调整好后,通过打孔调节机构222将驱动打孔安装座223沿着第二滑台2221移动,在此过程中打孔机构221在产品的对应位置完成削笔器刀的安装孔加工即可;
5:工作台9带动工装8移动至打螺丝孔的工位,通过第二打孔装置3在产品上打螺丝孔,即钻孔安装座331沿着滑块向下移动,在向下移动的过程中,钻孔驱动机构332带动钻头33在产品的对应位置打出用于安装螺丝的安装孔即可;
6:工作台9带动工装8移动至铣平面的工位,对削笔器的表面进行铣面加工,即通过位置调节机构42对铣平面机构432的位置进行调节,待其调节到合适位置后,上下调节机构4322带动铣平面组件4321沿着滑台组件上下运动,在上下运动的过程中铣平面组件4321中的驱动机构将带动铣刀对削笔器上需要铣的位置进行铣面加工;
7:工作台9带动工装8移动至精加工削刀的工位,重复步骤4,通过位置调节机构23对打孔装置22的位置进行适应性调节,待打孔装置22的位置调整好后,通过打孔调节机构222将驱动打孔安装座223沿着第二滑台2221移动,在此过程中打孔机构221在产品的对应位置对削笔器刀的安装孔进行精加工;
8:精加工完成后,通过工作台9带动工装8移动至出料装置5,通过出料装置5将加工后的产品进行下料,即位置调整装置512将下料机械手511调整至合适的位置,通过下料机械手511将产品抓取至下料输送装置52上,通过下料台522将产品运至指定位置即可。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进,这些改进也应视为本发明的保护范围。
- 一种智能化削笔器组装设备及其工作方法
- 一种用于削笔器的组装设备