供料器及元件安装机
文献发布时间:2023-06-19 09:29:07
技术领域
本说明书公开了供料器及元件安装机。
背景技术
以往,作为这种供料器,提出了如下的方案:在因伴随着元件用尽产生的更换或故障等而从元件供给部拆下供料器的情况下,使该供料器的进给电动机反转而使链轮向反方向旋转,从而将从前方垂下的空带向后方卷绕(参照例如专利文献1)。供料器通过卷绕空带而使空带成为不垂下的状态。由此,供料器能够防止空带向安装机主体的头可动区域突出。
现有技术文献
专利文献1:日本特开2013-254895号公报
发明内容
发明所要解决的课题
然而,专利文献1所记载的供料器没有考虑在卷绕空带之前由作业者将供料器从元件安装机的供料器台拆下的情况。当在卷绕空带之前将供料器从供料器台拆下时,空带成为从供料器垂下的状态,因此当在该状态下供料器再次安装于供料器台时,空带有可能被夹入供料器台与供料器之间。并且,当在夹入有空带的状态下供料器为了元件供给而将带送出时,空带无法被排出而发生堵塞。
本公开的主要目的在于,当在带从供料器垂下的状态下将供料器安装于安装机主体时,即使带被夹入供料器与供料器台之间,也能够消除带的夹入而抑制带堵塞的发生。
用于解决课题的技术方案
本公开为了实现上述主要目的而采用了以下的手段。
本公开的供料器构成为能够相对于安装机主体进行拆装,向该安装机主体供给元件,其主旨在于,上述供料器具备将收纳有多个元件的带送出的电动机,当将上述供料器从上述安装机主体的供料器台拆下后再进行安装时,执行如下的阻塞抑制控制:以使上述带回卷预定量的方式对上述电动机进行驱动控制,并以使上述带被送出至回卷前的位置的方式对上述电动机进行驱动控制。
当将本公开的供料器从安装机主体的供料器台拆下后再进行安装时,该供料器执行如下的阻塞抑制控制:以使带回卷预定量的方式对电动机进行驱动控制,并以使带被送出至回卷前的位置的方式对电动机进行驱动控制。由此,例如当作业者在带从供料器垂下的状态下将供料器安装于供料器台时,即使垂下的带被夹入供料器与供料器台之间,也能够通过带的回卷来消除带的夹入,从而能够抑制带堵塞(阻塞)的发生。另外,由于供料器在消除了带的夹入后,还进行带的寻头,因此能够适当地进行以后的元件的供给。
另外,本公开的元件安装机具备:上述本公开的供料器;及安装机主体,将从上述供料器供给的元件向对象物安装,其主旨在于,在上述安装机主体中具有能够切断从上述供料器垂下的带的切断装置,当在上述安装机主体发生了错误时,对上述切断装置进行控制以切断上述带,当在发生了上述错误的状态下将上述供料器从上述供料器台拆下后再进行安装时,执行上述阻塞抑制控制。
本发明的元件安装机在安装机主体设置能够切断从供料器垂下的带的切断装置。并且,元件安装机当在安装机主体发生了错误时,对切断装置进行控制以切断带,当在发生了错误的状态下将供料器从供料器台拆下后在进行安装时,执行阻塞抑制控制。如此一来,能够使来自供料器的带的突出成为最小限度,因此,供料器能够以较少的回卷量来消除供料器与供料器台之间的带的夹入。
附图说明
图1是元件安装系统10的外观立体图。
图2是元件安装机20的概略结构图。
图3是供料器30的外观立体图。
图4是供料器30及供料器台40的概略结构图。
图5是表示元件安装系统10的电连接关系的框图。
图6是表示供料器管理处理例程的一个例子的流程图。
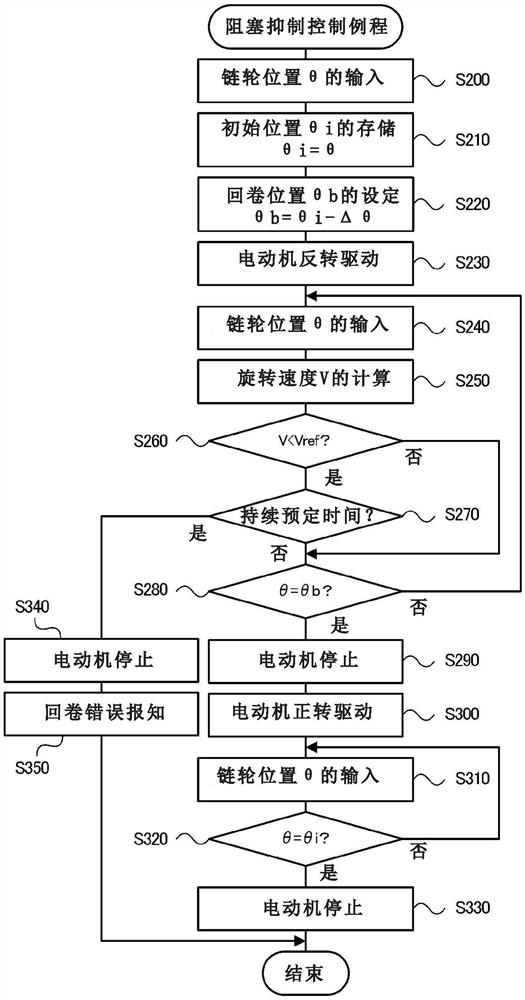
图7是表示阻塞抑制控制例程的一个例子的流程图。
图8是表示用于消除带T夹入的消除动作的情况的说明图。
图9是表示用于消除带T夹入的消除动作的情况的说明图。
图10是表示用于消除带T夹入的消除动作的情况的说明图。
具体实施方式
接着,参照附图来说明用于实施本公开的方式。
图1是本实施方式的元件安装系统10的外观立体图。图2是元件安装机20的概略结构图。图3是供料器30的外观立体图。图4是供料器30及供料器台40的概略结构图。图5是表示元件安装系统10的电连接关系的框图。另外,在图1、图2中,将左右方向设为X轴方向,将前后方向设为Y轴方向,将上下方向设为Z轴方向。
如图1所示,元件安装系统10具备:印刷装置12、印刷检查装置14、多个元件安装机20、安装检查装置(未图示)、供料器更换机器人50、供料器保管库60及对系统整体进行管理的管理装置80。印刷装置12是在基板S上印刷焊料的装置。印刷检查装置14是检查由印刷装置12印刷的焊料的状态的装置。元件安装机20是沿着基板S的输送方向(X轴方向)排列并将从供料器30供给的元件向基板S安装的装置。安装检查装置是对由元件安装机20安装的元件的安装状态进行检查的装置。印刷装置12、印刷检查装置14、元件安装机20及安装检查装置按照该顺序沿着基板S的输送方向并列设置而构成生产线。供料器更换机器人50能够沿着生产线移动,对多个元件安装机20补给需要的供料器30或者从元件安装机20回收使用后的供料器30。供料器保管库60组装于生产线内,在元件安装机20中保管预定使用的供料器30和使用后的供料器30。
如图2所示,元件安装机20具备安装机主体21及能够相对于安装机主体21进行拆装的供料器30。
安装机主体21具备:基板输送装置23,将基板S从左向右输送;头24,具有对供料器30供给的元件进行吸附的吸嘴;头移动机构25,使头24在前后方向及左右方向(XY方向)上移动;及安装控制装置28(参照图5),对装置整体进行控制。基板输送装置23、头24及头移动机构25配置在设于基台22b上的壳体22a内。另外,安装机主体21除此之外还具备标记相机26和零件相机27等。标记相机26安装于头部24,从上方拍摄附设于基板S的基准标记。零件相机27设置于供料器30与基板输送装置23之间,在吸附有元件的吸嘴通过零件相机27的上方时从下方拍摄元件。安装控制装置28由周知的CPU、ROM、RAM等构成。向安装控制装置28输入来自标记相机26和零件相机27的图像信号。安装控制装置28例如对由标记相机26拍摄到的基板S的图像进行处理,识别附设于基板S的未图示的基板标记的位置,从而识别基板S的位置。另外,安装控制装置28基于由零件摄像机27拍摄到的图像,判定在吸嘴是否吸附有元件(有无吸附失误)或者判定元件的吸附位置或吸附姿势。另外,从安装控制装置28向基板输送装置23、头24、头移动机构25等输出驱动信号。
如图3、图4所示,供料器30是矩形状的盒式的带式供料器,具备:带盘32、带进给机构33、连接器35、空带通路36、轨道部件37及供给控制装置38(参照图5)。带盘32卷绕有带。带沿着其长度方向隔开预定间隔地形成有凹部,在各凹部中收纳有元件。这些元件被覆盖带T的表面的膜保护。带进给机构33将带从带盘32拉出并向元件供给位置送出,具备:链轮33s,在外周设有与等间隔地设于带的卡合孔(未图示)卡合的卡合爪;及进给电动机33m,能够向正反两个旋转方向驱动链轮33s。另外,带进给机构33还具备检测链轮33s的旋转位置(链轮位置θ)的编码器33e。供料器30通过进给电动机33m以预定旋转量为单位驱动链轮33s而以预定量为单位送出与链轮33s卡合的带,从而将收纳于带的元件依次向元件供给位置供给。收纳于带的元件通过在元件供给位置的近前被剥离膜而成为在元件供给位置露出的状态,从而被吸嘴吸附。连接器35具有向安装方向突出的两个定位销34。空带通路36是使在元件供给位置被取出了元件的带(以下,也称为空带T)通过连接器35与链轮33s之间并向下方排出的通路。轨道部件37设于供料器30的下端,沿着安装方向延伸。供给控制装置38由周知的CPU、ROM、RAM等构成,向带进给机构33(进给电动机33m)输出驱动信号。另外,供给控制装置38能够经由连接器35而与供料器30的安装目标的控制部(安装控制装置28或管理控制装置82等)进行通信。
如图2所示,供料器30以可拆装的方式保持于在安装机主体21的壳体22a的前表面设置的供料器台40。供料器台40沿着X轴方向排列有多个,供料器30以沿着X轴方向并列的方式安装。供料器台40是侧视时呈L字状的台,具备:插槽42、两个定位孔44及连接器45。向插槽42插入供料器30的轨道部件37。通过向两个定位孔44插入供料器30的两个定位销34而将供料器30定位于供料器台40。连接器45设于两个定位孔44之间,与供料器30的连接器35连接。
另外,在供料器30的空带通路36的下方的、供料器台40的底部设有用于切断从空带通路36的出口垂下的空带T的切断装置46。切断装置46具备:固定刀47、可动刀48及驱动可动刀48的驱动装置49。切断装置46通过驱动装置49使可动刀48向固定刀47移动,从而利用剪刀的剪切力来切断固定刀47与可动刀48之间的空带T。在本实施方式中,每当由带进给机构33送出带时,切断装置46使可动刀48往复移动而切断空带T。切断的空带T被回收到配置于支撑壳体22a的基台22b的集尘箱29。另外,切断后的空带T也可以由沿着生产线设于基台22b的传送装置向机外输送。
如图1所示,供料器更换机器人50能够沿与基板的输送方向(X轴方向)平行地设于多个元件安装机20的前表面及供料器保管库60的前表面的X轴轨道16移动。如图5所示,供料器更换机器人50具备:机器人移动机构51、供料器移载机构53、编码器57及机器人控制装置58。机器人移动机构51使供料器更换机器人50沿着X轴轨道16移动。供料器移载机构53在其与元件安装机20或供料器保管库60之间移载供料器30。编码器57检测供料器更换机器人50的左右方向(X轴方向)上的移动位置。机器人控制装置58由周知的CPU、ROM、RAM等构成,从编码器57输入检测信号,向机器人移动机构51和供料器移载机构53输出驱动信号。供料器更换机器人50通过控制机器人移动机构51和供料器移载机构53,而能够移动至与元件安装机20相对的位置并相对于该元件安装机20的供料器台40拆装供料器30。
供料器保管库60具有多个与设于元件安装机20的供料器台40相同的供料器台。供料器更换机器人50通过控制机器人移动机构51和供料器移载机构53,而能够移动至与供料器保管库60相对的位置并相对于供料器保管库60的供料器台拆装供料器30。由此,供料器更换机器人50能够将在供料器保管库60中保管的预定使用的供料器30取出并向所需的元件安装机20的供料器台40安装或者将在元件安装机20中使用后的供料器30从供料器台40回收并收纳于供料器保管库60。
管理装置80是通用的计算机,如图5所示,具备:管理控制装置82、键盘或鼠标等输入设备84、显示器86及存储装置88。管理控制装置82由CPU、ROM、RAM等构成,输入设备84、显示器86及存储装置88电连接。存储装置88是HDD或SSD,存储有生产程序、供料器保有信息、作业信息、状态信息等。在此,生产程序是在各元件安装机20中决定了将哪个元件以哪种顺序安装于哪个基板S上、或者制作几块这样安装而得到的基板S等的程序。另外,供料器保有信息是与各元件安装机20和供料器保管库60保有的供料器30相关的信息,包含供料器30的识别信息、安装位置、元件剩余量等。作业信息是与针对各元件安装机20的安装指示相关的信息,包含吸嘴的种类、安装的元件的种类及尺寸、安装位置等。状态信息是表示每个元件安装机20的动作状况的信息,包含基板搬入中、基板搬出中、安装动作中(包含吸附动作中)、错误停止中等状态。另外,元件安装机20的错误包含例如上述元件P的吸附失误等。
管理装置80通过有线而与安装控制装置28以能够通信的方式连接,与各元件安装机20进行各种信息的交换。管理装置80从各元件安装机20接收动作状况并将状态信息更新为最新的信息。另外,管理装置80经由安装控制装置28而与安装于各元件安装机20的供料器台40的供料器30的供给控制装置38以能够通信的方式连接。当从元件安装机20拆下供料器30或者将新的供料器30安装于元件安装机20时,管理装置80从对应的元件安装机20接收拆装状况并将供料器保有信息更新为最新的信息。此外,管理装置80通过无线而与机器人控制装置58以能够通信的方式连接,与供料器交换机器人50进行各种信息的交换。另外,除此之外,管理装置80还与印刷装置12、印刷检查装置14、安装检查装置的各控制装置以能够通信的方式连接,也进行来自对应的设备的各种信息的交换。管理装置80基于存储于存储装置88的作业信息、从各元件安装机20的安装控制装置28接收的安装状况等,判定有无发生换产调整,当判定为发生了换产调整时,向机器人控制装置58发送换产调整的指示。另外,管理装置80在从安装控制装置28接收到错误信息时,将发生了错误的主旨向显示器86输入来报知给作业者。另外,管理装置80当接收到错误信息时,向机器人控制装置58发送供料器30相对于元件安装机20的更换(拆装)的停止指示,直到错误消除为止。
元件安装机20的安装控制装置28在通过供料器更换机器人50回收安装于供料器台40的使用后的供料器30的情况下,在回收之前,对使用后的供料器30的供给控制装置38指示垂下的空带T的回卷动作。接收到回卷动作的指示的供给控制装置38执行如下的回卷动作:以切断垂下的空带T的方式控制切断装置46,然后以使链轮33s反转而使多余的空带T向进给台30内回卷的方式控制进给电动机33m。空带T的回卷量被决定为从空带通路36的出口到切断装置46为止的距离的量以上。由此,能够避免空带T从供料器30垂下,能够防止在接下来供料器更换机器人50将供料器30向元件安装机20的供料器台40安装时,空带T被夹入供料器30与供料器台40之间。另外,元件安装机20在预定使用的供料器30被供料器更换机器人50安装于供料器台40的情况下,在安装了该供料器30之后,对供料器30的供给控制装置38指示带的寻头动作。接收到寻头动作的指示的供给控制装置38以使链轮33s正转而将带送出至回卷前的位置的方式控制进给电动机33m。带的送出量被决定为与回卷动作时的空带T的回卷量相同的量。
但是,当元件安装机20发生错误时,有时作业者为了进行检查而将供料器30暂时拆下。在该情况下,供料器30在执行空带T的回卷动作之前被从供料器台40拆下。因此,作业者自身需要将从供料器30垂下的空带T切断。但是,当作业者忘记切断空带T而再次将其安装于供料器台40时,会产生垂下的空带T被夹入供料器30与供料器台40之间的情况。并且,空带T每次被从供料器30送出时滞留在空带通路36内,不久就会发生带堵塞(阻塞)而无法正常地供给元件。
以下的说明是关于元件安装机20的电源接通时和错误发生时的供料器30的动作(阻塞抑制控制)的说明。图6是表示由安装控制装置28执行的供料器管理处理例程的一个例子的流程图。
当执行供料器管理处理例程时,安装控制装置28首先判定电源是否被接通(S100)。安装控制装置28当判定为接通了电源时,向供给控制装置38发送指示执行阻塞抑制控制的阻塞抑制控制指令(S110)。另外,关于阻塞抑制控制的说明见后述。接着,安装控制装置28判定在元件安装机20中是否发生了错误(S120)。如上所述,错误包含例如元件的吸附失误等。另外,当元件安装机20发生了错误时,安装控制装置28向管理装置80发送错误信息。接收到错误信息的管理装置80向显示器86输出警告显示。安装控制装置28当判定为在元件安装机20发生了错误时,以切断安装于元件安装机20的供料器台40的全部供料器30的空带T的方式控制切断装置46(S130)。并且,安装控制装置28判定是否进行了供料器30的拆下和再次安装(S140)。该判定能够通过调查供料器保有信息来进行。安装控制装置28当判定为进行了供料器30的拆下和再次安装时,向供给控制装置38发送阻塞抑制控制指令(S150),并结束本例程。
图7是表示由供给控制装置38执行的阻塞抑制控制例程的一个例子的流程图。该例程在从安装控制装置28接收到阻塞抑制控制指令时被执行。
当执行阻塞抑制控制例程时,供给控制装置38首先输入来自编码器33e的链轮位置θ(S200),将所输入的链轮位置θ设定为初始位置θi(S210)。接着,供给控制装置38将使链轮33s从初始位置θi反转了预定量Δθ后的位置设定为回卷位置θb(S220)。在此,预定量Δθ是为了将从供料器30的空带通路36的出口向下方垂下的空带T的顶端部回收到供料器30内(空带通路36内)所需的旋转量,例如能够规定为比从空带通路36的出口到切断装置46(固定刀47及可动刀48)为止的距离稍长的量。并且,供给控制装置38对进给电动机33m进行反转驱动而开始链轮33s的反转(S230)。
当开始链轮33s的反转时,供给控制装置38从编码器33e输入当前的链轮位置θ(S240)。接着,供给控制装置38基于输入的链轮位置θ的每单位时间的变化量来计算链轮33s的旋转速度V(S250),判定旋转速度V小于预定速度Vref的状态是否持续了预定时间(例如1秒~2秒(S260,S270)。在此,预定速度Vref是用于判定链轮33s是否正常地反转的阈值,被决定为值0附近的速度。供给控制装置38当判定为链轮33s的旋转速度V没有小于预定速度Vref或者即使旋转速度V小于预定速度Vref该状态也未持续预定时间时,判定在S240中输入的当前的链轮位置θ是否与回卷位置θb一致(S280)。供给控制装置38当判定为当前的链轮位置θ与回卷位置θb不一致时,返回S240,重复S240~S280的处理。供给控制装置38当判定为当前的链轮位置θ与回卷位置θb一致时,停止进给电动机33m的反转驱动(S290),开始进给电动机33m的正转驱动(S300)。并且,供给控制装置38从编码器33e输入当前的链轮位置θ(S310),判定当前的链轮位置θ是否与在S210中设定的初始位置θi一致(S320)。供给控制装置38当判定为当前的链轮位置θ与初始位置θi不一致时,返回S310,重复S310、S320的处理,当判定为当前的链轮位置θ与初始位置θi一致时,停止进给电动机33m的正转驱动(S330),并结束本例程。
供给控制装置38当在S260、S270中判定为链轮33s的旋转速度V小于预定速度Vref且该状态持续了预定时间时,判断为空带T的回卷不良,停止进给电动机33m(S340)。并且,供给控制装置38报知回卷错误的发生(S350),并结束本例程。S350的处理例如能够通过在供料器30或安装机主体21设置显示部,并对显示部进行控制,以使该显示部显示发生了回卷错误的主旨来进行。另外,S350的处理也可以通过从供给控制装置38经由安装控制装置28而向管理控制装置81发送发生了回卷错误的主旨的信号,接收到该信号的管理控制装置81使显示器86显示发生了回卷错误的主旨来进行。
图8~图10是表示用于消除空带T的夹入的动作的情况的说明图。如图所示,在供料器30的空带通路36的出口与切断装置46(固定刀47及可动刀48)之间存在有间隙。因此,即使从空带通路36的出口垂下的空带T被切断装置46切断,空带T的一部分也会从供料器30突出。另一方面,如上述那样,当元件安装装置20发生了错误时,有时有为了进行检查而由作业者将供料器30从供料器台40拆下。在该情况下,由于空带T未被切断装置46切断,因此作业者自身需要切断多余的空带T。此时,当作业者忘记切断空带T而将供料器30再次安装于供料器台40时,如图8所示,会产生从供料器30垂下的空带T被夹入供料器30与供料器台40之间的情况。并且,当在空带T被夹入的状态下由供料器30持续送出带时,空带T滞留在空带通路36内,不久就会无法正常地供给元件。在本实施方式中,当在元件安装机20发生错误而将供料器30从供料器台40拆下后再进行安装时,如图9所示,供料器30进行使链轮33s反转而将空带T回卷预定量的回卷动作。由此,即使在供料器30与供料器台40之间夹入有空带T,也能够抽出该空带T。接着,如图10所示,供料器30进行使链轮33s正转而将空带T送出至回卷前的位置的寻头动作。由此,供料器30能够适当地进行以后的元件的供给。
在此,对实施方式的主要要素与权利要求书所记载的主要要素之间的对应关系进行说明。即,供料器30相当于“供料器”,进给电动机33m相当于“电动机”,安装机主体21相当于“安装机主体”,供料器台40相当于“供料器台”。
以上说明的实施方式的供料器30在元件安装机20发生错误而由作业者将供料器30从供料器台40拆下后再进行安装时,以使带回卷预定量的方式对进给电动机33m进行驱动控制(执行回卷动作)。接着,供料器30以使带被送出至回卷前的位置的方式对进给电动机33m进行驱动控制(执行寻头动作)。由此,例如,当作业者在空带T从供料器30垂下的状态下将供料器30安装于供料器台40时,即使空带T被夹入供料器30与供料器台40之间,也能够通过空带T的回卷而抽出空带T,从而消除空带T的夹入。其结果是,能够抑制因空带T在被夹入供料器30与供料器台40之间的状态下被送出而引起的带堵塞(阻塞)的发生。另外,由于供料器30在解除空带T的夹入之后,还进行空带T的寻头动作,因此能够适当地进行以后的元件的供给。
另外,元件安装机20当发生了错误时,以切断从供料器30垂下的空带T的方式控制切断装置46。由此,元件安装机20能够减少为了通过回卷动作而使空带T不从供料器30垂下所需的空带T的回卷量。
此外,元件安装机20在安装机主体21的电源被接通时,也进行相同的空带T的回卷动作和寻头动作。由此,即使是在电源停止中由作业者拆装供料器30而安装机主体21无法识别供料器30的拆装的状况下,元件安装机20也能够适当地应对。
供料器30在即使进行空带T的回卷动作也无法正常地将空带T回卷时,中止回卷动作,并且作为回卷错误而发出警告,因此能够对作业者进行适当的警告。
另外,本公开不受上述实施方式的任何限定,只要属于本公开的技术范围,就能够以各种方式来实施,这是不言而喻的。
例如,在上述实施方式中,供料器30(供给控制装置38)在正在执行空带T的回卷动作的过程中,当链轮33s的旋转速度V小于预定速度Vref的状态持续了预定时间时,判定为发生了回卷错误。但是,供给控制装置38也可以基于施加给进给电动机33m的电流来判定回卷错误的发生。
在上述实施方式中,元件安装机20在判定为在安装机主体21发生了错误的情况下,在执行从供料器30垂下的空带T的回卷动作之前,执行切断该空带T的切断动作。但是,元件安装机20也可以不执行切断动作而执行回卷动作。在该情况下,空带T的回卷量只要基于切断装置46的动作间隔(从切断装置46执行完切断动作后至接下来执行切断动作为止的带的送出量)而适当决定即可。
在上述实施方式中,元件安装机20在电源接通时,无论有无发生错误,都执行空带T的回卷动作和寻头动作。但是,元件安装机20也可以在电源接通时不执行空带T的回卷动作和寻头动作。
产业上的可利用性
本公开能够应用于供料器、元件安装机的制造工业等中。
附图标记说明
10、元件安装系统;12、印刷装置;14、印刷检查装置;16、X轴轨道;20、元件安装机;21、安装机主体;22a、壳体;22b、基台;23、基板输送装置;24、头;25、头移动机构;26、标记相机;27、零件相机;28、安装控制装置;30、供料器;32、带盘;33、带进给机构;33s、链轮;33m、进给电动机;33e、编码器;34、定位销;35、连接器;36、空带通路;37、轨道部件;39、供料器控制装置;40、供料器台;42、插槽;44、定位孔;45、连接器;50、供料器更换机器人;51、机器人移动机构;53、供料器移载机构;57、编码器;58、机器人控制装置;60、供料器保管库;80、管理装置;82、管理控制部;84、输入设备;86、显示器;88、存储部;S、基板;T、空带。
- 元件安装机的带进料器和用带进料器自动设定带的初始位置的方法
- 元件安装机、带式送料器、带放置单元