一种供料系统及其供料方法
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及光纤拉丝技术领域,尤其是涉及一种供料系统及供料方法。
背景技术
光纤涂覆工艺是光纤生产中的关键环节,即在光纤预制棒拉丝过程中,在裸光纤表面涂覆树脂涂层进行保护和改善光纤的衰耗、机械等性能。这是由于光纤预制棒在拉制成裸光纤时,其表面存在大量微裂纹,若不加涂覆直接在空气中裸露时,一方面会导致裸纤表面缺陷扩大局部应力集中,造成光纤机械强度极低,另一方面导致外界环境中的水分、尘埃粒子浸蚀光纤使得其损耗增大。在光纤涂覆工艺中涂料的供给是涂覆工艺的核心,对光纤的生产效率和成本节约有着至关重要的影响。
然而,现有技术对光纤涂覆工艺中涂料的供给主要通过将大的涂料罐中的涂料压入小的涂料罐(即拉丝塔本身配置的涂料罐),若在拉丝过程中大涂料罐供给出现异常时,小涂料罐内得不到充足的涂料,因此在高速拉丝的情况下(拉丝速度>2400m/min)会对拉丝生产造成严重的损失,影响生产效率,且导致拉丝无法顺利的进行。
因此,需要提供一种新的技术方案解决上述技术问题。
发明内容
本发明要解决的问题是提供一种供料系统,包括第三涂料罐、设置于所述第三涂料罐上的第三供料管,所述第三供料管的进口端伸入所述第三涂料罐内,所述第三供料管的出口端与涂覆模座连通,所述供料系统还包括第二涂料罐、第一涂料罐、连接所述第二涂料罐与所述第三涂料罐的第二供料管及连接所述第一涂料罐与第二涂料罐的第一供料管,所述第二供料管的进口端伸入到所述第二涂料罐内,所述第二供料管的出口端伸入到所述第三涂料罐内,所述第一供料管的进口端与第一涂料罐连通,所述第一供料管的出口端伸入到所述第二涂料罐内,本发明经气动隔膜泵向第二、第三涂料罐、涂覆模座内供料,取代传统的人工上料,降低供料成本,提高供料效率。
为了解决上述技术问题,本发明采用如下技术方案:
一种供料系统,包括第三涂料罐、设置于所述第三涂料罐上的第三供料管,所述第三供料管的进口端伸入所述第三涂料罐内,所述第三供料管的出口端与涂覆模座连通,所述供料系统还包括第二涂料罐、第一涂料罐、连接所述第二涂料罐与所述第三涂料罐的第二供料管及连接所述第一涂料罐与第二涂料罐的第一供料管,所述第二供料管的进口端伸入到所述第二涂料罐内,所述第二供料管的出口端伸入到所述第三涂料罐内,所述第一供料管的进口端与第一涂料罐连通,所述第一供料管的出口端伸入到所述第二涂料罐内。
优选地,所述第一供料管的出口端呈L型且出口正对第二涂料罐内腔的侧面上,和/或所述第二供料管的出口端呈L型且出口正对第三涂料罐内腔的侧面上。
优选地,所述第一供料管上设置气动隔膜泵、气泡检测器、第一气动阀,所述供料系统还包括第三供气管、第四供气管、第三输入阀,所述第三供气管的出口端与所述气动隔膜泵连通,所述第三供气管的进口端与第三输入阀连通,所述第三供气管上设置第三电磁阀。
优选地,所述供料系统还包括第一供气管,所述第一供气管的出口端伸入到所述第二涂料罐内,所述第一供气管上设有第一输入阀门、第一比例阀门、第一电磁阀。
优选地,所述供料系统还包括第二供气管,所述第二供气管的出口端伸入到所述第三涂料罐内,所述第二供气管上设有第二输入阀门、第二比例阀、第二电磁阀。
优选地,所述供料系统还包括回料管,所述回料管的进口端与第一供料管连通,且处于气泡检测器与第一气动阀之间,所述回料管的出口端与第一涂料罐连通,所述回料管上设置第四气动阀,所述第四供气管的出口端与所述第四气动阀连通,所述第四供气管的进口端与第三输入阀连通,所述第四供气管上设置第四电磁阀。
优选地,所述第二涂料罐上设置伸入到其内部的第一液位传感器、第二液位传感器,所述第三涂料罐上设置伸入到其内部的第三液位传感器、第四液位传感器,所述第一涂料罐下方设置称重件。
一种使用上述的供料系统的供料方法,所述供料方法包括以下步骤:
步骤一:当第三涂料罐内的涂料液位大于第一预设值时,控制所述第三涂料罐内的涂料经过第三供料管供应至涂覆模座;
步骤二:当所述第三涂料罐内的涂料液位小于第二预设值时,控制第二涂料罐内的涂料经过第二供料管供应至所述第三涂料罐内;
步骤三:当所述第二涂料罐内的涂料液位小于第四预设值时,控制第一涂料罐内的涂料经过第一供料管供应至所述第二涂料罐内。
优选地,所述当所述第三涂料罐内的涂料液位小于第二预设值时,控制第二涂料罐内的涂料经过第二供料管供应至所述第三涂料罐内之后,还包括:
当所述第二涂料罐内的涂料液位大于所述第三预设值时,控制第一涂料罐内的涂料经过第一供料管供应至所述第二涂料罐内。
优选地,所述当所述第二涂料罐内的涂料液位小于第四预设值时,控制第一涂料罐内的涂料经过第一供料管供应至所述第二涂料罐内之后,还包括:
当所述第一涂料罐内的涂料液位小于第六预设值时,补充所述第一涂料罐内的涂料。
采用上述技术方案后,本发明具有如下优点:
本发明供料系统使用的第一涂料罐为采购吨级涂料储罐,经气动隔膜泵向第二、第三涂料罐、涂覆模座内供料,取代传统的人工上料,降低供料成本,提高供料效率;其次,第一涂料罐与第二涂料罐之间的第一供料管上设置气泡检测器与回料管,使管路中的气泡及时回流避免了异常涂料的供给;第一供料管的出口端、第二供料管的出口端采用L型且出口分别对准第二涂料罐及第三涂料罐内腔侧面上,使涂料液体贴第二涂料罐及第三涂料罐内壁进料在液面张力的作用下消除管道、涂料罐中小气泡达到平稳供料,有效解决了涂覆时涂料中易产生气泡,严重影响光纤质量的问题;并且采用气动隔膜泵供料设计,使在光纤拉丝涂覆过程中供料稳定,尤其确保了供料的不间断;其次,第一涂料罐、第二涂料罐、第三涂料罐、第一供料管、第二供料管、第三供料管、气动隔膜泵等采用包裹加热电阻丝进行加热保温的设计,避免了传统的水浴式整体加热的温度不均匀、能耗高的缺点;最后,本树脂涂覆单线供料系统设计时也充分兼顾了多线供料的优势,在第三供料管预留接口后续可改造向多条光纤拉丝生产线供料,实现光纤拉丝涂料的双线、三线供料。
附图说明
下面结合附图对本发明供料系统的具体实施方式作进一步说明:
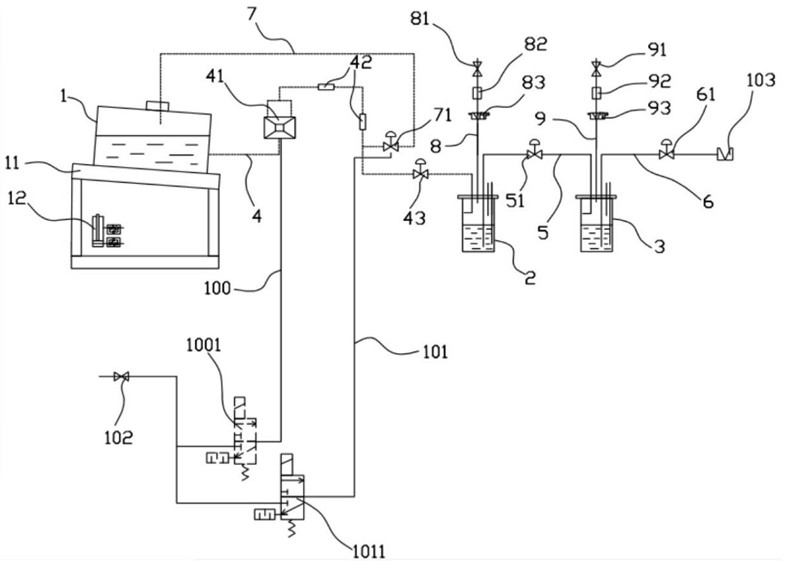
图1为本发明供料系统的结构示意图;
图2为图1所示本发明供料系统的第二涂料罐的局部放大图;
图3为图1所示本发明供料系统的第三涂料罐的局部放大图;
图4为本发明供料方法的第一实施例的流程图;
图5为本发明供料方法的第二实施例的流程图;
图6为本发明供料方法的第三实施例的流程图。
具体实施方式
如图1至图3所示,本发明供料系统包括第一涂料罐1、第二涂料罐2、第三涂料罐3、涂覆模座103、连接所述第一涂料罐1与所述第二涂料罐2的第一供料管4、连接第二涂料罐2与第三涂料罐3的第二供料管5、连接第三涂料罐3与涂覆模座103的第三供料管6。
如图1所示,所述第一涂料罐1呈倾斜状,第一涂料罐1内放置有涂料,所述第一涂料罐1的下方设有支撑架11、设置于所述支撑架11上的称重件12。所述第一涂料罐1放置在所述支撑架11上,所述支撑架11的上表面呈倾斜状,从而可以保持所述第一涂料罐1的倾斜,方便其内部的涂料可以全面的经过第一供料管4排出。所述称重件12设置于所述支撑架11上,所述称重件12可以为称重传感器或电子秤,亦可以为其他称重件,其属于现有技术,故在此不再赘述,所述称重件12可以用于称重所述第一涂料罐1内的涂料的重量,以便及时的且实时的获取第一涂料罐1内涂料的多少,进而可以判断第一涂料罐1内涂料的液位水平。
如图1及图2所示,所述第二涂料罐2内可以放置涂料,所述第二涂料罐2上设有第一液位传感器21、第二液位传感器22、设置于其上方的第一盖板23。所述第一盖板23盖在所述第二涂料罐2上端开口,以便将第二涂料罐2的上端开口堵住。所述第一液位传感器21的下端伸入到所述第二涂料罐2内,且第一液位传感器21的下端靠近所述第二涂料罐2内腔的底面,优选的,所述第一液位传感器21贯穿所述第一盖板23的上下表面且与其固定连接,所述第一液位传感器21用于检测第二涂料罐2内的低液位预警,即当第二涂料罐2内的液位较低且达到预设值时,其可以发出对应的信号,以便往第二涂料罐2内供应涂料。所述第二液位传感器22的下端伸入到所述第二涂料罐2内,所述第二液位传感器22的下端远离所述第二涂料罐2内腔的底面,优选的,所述第二液位传感器22贯穿所述第一盖板23的上下表面且与其固定连接,从而对所述第二液位传感器22起到固定作用,所述第二液位传感器22用于检测第二涂料罐2内的高液位预警,即当第二涂料罐2内的液位较高且达到预设值时,其可以发出对应的信号,以便将第二涂料罐2内的涂料传输至第三涂料罐3内。所述第一盖板23设置于所述第二涂料罐2的上端开口处,且可以盖住所述第二涂料罐2的上端开口。
如图1及图3所示,所述第三涂料罐3内可以放置涂料,所述第三涂料罐3上设有第三液位传感器31、第四液位传感器32、第二盖板33。所述第二盖板33设置于所述第三涂料罐3的上端开口处,且可以盖住所述第三涂料罐3的上端开口。所述第三液位传感器31的下端伸入到所述第三涂料罐3内,且所述第三液位传感器31的下端靠近所述第三涂料罐3内腔的底面,所述第三液位传感器31用于第三涂料罐3的低液位警示作用,当第三涂料罐3内的液位较低且达到预设值时,其可以发出信号,以便可以控制往第三涂料罐3内供应涂料,优选的,所述第三液位传感器31贯穿所述第二盖板33的上下表面且与其固定连接,从而对其起到固定作用。所述第四液位传感器32的下端伸入到所述第三涂料罐3内,所述第四液位传感器32的下端远离所述第三涂料罐3内腔的底面,所述第四液位传感器32用于检测第三涂料罐3内的高液位,当第三涂料罐3内的液面较高且达到预设值时,所述第四液位传感器32可以发出信号,以便将第三涂料罐3内的涂料传输出去。
如图1至图3所示,所述第一供料管4的进口端伸入到所述第一涂料罐1内,且与其内部的涂料接触,以便将第一涂料罐1内的涂料传输至第一供料管4内,所述第一供料管4的出口端44收容于所述第二涂料罐2内,所述出口端44呈L型,且出口对准所述第二涂料罐2内腔的侧面上,使涂料液体贴涂料内壁进料,在液面张力的作用下消除第一供料管4、第二涂料罐2中小气泡,进而达到平稳供料,有效解决了涂覆时涂料中易产生气泡,严重影响光纤质量的问题,优选地,所述出口端44贯穿所述第一盖板23的上下表面且与其固定连接,从而对所述出口端44起到固定作用。所述第一供料管4上设有气动隔膜泵41、气泡检测器42、第一气动阀43。所述气动隔膜泵41、气泡检测器42、第一气动阀43属于市面上常见的气动隔膜泵、气泡检测器、气动阀门等,其属于现有技术,故在此不再赘述,所述气动隔膜泵41可以将第一涂料罐1内的涂料抽入到所述第一供料管4上,所述气泡检测器42可以检测第一供料管4内的气泡,所述第一气动阀42可以驱动所述第一供料管4内的涂料进入到第二涂料罐2内。
如图1至图3所示,所述第二供料管5的进口伸入到所述第二涂料罐2内,且与所述第二涂料罐2内的涂料接触,以便将第二涂料罐2内的涂料输送至第二供料管5内,优选的,所述第二供料管5的进口端贯穿所述第一盖板23的上下表面且与其固定连接,以便对第二供料管5的进口端起到固定作用。所述第二供料管5的出口端52伸入到所述第三涂料罐3内,所述出口端52呈L型,且出口正对所述第三涂料罐3内腔的侧面上,使涂料液体贴涂料内壁进料,在液面张力的作用下消除第一供料管4、第二涂料罐2中小气泡,进而达到平稳供料,有效解决了涂覆时涂料中易产生气泡,严重影响光纤质量的问题,所述出口端52贯穿所述第二盖板33的上下表面且与其固定连接,从而对所述出口端52起到固定支撑的作用。所述第二供料管5上设有第二气动阀51,所述第二气动阀51为市面上常见的气动阀,其属于现有技术,故在此不再赘述,所述第二气动阀51可以将所述第二涂料罐2内的涂料抽入到所述第二供料管5内,然后输送至第三涂料罐3内。
如图1至图3所示,所述第三供料管6的进口端伸入到所述第三涂料罐3内,且与所述第三涂料罐3内的涂料接触,以便将第三涂料罐3内的涂料抽入到所述第三供料管6内,所述第三供料管6的出口端与所述涂覆模座103连通,以便将涂料输送至涂覆模座103上。所述第三供料管6上设有第三气动阀61,所述第三气动阀61为市面上常见的气动阀,其属于现有技术,故在此不再赘述,所述第三气动阀61可以将所述第三涂料罐3内的涂料抽入到所述第三供料管6内,然后供料至涂覆模座103上。
如图1至图3所示,所述供料系统还包括回料管7,所述回料管7的进口端与所述第一供料管4连通,且处于所述气泡检测器42与所述第一气动阀43之间,以便气泡检测器42在检测到气泡后,带有气泡的涂料可以进入到回料管7中,所述回料管7的出口端伸入到所述第一涂料罐1内,以便将带有气泡的涂料重新输送至第一涂料罐1内。所述回料管7上设有第四气动阀71,所述第四气动阀71可以将所述第一供料管4内 气泡的涂料抽入到所述回料管7内,然后输送至第一涂料罐1内。
如图1至图3所示,所述供料系统还包括设置于所述第二涂料罐2上的第一供气管8及设置于所述第三涂料罐3上的第二供气管9。所述第一供气管8的一端伸入到所述第二涂料罐2内,以便将洁净气体输入到所述第二涂料罐2内,所述洁净气体为纯化后的氮气或经过除水、除尘处理的压缩空气的一种,所述第一供气管8的另一端与气源或气罐连接,以便抽入洁净的气体,所述第一供气管8上设有第一输入阀门81、第一比例阀门82、第一电磁阀83,所述第一输入阀门81、第一比例阀门82、第一电磁阀83均为市面上常见的阀门、比例阀门、电磁阀,其属于现有技术,故在此不再赘述,当所述第一输入阀门81、第一比例阀门82、第一电磁阀83打开时,洁净气体可以通过第一供气管8输入到第二涂料罐2内,以便将第二涂料罐2内的涂料挤压至第二供料管5内,进而供料至第三涂料罐3上,优选的,所述第一供气管8贯穿所述第一盖板23的上下表面且与其固定连接,以便对第一供气管8起到固定支撑的作用。所述第二供气管9的一端伸入到所述第三涂料罐3内,以便将洁净气体输入到所述第三涂料罐3内,优选的,所述第二供气管9贯穿所述第二盖板33的上下表面且与其固定连接,以便对第二供气管9起到支撑及固定的作用,所述第二供气管9上设有第二输入阀门91、第二比例阀92、第二电磁阀93,所述第二输入阀门91、第二比例阀92、第二电磁阀93均为市面上常见的阀门、比例阀、电磁阀等,其属于现有技术,故在此不再赘述,所述第二供气管9的另一端与气罐或者气源连接,以便将洁净气体输入到所述第二供气管9内,当所述第二输入阀门91、第二比例阀92、第二电磁阀93打开时,气源或气罐内的洁净气体可以经过第二供气管9进入到第三涂料罐3内,以便增大第三涂料罐3内的气压,使得第三涂料罐3内的涂料经过所述第三供料管6供料至涂覆模座103。
如图1至图3所示,所述供料系统还包括第三供气管100、第四供气管101。所述第三供气管100的出气端与所述气动隔膜泵41连接,以便为所述气动隔膜泵41充气加压,使其可以将第一涂料罐1内的涂料抽入到第一供料管4内,所述第三供气管100上设有第三电磁阀1001,所述第三电磁阀1001可以控制所述第三供气管100内气体的流量及开关,所述第三供气管100的进气端与第三输入阀门102连接,所述第三输入阀门102与气源或者气罐连接,以便控制洁净气体进入到所述第三供气管100内。所述第四供气管101的出气端与所述第四气动阀71连接,以便对其进行供气加压,使其可以正常工作,所述第四供气管101的另一端与所述第三输入阀门102连接,以便洁净气体亦可以进入到所述第四供气管101内,所述第四供气管101上设有第四电磁阀1011,其用于控制所述第四供气管101内气体的流量及开关。
上述的第一比例阀门82、第一电磁阀83、第二比例阀门92、第二电磁阀均用于调节第二涂料罐2或第三涂料罐3内的压力,以便稳定进气和及时的停止进气。上述第一涂料罐1、第二涂料罐2、第三涂料罐3、第一供料管4、第二供料管5、第三供料管8、回料管7、气动隔膜泵41、气泡检测器42外部均包裹加热电阻丝,以便对其进行加热保温,防止涂料固化,使其中的涂料可以稳定的流动,避免了传统的水浴式整体加热的温度不均匀、能耗高的缺点,包裹加热电阻丝为现有技术,故在此不再赘述。并且在第三供料管6的出料端亦可以设置或连通多个出口,以便对多个涂覆模座103进行供料,提高供料的效率。
所述供料系统还包括控制器(未图示),所述控制器与所述气动隔膜泵41、称重件12、第一液位传感器21、第二液位传感器22、第三液位传感器31、第四液位传感器32、第一气动阀43、第二气动阀51、第三气动阀61、第四气动阀71、第一输入阀门81、第一比例阀门82、第一电磁阀83、第二输入阀门91、第二比例阀92、第二电磁阀93、第三电磁阀1001、第四电磁阀1011、第三输入阀门102电连接,以便控制其打开或者关闭。
如图1至图3所示,所述本发明供料系统使用时,首先打开所述第三输入阀门102,使得气源或气罐内的洁净气体进入到第三输入阀门102内,然后打开第三电磁阀1001和第四电磁阀1011,然后气体分别进入到所述第三供气管100及第四供气管101内,然后分别对气动隔膜泵41、第四气动阀71进行供气加压,然后控制器控制气动隔膜泵41开始工作,且将第一涂料罐1内的涂料抽入到所述第一供料管4内,然后经过气泡检测器42检测时,若涂料中含有气泡,此时第四气动阀71可以将带有气泡的涂料从第一供料管4抽入到回料管7内,然后回流至第一涂料罐1内,使得进入到第二涂料罐2内的涂料中不含有气泡,第一气动阀43可以将第一供料管4内的涂料输送至第二涂料罐2内,由于第一供料管4的出口端44呈L型,且出口端44的出口正对第二涂料罐2内腔的侧面上,使涂料液体贴涂料内壁进料,在液面张力的作用下消除第一供料管4、第二涂料罐2中小气泡,进而达到平稳供料,有效解决了涂覆时涂料中易产生气泡,严重影响光纤质量的问题。所述称重件12用于称取第一涂料罐1内涂料的重量,以便判断其液位的高低,当称重件12称取的涂料重量较低且达到临界值时,此时判断第一涂料罐1内液位较低,此时称重件12将数据传输至控制器,控制器判断液位较低后,控制第三输入阀门102、第三电磁阀1001、第四电磁阀1011关闭,且分别停止向气动隔膜泵41、第四气动阀71供气,然后更换第一涂料罐1或往第一涂料罐1内倒入涂料,以便增加第一涂料罐1内涂料的液位高度。供应到第二涂料罐2内的涂料为了经过第二供料管5进入到第三供料管3内,此时控制器打开第一输入阀门81、第一比例阀门82、第一电磁阀83,使得洁净气体经过第一供气管8进入到第二涂料罐2内,使得第二涂料罐2内的气压增大,以便挤压第二涂料罐2内的涂料,使得涂料进入到第二供料管5内,然后控制器打开第二气动阀51,驱动涂料顺利的经过第二供料管5进入到第三涂料罐3内,以便增加第三涂料罐3内的涂料的液位高度。为了将第三涂料罐3内的涂料供料至涂覆模座103,此时控制器打开第二输入阀门91、第二比例阀92、第二电磁阀93,使得洁净气体经过第二供料管9进入到第三涂料罐3内,使得第三涂料罐3内的气压增大,进而使得第三涂料罐3内的涂料进入到第三供料管6内,然后控制器打开第三气动阀61,使得第三供料管6内的涂料可以供料至涂覆模座103上,实现供料的目的。在供料的过程中,所述第一液位传感器21、第二液位传感器22分别用于检测第一涂料罐2内的高低液位,并且将数据传输至控制器,当第一液位传感器21检测到第二涂料罐2内的涂料液位较低且达到临界值时,此时控制器控制第三输入阀门102、第三电磁阀1001、第四电磁阀1011,分别对气动隔膜泵41、第四气动阀71供气加压,使得第一涂料罐1内的涂料经过第一供料管4输送至第二涂料罐2内,当第二液位传感器22检测第二涂料罐2内的涂料的液位较高且达到临界值时,此时其将数据传输至控制器,控制器在判断液位较高后,控制第一输入阀门81、第一比例阀门82、第一电磁阀83、第二气动阀51打开,使得洁净气体经过第一供气管8输入到第二涂料罐2内,然后使得第二涂料罐2内的涂料经过第二供料管5输入至第三涂料罐3内。所述第三液位传感器31、第四液位传感器32分别用于检测第三涂料罐3内液位的高低,且当第三液位传感器31检测的第三涂料罐3内的液位较低且达到临界值时,此时其将数据传输至控制器,控制器在判断第三涂料罐3内的液位较低且达到临界值时,此时其控制第一输入阀门81、第一比例阀门82、第一电磁阀83、第二气动阀51打开,使得第二涂料罐3内的涂料经过第二供料管5传输至第三涂料罐3内,当第四液位传感器32检测第三涂料罐3内的液位较高且达到临界值时,此时其将数据传输至控制器,所述控制器控制第二输入阀门91、第二比例阀92、第二电磁阀93、第三气动阀61打开,使得第三涂料罐3内的涂料经过第三供料管5供料至涂覆模座103上。通过上述实时检测第一涂料罐1、第二涂料罐2、第三涂料罐3内的液位高度,进而可以实现连续供料。在发生拉丝停止或者断纤时,处于接通状态下的第一输入阀门81、第二输入阀门91和第三输入阀门102关闭,断开当前供料管的涂料输入。至此,本发明的供料系统使用过程描述完毕。
如图4至图6所示,一种使用上述供料系统的供料方法,其包括以下步骤:
步骤一:当第三涂料罐3内的涂料液位大于第一预设值时,控制第三涂料罐3内的涂料经过第三供料管供应至涂覆模座上。
当第三涂料罐3内的涂料液位较高且大于第一预设值时,说明此事第三涂料罐3内的涂料较多且充足,可以为涂覆模座进行持续的供料,因此,此时控制器控制第二输入阀门91、第二比例阀92、第二电磁阀93、第三气动阀61打开,使得第三涂料罐3内的涂料经过第三供料管5供料至涂覆模座103上。
步骤二:当第三涂料罐3内的涂料液位小于第二预设值时,控制第二涂料罐2内的涂料经过第二供料管5供应至第三涂料罐3内。
当第三涂料罐3内的涂料液位小于第二预设值时,且第二预设值小于所述第一预设值,说明此时第三涂料罐3内的涂料液位较低,且涂料过少,需要及时的将涂料供应至第三涂料罐3内,此时第三液位传感器31将液位数据传输至控制器,控制器在判断液位小于第二预设值后,控制第一输入阀门81、第一比例阀门82、第一电磁阀83、第二气动阀51打开,使得第二涂料罐3内的涂料经过第二供料管5传输至第三涂料罐3内,直至第三涂料罐3内的液位适宜为止。
步骤三:当第二涂料罐2内的涂料液位大于第三预设值时,控制第二涂料罐2内的涂料经过所述第二供料管5供应至第三涂料罐3内。
当第二涂料罐2内的涂料液位较高且大于第三预设值时,说明此时第二涂料罐2内的涂料较高,可以供应至第三涂料罐3内,然后第二液位传感器22将液位数据传输至控制器,控制器在判断液位大于第三预设值后,控制器控制第一输入阀门81、第一比例阀门82、第一电磁阀83、第二气动阀51打开,使得第二涂料罐3内的涂料经过第二供料管5传输至第三涂料罐3内。
步骤四:当第二涂料罐2内的涂料液位小于第四预设值时,控制所述第一涂料罐1内的涂料经过所述第一供料管4供应至所述第二涂料罐2内。
当第二涂料罐2内的涂料液位小于第四预设值时,且第四预设值小于第三预设值,说明此时第二涂料罐2内的涂料过少,需要对其进行补充,所述第一液位传感器21将数据传输至控制器后,控制器在判断液位小于第四预设值后,控制控制第三输入阀门102、第三电磁阀1001、第四电磁阀1011,分别对气动隔膜泵41、第四气动阀71供气加压,使得第一涂料罐1内的涂料经过第一供料管4输送至第二涂料罐2内,同时可以起到清除气泡的作用。
步骤五:当第一涂料罐1内的涂料液位大于第五预设值时,控制第一涂料罐1内的涂料经过第一供料管供应至第二涂料罐2内。
当第一涂料罐1内的涂料液位大于第五预设值时,说明第一涂料罐1内的涂料充足,然后称重件12将数据传输至控制器,控制器在判断液位大于第五预设值后,控制器控制第三输入阀门102、第三电磁阀1001、第四电磁阀1011,分别对气动隔膜泵41、第四气动阀71供气加压,使得第一涂料罐1内的涂料经过第一供料管4输送至第二涂料罐2内,同时可以起到清除气泡的作用。
步骤六:当第一涂料罐1内的涂料液位小于第六预设值时,补充第一涂料罐1内的涂料
当第一涂料罐1内的涂料液位小于第六预设值时,且第六预设值小于第五预设值,说明第一涂料罐1内的涂料过少,此时称重件12将液位数据传输至控制器中,控制器在判断第一涂料罐1内的液位小于第六预设值后,此时控制器关闭第三输入阀门102、第三电磁阀1001、第四电磁阀1011,停止向气动隔膜泵41及第四气动阀71供气,然后准备更换第一涂料罐1或往第一涂料罐1内补充涂料即可,直至第一涂料罐1内的液位达到需要的高度。
上述第一预设值、第二预设值、第三预设值、第四预设值、第五预设值、第六预设值的选取均可以根据需要设置,或者通过有限次实验获取适宜的具体数值,其属于现有技术,故在此不再赘述。
在上述步骤五及步骤六中,当所述第一供料管4内的涂料中存在气泡时,此时控制带气泡的涂料经过所述回料管7输送至第一涂料罐1内。
在第一涂料罐1内的涂料经过第一供料管4传输至第二涂料罐2内时,为了清除涂料中的气泡,在气泡检测器42检测到第一供料管4内的涂料中存在气泡后,此时可以通过第四气动阀71将第一供料管4内带有气泡的涂料经过回料管7输送至第一涂料罐1内。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 供料驱动机构、具有供料驱动机构的吐出装置、具有吐出装置的用户化吐出系统、以及供料驱动机构中的供料驱动方法
- 一种用于多注塑机供料的集中供料机和供料方法