一种无油空气压缩机密封皮碗热压制成型制造设备
文献发布时间:2023-06-19 09:26:02
技术领域:
本发明属于压缩机制造技术领域,涉及一种空气压缩机密封皮碗之制造设备,具体地说涉及一种可将无油空气压缩机平面状活塞密封环热成型为皮碗状密封环的制造设备。
背景技术:
无油空气压缩机均需采用具有自润滑性能的活塞密封件以保证工作时防止活塞与气缸运动配合处出现泄漏,该活塞密封件主要采用聚四氟乙烯做为本体并通过添加各种增强润滑、耐磨、传热、韧性等材料来制作而成,它属于一种复合材料密封件,具有较大的弹性和塑性。一般情况下,无油空气压缩机的活塞密封件被制作成扁平圆环状零件,在进行安装时通过活塞盖板压紧在与连杆小头一体制作的活塞本体上,并利用活塞盖板与活塞本体的压挤力迫使其呈皮碗状,之后再与连杆一道塞进压缩机的气缸孔内而构成碗口朝向压缩机端盖的密封皮碗,压缩机运转时则利用皮碗的弹性以及气缸内的高压使其胀开而紧贴靠在气缸壁面上,从而达成运动密封的目的。
然而,现有无油空气压缩的活塞密封件其成品均呈平面状的环形零件,由此而带来的问题是:1)平面环状密封件会造成活塞连杆组件的装配成品一致性变差。盖因平环状的密封环在其放进连杆小头之活塞本体处时,由于工人主要依靠经验来进行手工调整定位,致使在活塞盖板压紧后极易出现密封皮碗的翻边尺寸差异较大,亦即从圆周视角观察安装就位成型后的密封皮碗相对于活塞盖板(即活塞顶)呈现有高低不同的现象;2)平面环状密封件会导致活塞连杆组件装配成品的质量良品率不高。除了上述密封皮碗翻边尺寸差异大而一方面造成密封不可靠、另一方面造成压缩机余隙容积增大之外,还因为手工定位的不准确而造成成型后的密封皮碗在半径方向尺寸不统一,亦即会出现一边厚出另一边薄进的状况,这同样会负面影响密封环的密封效果,甚至还会对气缸壁面造成伤害;3)平面环状密封件会导致活塞连杆组件的装配效率变低。一方面,在装配活塞、连杆及活塞环的过程当中,需要人工不断地进行就位调整从而造成效率变低;另一方面,平面状的成品密封环因具有较大的弹力,至少在上盖板压边以及塞进气缸内的过程当中需要花费较大的力气,长期工作会造成工人操作疲劳而导致工效下降。
发明内容:
针对现有平面环状构型的无油空气压缩机密封环成品在装配压缩机的过程当中所存在的问题,需要将平面环状构型的密封环事先预制成皮碗状的密封环,为此本发明提出一种无油空气压缩机密封皮碗热压制成型制造设备,其主要目的在于:利用热定型的原理并借助于专门的成型设备,可高效批量制作皮碗状无油空气压缩机密封环成品,并能保证密封皮碗产品质量的稳定性和一致性,籍此保证装配活塞、连杆及活塞环的高质量和高效率。
本发明的目的是这样实现的:一种无油空气压缩机密封皮碗热压制成型制造设备,其特征在于:该设备包括有坯料进料单元、加热单元、送料推料单元、压制成型单元、冷却单元、成品脱模单元,另外还包括有中控系统,其中坯料进料单元用以储备或/和队列密封件坯料、加热单元用以加热密封件坯料以备后续进行热压制定型、送料推料单元用以将加热后的密封件坯料运送至压制成型单元或/和将定型并脱模后的密封皮碗成品输运至成品堆放区、压制成型单元用以将加热软化后的密封件坯料通过模具压制后成形与定型、冷却单元用以辅助对压制过程中或/和压制完成后的密封件进行冷却以加速密封皮碗成品的定型过程、成品脱模单元用以将定型完成后的密封皮碗成品从压制成型单元中的模具上进行分离出来;中控系统则通过设定和发出各种指令使制造设备各单元按预定参数、预定时序、预定动作进行有序运行工作,其中整个制作工艺流程是:预备平面环状密封件坯料→在坯料进料单元中对密封件坯料进行储备或/和队列出料→在加热单元中对密封环坯料进行加热软化→经由送料推料单元逐个依次运送进压制成型单元并完成就位→在压制成型单元中通过施加压制力并辅以模具对加热软化后的密封环坯料进行皮碗成形→经由冷却单元加速密封环的定型过程→通过成品脱模单元将定型完成后的密封皮碗成品从压制成型单元模具中分离出来→再经由送料推料单元将密封皮碗成品输运至目标堆料区。
进一步,上述的坯料进料单元采用叠摞形式对密封件坯料进行队列处置。
进一步,上述的送料推料单元从坯料进料单元的底部区域的出料端获取密封件坯料。
进一步,上述的加热单元布局在坯料进料单元的下方区域或/和送料推料单元运动途中的下方区域。
进一步,上述的送料推料单元包括有一个送料板,该送料板包含有一个推运密封件坯料的送料结构。
进一步,上述的送料板采用往复运行方式。
进一步,上述的送料推料单元包括有一个推运密封皮碗成品的推料结构。
进一步,上述的送料板采用气缸或者采用电推杆来进行驱动。
进一步,上述的送料板的送料结构为单边开口状构造、送料板的推料结构为翻边状构造。
上述压制成型单元包含有一个压头状凸模,该凸模采用直线往复动作模式或采用转动摇摆动作模式,并采用气缸或者电推杆来进行驱动。
进一步,上述的压制成型单元包含有一个与所述凸模做合模配合的凹模,该凹模呈沉坑状或孔洞状。
进一步,上述的冷却单元布置在所述凹模上。
进一步,上述的成品脱模单元布置在凹模或/和凸模上。
进一步,上述的成品脱模单元采用驱动气缸或/和复位弹簧作为脱模动力源。
上述中控系统设置有保压定型流程,该保压定型流程工作时段设定在凸模与凹模开始完成靠模合模动作直至开始进行脱模开模动作的这一区间时段。
进一步,上述的保压定型流程设定的保压压力在0.2MPa至1.5MPa、保压时间在1s至15s之间。
进一步,上述加热单元对密封件坯料施加的加热温度在80℃至380℃之间。
进一步,上述压制成型单元对密封件坯料施加的成形压力大于或者等于 0.2MPa。
本发明相比现有技术突出的优点是:借助专门密封环成型设备并利用热定型原理,实现了高效批量制作皮碗状无油空气压缩机密封环成品,并保证了密封皮碗产品质量的稳定性和一致性,籍此有效地保证装配活塞、连杆及活塞环的高质量和高效率。
附图说明:
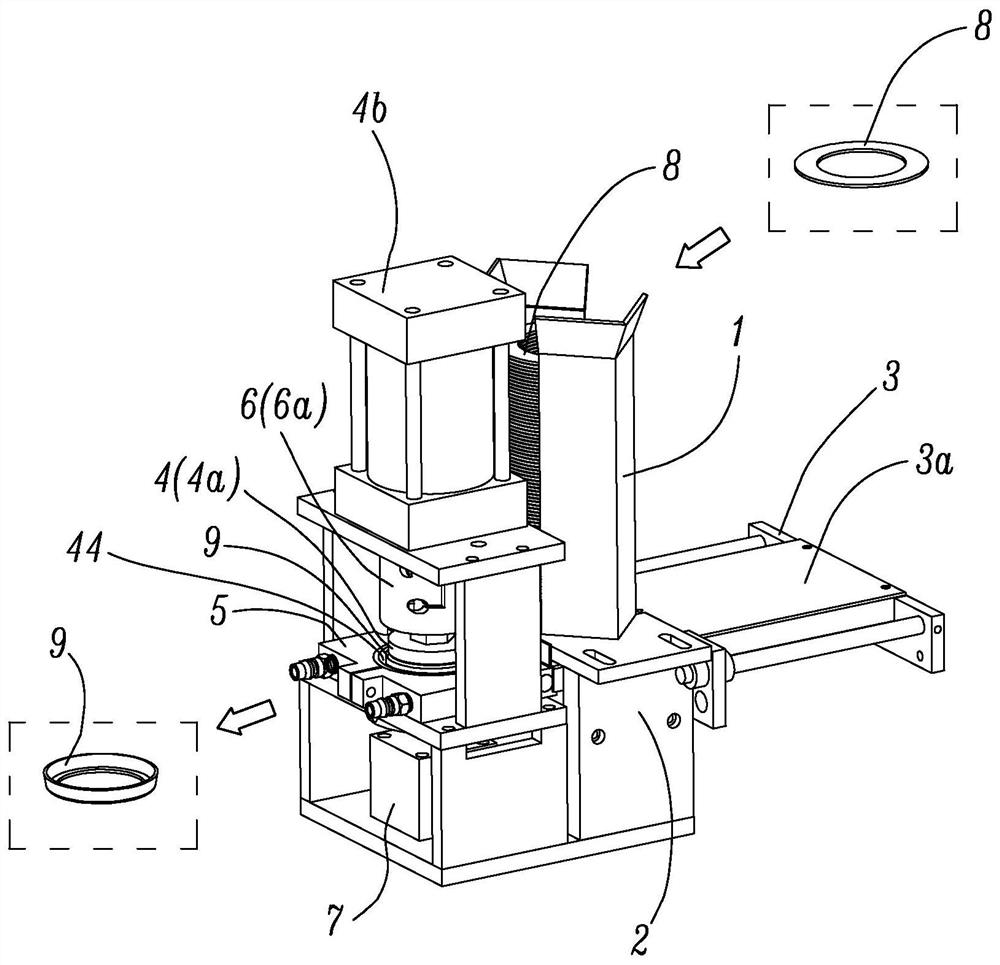
图1是本发明一种无油空气压缩机密封皮碗热压制成型制造设备总体结构布局示意图;
图2是图1所示无油空气压缩机密封皮碗热压制成型制造设备开始预备工作的状态示意图;
图3是图1所示无油空气压缩机密封皮碗热压制成型制造设备送料推料单元开始向压制成型单元进行送料的过程状态示意图;
图4是图1所示无油空气压缩机密封皮碗热压制成型制造设备处在送料推料单元将备压密封件坯料就位完毕的状态示意图;
图5是图1所示无油空气压缩机密封皮碗热压制成型制造设备送料推料单元返回坯料进料单元的过程状态示意图;
图6是图1所示无油空气压缩机密封皮碗热压制成型制造设备送料推料单元已返回出发位并承纳下一个密封件坯料的状态示意图;
图7是图1所示无油空气压缩机密封皮碗热压制成型制造设备压制成型单元之凸模开始压制密封件坯料的状态示意图;
图8是图1所示无油空气压缩机密封皮碗热压制成型制造设备压制成型单元之凸模与凹模开始合模成形皮碗状密封件的状态示意图;
图9是图1所示无油空气压缩机密封皮碗热压制成型制造设备冷却单元开始工作并开始实施保压流程的状态示意图;
图10是图1所示无油空气压缩机密封皮碗热压制成型制造设备成品脱模单元开始分离皮碗状密封皮碗成品的状态示意图;
图11是图1所示无油空气压缩机密封皮碗热压制成型制造设备送料推料单元开始输运密封皮碗成品同时将下一个备压密封件坯料就位完毕的状态示意图;
图12是图1所示无油空气压缩机密封皮碗热压制成型制造设备送料推料单元再次返回坯料进料单元的过程状态示意图;
图13是图1所示无油空气压缩机密封皮碗热压制成型制造设备送料推料单元再次返回至出发位并承纳又一个密封件坯料的状态示意图;
图14是图1所示无油空气压缩机密封皮碗热压制成型制造设备送料推料单元之送料板的轴测示意图。
具体实施方式:
下面以具体实施例对本发明作进一步描述,参见图1—14:
一种无油空气压缩机密封皮碗热压制成型制造设备,该设备包括有以下功能单元或者功能系统(参见图1至图13):坯料进料单元1、加热单元2、送料推料单元3、压制成型单元4、冷却单元5、成品脱模单元6以及中控系统7。本发明的最大特色在于设备利用机械化和自动化手段,可以将平面状的圆环密封件坯料8高效率高质量地制作成碗环状的密封皮碗成品9。其中坯料进料单元 1用以储备或/和队列密封件坯料8、加热单元2用以加热密封件坯料8以备后续进行热压制定型、送料推料单元3用以将加热后的密封件坯料8运送至压制成型单元4或/和将定型并脱模后的密封皮碗成品9输运至成品堆放区、压制成型单元4用以将加热软化后的密封件坯料8通过模具压制后成形与定型、冷却单元5用以辅助对压制过程中或/和压制完成后的密封件进行冷却以加速密封皮碗成品9的定型过程、成品脱模单元6用以将定型完成后的密封皮碗成品9从压制成型单元4中的模具上进行分离出来;中控系统7则通过设定和发出各种指令使制造设备各单元按预定参数、预定时序、预定动作进行有序运行工作,其中整个制作工艺流程是:预备平面环状密封件坯料8→在坯料进料单元1中对密封件坯料8进行储备或/和队列出料→在加热单元2中对密封环坯料8进行加热软化→经由送料推料单元3逐个依次运送进压制成型单元4并完成就位→在压制成型单元4中通过施加压制力并辅以模具对加热软化后的密封环坯料8进行皮碗成形→经由冷却单元5加速密封环成品9的定型过程→通过成品脱模单元6将定型完成后的密封皮碗成品9从压制成型单元4的模具中分离出来→再经由送料推料单元3将密封皮碗成品9输运至目标堆料区。在这里,本发明中所述的坯料进料单元1可以采用多种形式来对平面状圆环形的密封件坯料8进行储备或/和进行队列出料处置,包括采用桶箱形式、堆栈形式进行储备,以及采用包括采用振动形式、轨道约束、挡板约束、皮带约束等等形式进行约束队列,甚至还包括采用机器视觉并辅助机械手等形式帮助进行队列处置,特别地还可以采用叠摞形式来对密封件坯料8进行储备乃至进行队列处置,当其采用叠摞形式时能够充分利用物料的重力来帮助进行队列以及出料密封件坯料8(如图1至图13所示),其中的一个最佳的叠摞形式是让密封件坯料8采用垂直或者近乎垂直的形式进行叠摞(参见图1至图13)。进一步,所述的送料推料单元 3可以从采用叠摞形式的坯料进料单元1的底部区域的出料端获取密封件坯料 8。需要说明的是,本发明中的加热单元2可以采用电加热的形式或者其它诸如燃烧火焰的形式来对密封件坯料8进行加热以让其软化从而有利于成形,另外可以采用直接加热比如让加热单元2直接接触密封件坯料8的形式来主要通过热传导的方式加热密封件坯料8、也可以采用间接形式比如通过加热其它第三方物件再通过该第三方物件来对密封件坯料8进行加热、甚至还可以采用非接触的热红外辐射加热形式来加热密封件坯料8,而且,加热单元2可以布局在坯料进料单元1的下方区域(也就是坯料进料单元1的底部区域的出料端,如图1至图13所示)或/和加热单元2布局在送料推料单元3运动途中的某些路段区域(图中未示出)。特别需要指出的是,成品脱模单元6它可以包括静脱模构件 6a(意味着该构件工作时不运动)和动脱模构件6b(意味着该构件工作时可运动)这两个部分,甚至地动脱模构件6b还可以是参与构成压制成型单元4的其中一个部件如参与构成其凹模44(参见图7、图8和图9),也就是动脱模构件 6b它可以是成品脱模单元6和压制成型单元4一起共用的一个部件;在这里,所述的成品脱模单元6它既可以采用驱动气缸来作为脱模动力源(图中未示出)、它也可以采用复位弹簧作为脱模动力源(图中未示出)、它还可以同时采用驱动气缸及复位弹簧来作为脱模动力源(图中未示出)、甚至地它还可以采用电推杆作为脱模动力源(图中未示出)。同样还需要指出的是,冷却单元5也可以是参与构成压制成型单元4的其中一个部件如参与构成其凹模44(参见图7、图8 和图9),也就是冷却单元5它可以是冷却单元5和压制成型单元4一起共用的一个部件,参见图6至图9所显示的密封件坯料8从平面状环形坯料至形成皮碗状密封皮碗成品9的过程中冷却单元5参与了冷却单元5及压制成型单元4 这两种角色任务。本发明的加热单元2对密封件坯料8施加的加热温度可以设定在80℃至380℃之间,这个温度区间能够满足并确保现有材料组配下的各种密封件坯料8达成软化并最终获得较高质量的密封皮碗成品9。同样地,本发明的压制成型单元4对密封件坯料8施加的成形压力大于或者等于0.2MPa,这样能够确保密封件坯料8被压制成形为无油空气压缩机需要的密封皮碗成品9。为了能够更好地了解本发明无油空气压缩机密封皮碗热压制成型制造设备的工作过程,下面结合图2至图13所示实施例来论述一下该设备将平面环状的密封件坯料8压制成皮碗状的密封皮碗成品9的整个工艺过程:
a)本发明制造设备处在开始预备工作的状态(参见图2),此时密封件坯料 8被叠摞式地储备在坯料进料单元1内并被队列,同时加热单元2开始对处在坯料进料单元1之底部出料端的密封件坯料8进行加热软化,完成本工位过程后可进入下面的b)流程;
b)本发明制造设备处在开始送料的状态(参见图3),此时加热单元2已完成对待压制的密封件坯料8的加热软化,送料推料单元3开始向压制成型单元4 进行送料,也就是已被加热软化的密封件坯料8开始被送料推料单元3推离坯料进料单元1的底部、并开始向压制成型单元4运动,本过程完成后即进入下面的c)流程;
c)本发明制造设备处在送料推料单元3已将备压的密封件坯料8就位完毕在压制成型单元4工位上并待压制的状态(参见图4),接着进入下面d)流程;
d)本发明制造设备处在送料推料单元3正在返回坯料进料单元1途中的过程状态(参见图5),接着进入下面e)流程;
e)本发明制造设备处在送料推料单元3已返回至出发位并开始承纳下一个密封件坯料8的状态(参见图6),此时加热单元2开始对这个刚落料并就位在坯料进料单元1底部的密封件坯料8开始进行加热,同时接着马上进入下面f) 流程;
f)本发明制造设备处在压制成型单元4之凸模4a开始接触并即将压制已经就位在压制成型单元4上的密封件坯料8的状态(参见图7),该状态同时还可以包括对已经落料并就位在坯料进料单元1底部的密封件坯料8继续进行加热软化,接着马上进入下面g)流程;
g)本发明制造设备处在压制成型单元4之凸模4a与凹模44开始合模成形皮碗状密封件的状态过程(参见图8),该状态同时可以还包括对已经落料并就位在坯料进料单元1底部的密封件坯料8继续进行加热软化,接着马上进入下面h)流程;
h)本发明制造设备处在开始实施保压流程的状态并同时冷却单元5开始工作并对正在进行定型的密封件进行冷却(参见图9),该状态同时还可以包括对已经落料并就位在坯料进料单元1底部的密封件坯料8继续进行加热软化,接着马上进入下面i)流程;
i)本发明制造设备处在成品脱模单元6开始进行分离皮碗状密封皮碗成品 9的状态过程(参见图10),该状态同时还可以包括继续对已经落料并就位在坯料进料单元1底部的密封件坯料8进行加热软化,接着马上进入下面j)流程;
j)本发明制造设备处在送料推料单元3正在推出及输运密封皮碗成品9并同时将下一个备压密封件坯料8就位完毕在压制成型单元4上的状态过程(参见图11),接着马上进入下面k)流程;
k)本发明制造设备处在送料推料单元3再次返回坯料进料单元1的状态过程,接着马上进入下面l)流程(参见图12);
l)本发明制造设备处在送料推料单元3再次返回至出发位并承纳又一个密封件坯料8的状态过程(参见图13),同时加热单元2开始对这个已经落料并就位在坯料进料单元1底部的密封件坯料8开始进行加热,至此本发明制造设备完成一个生产节拍,接着马上进入下一个生产节拍即进入上面的a)流程。
作为一个具体实施例:本发明中的送料推料单元3包括有一个送料板3a(如图1至图14所示),该送料板3a包含有一个用以推运密封件坯料8的送料结构 3b,这个送料结构3b它可以是送料板3a上的一条或者多条端边也可以是其它诸如比如端边、凸台、拨杆、拉钩等此类或相似的结构或者构造,图14所示给出了送料板3a上的送料结构3b它由两条端边来构成的情形。需要说明的是,本发明中的送料板3a它可以采用往复运行的方式来进行工作,在这里,所述的往复运行方式它特别地包括直线往复(如图2至图13所示)和摇摆往复(图中未示出)这两种运行方式。进一步,本发明中所述的送料推料单元3它既可以用以运送密封件坯料8、它也可以同时被用以推运密封皮碗成品9,图11所显示的正是可以观察到送料推料单元3正在发挥推运密封皮碗成品9的同时还兼顾完成下一个密封件坯料8的运送过程;图14给出了送料推料单元3兼具运送密封件坯料8和密封皮碗成品9两种功能时,送料推料单元3的送料板3a上设置有用以推运密封皮碗成品9的推料结构3c,需要说明的是,推料结构3c它可以是各种结构形式比如端边、凸台、拨杆、拉钩等等,特别地可以是挡边结构形式(参见图2至图14);特别地,本发明中所述的送料板3a的送料结构3b的端边可以设计为由这些端边围构出一个单边开口状构造33(参见图14)、同时送料板3a的推料结构3c可以设计为翻边状构造(参见图2至图14)、所述的单边开口状构造33的开口布局在推料结构3c翻边状构造的下方,如此安排的好处是送料推料单元3它可以方便地被设计为具有运送密封件坯料8和推运密封皮碗成品9两种功能的单元(如图11所显示的情形)。本发明中所述的送料板 3a可以采用各种方式来进行驱动,特别地可以采用气缸或者电推杆来进行驱动 (图中未示出),因为这两者方式比较成熟可靠,且成本相对低廉。
作为一个具体实施例:本发明的压制成型单元4包含有一个压头状凸模4a (参见图1至图13),该凸模4a它采用直线往复动作模式或者采用转动摇摆动作模式进行工作,特别地凸模4a它可以采用气缸4b(如图1所示)或者电推杆(图中未示出)来进行驱动。为了获得皮碗状密封皮碗成品9,本发明中所述的压制成型单元4还包含有一个与所述凸模4a做合模配合的凹模44,该凹模44 呈沉坑状或孔洞状,如前所述,压制成型单元4可以与冷却单元5一起共用一个部件(图2至图13所示的冷却单元5的本体就构成为凹模44中的一部分,并负责皮碗翻边的外侧约束成形,可参见图8和图9的皮碗成形过程),也可以这么说,本发明中所述的冷却单元5它可以布置在所述凹模44上,图中可标示为44(5);此外,压制成型单元4还可以与品脱模单元6一起共用一个部件(从图7至图9所示的皮碗成形过程可以清晰看出动脱模构件6b它就是凹模44中的一部分并且该部分负责皮碗底边的约束成形),也可以这么说,本发明中所述的凹模44它参与构成动脱模构件6b,图中可标示为44(6b)。
本发明中的中控系统7它的任务如前所述包括通过设定和发出各种指令以使制造设备各单元按照预定参数、预定时序、预定动作进行有序运行工作;此外,为了确保密封皮碗成品9的品质,中控系统7还可以设置有一个保压定型流程,该保压定型流程工作时段设定在凸模4a与凹模44开始完成靠模合模动作直至开始进行脱模开模动作的这一区间时段。进一步,所述的保压定型流程设定的保压压力在0.2MPa至1.5MPa、保压时间在1s至15s之间。
本发明相比现有技术突出的优点是:借助专门密封环成型设备并利用热定型原理,实现了高效批量制作皮碗状无油空气压缩机密封环成品,并保证了密封皮碗产品即密封皮碗成品9质量的稳定性和一致性,同时还籍此有效地保证了装配活塞、连杆及活塞环的高质量和高效率。
上述实施例仅为本发明的较佳实施例之一,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的各种等效变化,均应涵盖于本发明的保护范围之内。
上述实施例仅为本发明的较佳实施例之一,并非以此限制本发明的实施范围,故:凡依本发明的形状、结构、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
- 一种无油空气压缩机密封皮碗热压制成型制造设备
- 一种无油空气压缩机密封皮碗热压制成型制造设备