散热鳍片的热管弯管装置
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及LED散热设备技术领域,具体涉及一种散热鳍片的热管弯管装置。
背景技术
大型的LED在实际使用时,LED模组会产生大量的热量,需要对LED模组有效散热方能确保LED的正常使用,LED模组安装在散热模组上,一般的散热模组有散热鳍片和导热管狗证,散热鳍片相互连接为一体,并且在散热鳍片上设置热管,LED模组产生的热量通过热管导送至散热鳍片内,进而能够有效提高对LED模组的散热效率。现有技术中,在实施对上述散热模组进行组装加工时,首先通过焊接设备,对散热鳍片进行焊接固定,在散热鳍片上预留有热管的接口,LED模组与热管连接后,热管通过弯曲与散热模组上预留的热管接口连接,进而形成LED的散热模组,上述LED散热模组在实际生产组装时,由于热管需要弯曲,呈现发散状与散热模组上的预留热管接口连接,因此现有技术中,多采用人工方式进行弯曲安装,导致LED散热模组的生产效率低下,热管的弯曲品质不高,与散热模组的贴合度不高,导致散热效率低下。
发明内容
本发明的目的是提供一种散热鳍片的热管弯管装置,能够实现对上述结构的散热模组的自动化生产,提高散热模组的生产效率,确保散热模组的生产品质。
本发明采取的技术方案具体如下:
一种散热鳍片的热管弯管装置,所述热管弯曲装置包括热管供料头,所述热管供料头的出口位置设置有导料管,所述导料管水平且与散热鳍片盖板的卡槽一端靠近,所述热管供料头将多组热管导出至散热鳍片盖板的卡槽内。
本发明还存在如下特征:
所述散热鳍片盖板供料机构的出料口旁侧还设置有挡头板,所述挡头板用于实施对热管供料头导出的热管管口的对齐,所述挡头板的旁侧设置有限位轮,所述限位轮的轮系水平且与导料管垂直布置,所述限位轮的上方设置有成型滚轮,所述成型滚轮与限位轮平行布置且轮缘抵靠贴合,所述成型滚轮与偏转成型机构连接,所述偏转成型机构驱动成型滚轮呈现90°的偏转动作。
所述偏转成型机构包括与限位轮轮芯转动连接的偏转臂,所述偏转臂与限位轮轮心垂直布置,所述成型滚轮转动式设置在偏转臂另一端位置处,所述限位轮轮芯转与偏转臂的轮芯转动连接位置设置有扭簧,所述扭簧使得成型滚轮位于限位轮的上方位置。
所述偏转臂上设置有条形孔,所述条形孔沿着偏转臂长度方向布置,所述成型滚轮的轮轴滑动式设置在条形孔内,所述条形孔内设置有偏转弹簧,所述偏转弹簧的两端分别与条形孔一端及成型滚轮的轮轴抵靠。
所述偏转臂上设置有偏转板,所述偏转板与偏转臂垂直布置,所述偏转成型机构还包括设置在偏转板下方位置的偏转驱动轮,所述偏转驱动轮与成型滚轮平行,所述偏转驱动轮与偏转驱动油缸的活塞杆连接,所述偏转驱动油缸的活塞杆竖直布置,所述偏转驱动轮的轮缘与偏转板与偏转板抵靠或分离。
所述限位轮的轮轴转动式设置在偏转支架上,所述偏转支架上设置有偏转螺母,所述偏转螺母内设置有偏转丝杆,所述偏转丝杆与导料管长度方向平行布置,所述偏转丝杆的一端与偏转电机连接。
所述偏转丝杆的下方位置还设置有偏转轮,所述偏转轮与偏转驱动轮的轮芯平行布置,所述偏转轮与动力油缸的活塞杆连接,所述动力油缸的活塞杆竖直布置,所述偏转轮与偏转板抵靠或分离。
所述导料管的出口位置设置有管切片,所述管切片与导料管垂直布置,所述管切片沿着垂直于导料管长度方向实施对热管的切断操作。
本发明取得的技术效果为:在实施对热管片自动化装配的过程中,散热鳍片供料装置实施对单个散热鳍片导送,并且导出至焊接定位装置,实施对多组散热鳍片的焊接安装,而后利用预留热管安装装置实施对预留热管导出安装至焊接好的散热鳍片位置,安装好的散热鳍片导出至热管组装装置位置,热管弯曲装置实施对热管的弯曲,而后利用热管组装装置实施对弯曲好的热管与散热鳍片的与预留热管的安装,进而完成对散热鳍片总成的自动化安装,该设备能够有效提高散热模组的生产效率,确保散热模组的生产品质。
附图说明
图1和图2是散热鳍片的两种视角结构示意图;
图3是散热鳍片的主视图;
图4是单片散热鳍片的结构示意图;
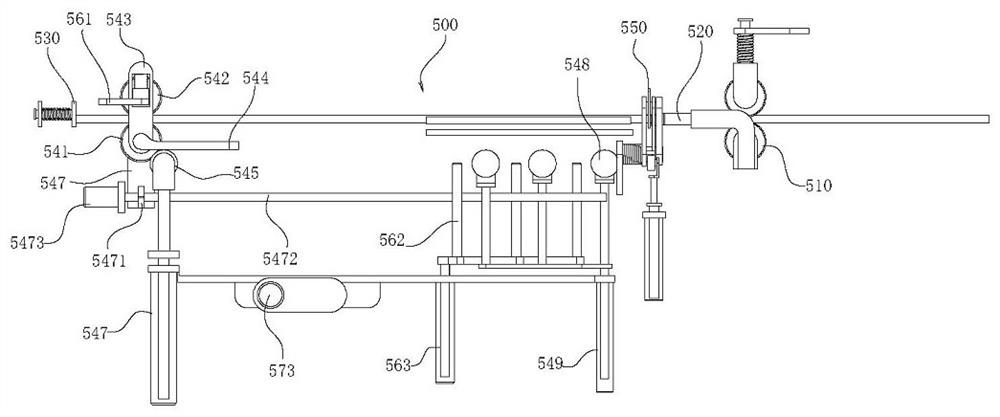
图5和图6是热管弯曲装置的两种视角结构示意图;
图7是热管弯曲装置的主视图;
图8和图9是热管弯曲装置中的部分结构两种视角示意图;
图10和图11是图2中的部分结构两种视角的剖面示意图;
图12和图13是热管弯曲装置中的另外一部分结构两种视角示意图;
图14和图15是图12中的部分结构两种视角的剖面示意图;
图16和图17是热管组装装置的两种视角结构示意图;
图18是热管组装装置的主视图;
图19是热管组装装置的部分结构示意图;
图20和图21是热管组装装置中的另外一部分结构两种视角示意图。
具体实施方式
为了使本发明的目的及优点更加清楚明白,以下结合实施例对本发明进行具体明。应当理解,以下文字仅仅用以描述本发明的一种或几种具体的实施方式,并不对本发明具体请求的保护范围进行严格限定。如在本文中所使用,术语“平行”和“垂直”不限于其严格的几何定义,而是包括对于机加工或人类误差合理和不一致性的容限;
下面结合整个散热鳍片的热管弯管组装设备,对本发明的散热鳍片的热管弯管装置作详尽的说明:
结合图1至图4所示,该散热器的结构包含多个平行间隔布置的散热鳍片A构成,散热鳍片A的两侧设置有定位块,多片散热鳍片A的定位块相互卡接为一体,并且相互焊接,散热鳍片A的一端设置有卡接头a,多排散热鳍片A焊接后的上端的卡接头a构成卡置盖板B的卡接口,在盖板B上设置有截面为大半圆的卡槽,弯曲后的热管C穿置在卡槽内,并且在散热鳍片的一端设置有预留热管D及镍金属管E,热管C的一端插置在预留热管D的一端,即可构成整个散热器,而后与LED模块进行安装即可。
散热器通过自动化生产设备生产出来后,需要导入至该散热鳍片的热管弯管组装设备内进行热管的弯管及组装,以完成散热器总成的自动化安装;
结合图1至图21所示,下面详尽说明该散热鳍片的热管弯管组装设备的具体特征:
一种散热鳍片的热管弯管组装设备,包括热管组装装置400,所述热管组装装置400的旁侧设置有热管弯曲装置500,所述热管弯曲装置500实施对热管的弯曲且导出,所述热管组装装置400实施对弯曲的热管与焊接好的散热模组的预留热管管口插接;
在实施对热管片自动化装配的过程中,散热鳍片供料装置实施对单个散热鳍片导送,并且导出至焊接定位装置,实施对多组散热鳍片的焊接安装,而后利用预留热管安装装置实施对预留热管导出安装至焊接好的散热鳍片位置,安装好的散热鳍片导出至热管组装装置400位置,热管弯曲装置500实施对热管的弯曲,而后利用热管组装装置400实施对弯曲好的热管与散热鳍片的与预留热管的安装,进而完成对散热鳍片总成的自动化安装,该设备能够有效提高散热模组的生产效率,确保散热模组的生产品质。
具体地,所述热管弯曲装置500的旁侧设置有散热鳍片盖板供料机构,所述散热鳍片盖板供料机构用于将散热鳍片盖板导出,所述散热鳍片盖板上板面设置有用于卡置热管的卡槽;
在实施对弯曲后的热管与预留热管管口的安装之前,需要将热管安装在散热鳍片盖板上的卡槽内,当散热鳍片安装好后,将散热鳍片盖板盖设在装配好的散热鳍片上端位置,使得热管与散热鳍片上的预留热管管口插接,LED模组产生的热量首先传递至盖板位置,并且热量通过热管传递至散热鳍片内,进而可有效提高对LED模组的散热效率;
上述的热管安装在散热鳍片盖板上后,散热鳍片盖板安装在散热鳍片位置,进而实施对散热鳍片的安装操作。
更为具体地,所述热管弯曲装置500包括热管供料头510,所述热管供料头510的出口位置设置有导料管520,所述导料管520水平且与散热鳍片盖板的卡槽一端靠近,所述热管供料头510将多组热管导出至散热鳍片盖板的卡槽内;
在实施对热管导送时,上述的热管供料头510将单个热管导出至导料管520内,利用导料管520实施对单个热管导出至散热鳍片盖板的卡槽内,进而实现对热管的供料操作。
更为具体地,所述散热鳍片盖板供料机构的出料口旁侧还设置有挡头板530,所述挡头板530用于实施对热管供料头510导出的热管管口的对齐,所述挡头板530的旁侧设置有限位轮541,所述限位轮541的轮系水平且与导料管520垂直布置,所述限位轮541的上方设置有成型滚轮542,所述成型滚轮542与限位轮541平行布置且轮缘抵靠贴合,所述成型滚轮542与偏转成型机构连接,所述偏转成型机构驱动成型滚轮542呈现90°的偏转动作;
上述的导料管520将多根热管导出至散热鳍片盖板的卡槽一端导入后,并且从卡槽另一端与挡头板530抵靠,进而实施对热管一端的对齐,上述的热管导送至成型滚轮542与限位轮541之间位置,而后偏转机构启动,使得成型滚轮542呈现90°的偏转动作,进而实施对热管一端呈现90°的弯曲动作,该热管的弯曲端与散热鳍片上的预留管一端的插接,实现热管与预留热管管口的插接动作。
更为具体地,所述偏转成型机构包括与限位轮541轮芯转动连接的偏转臂543,所述偏转臂543与限位轮541轮心垂直布置,所述成型滚轮542转动式设置在偏转臂543另一端位置处,所述限位轮541轮芯转与偏转臂543的轮芯转动连接位置设置有扭簧,所述扭簧使得成型滚轮542位于限位轮541的上方位置;
在正常状态下,成型滚轮542设置在限位轮541的上方位置,使得热管能够卡置在成型滚轮542与限位轮541之间的位置,以方便后续的弯曲操作。
更为优选地,为提高对热管的弯曲容错度,所述偏转臂543上设置有条形孔5431,所述条形孔5431沿着偏转臂543长度方向布置,所述成型滚轮542的轮轴滑动式设置在条形孔5431内,所述条形孔5431内设置有偏转弹簧5432,所述偏转弹簧5432的两端分别与条形孔5431一端及成型滚轮542的轮轴抵靠。
更为具体地,所述偏转臂543上设置有偏转板544,所述偏转板544与偏转臂543垂直布置,所述偏转成型机构还包括设置在偏转板544下方位置的偏转驱动轮545,所述偏转驱动轮545与成型滚轮542平行,所述偏转驱动轮545与偏转驱动油缸546的活塞杆连接,所述偏转驱动油缸546的活塞杆竖直布置,所述偏转驱动轮545的轮缘与偏转板544与偏转板544抵靠或分离;
在实施对偏转臂543的偏转驱动时,偏转驱动轮545竖直移动且与偏转板544抵靠,从而使得偏转板544转动,从而使得偏转臂543转动,进而使得偏转臂543能够呈现90°的转动,以实施对位于成型滚轮542与限位轮541之间的热管的90°的弯曲操作。
优选地,所述限位轮541的轮轴转动式设置在偏转支架547上,所述偏转支架547上设置有偏转螺母5471,所述偏转螺母5471内设置有偏转丝杆5472,所述偏转丝杆5472与导料管520长度方向平行布置,所述偏转丝杆5472的一端与偏转电机5473连接;
多组热管对应设置各自的成型滚轮542与限位轮541,并且各自的述限位轮541的轮轴转动式设置在偏转支架547上,各自的偏转丝杆5472的螺距不同,各自的偏转螺母5471也不同,通过启动偏转电机5473,实施对多组偏转丝杆5472的同步驱动,以实施对偏转支架547的同步移动,直至使得多组连转支架547及成型滚轮542与限位轮541相互错开,直至使得对各自的热管不同位置的二次弯曲操作,使得弯曲位置产生一定的移位,直至使得热管的管口与散热鳍片上预留热管一端构成插接配合。
更为具体地,为实施对热管的二次弯曲,所述偏转丝杆5472的下方位置还设置有偏转轮548,所述偏转轮548与偏转驱动轮545的轮芯平行布置,所述偏转轮548与动力油缸549的活塞杆连接,所述动力油缸549的活塞杆竖直布置,所述偏转轮548与偏转板544抵靠或分离。
当热管导出弯曲后,所述导料管520的出口位置设置有管切片550,所述管切片550与导料管520垂直布置,所述管切片550沿着垂直于导料管520长度方向实施对热管的切断操作,使得热管另外一端保持平齐;
在实施对三组热管的切断操作时,所述的管切片设置在切片臂551上,切片臂551转动式设置在切片机架554上,所述切片臂551的转轴上套设有扭簧,所述扭簧使得管切片550的旁侧,所述切片臂551上设置有拨动臂552,所述拨动臂552与拨动滚轮553抵靠,所述拨动滚轮552与拨动油缸555连接;
拨动油缸555启动后,使得切片臂551位于切片机架554上转动,从而实施对热管的切段操作,所述管切片550的一端设置有滚轮,所述切片臂551上设置有滚轮,滚轮之间通过皮带连接,多个滚轮通过电机连接,从而驱动管切片550的同步转动,进而实施对热管的切段操作;
为实现弯管后的热管与该热管弯曲装置500分离,所述成型滚轮542的转轴块上设置有分离块561,所述分离块561的下方设置有分离头562,所述分离头562与分离油缸563的活塞杆连接,通过启动分离油缸563,使得弯曲后的热管与成型滚轮542之间的开口分离,所述热管弯曲装置500上设置有分离螺母,分离螺母与分离丝杆572连接,所述分离丝杆572一端与分离电机573连接,通过启动分离电机573使得整个热管弯曲装置500与热管分离,方便将盖板及弯曲后的热管与散热鳍片装配。
优选地,所述散热鳍片盖板供料机构的出口位置设置有盖板导出机构,所述盖板导出机构用于将弯曲好的热管及盖板导出至预留热管安装装置300上方位置的装配的散热鳍片位置,所述热管组装装置400用于实施对盖板、弯曲后的热管与装配好的散热鳍片的安装。
当热管弯曲后,需要实施对弯曲后的热管管头与散热鳍片上的预留热管管口进行插接安装,所述热管组装装置400包括组装推送头410,所述组装推送头410用于驱动盖板水平移动,所述组装推送头410旁侧设置有热管分离头420,所述热管分离头420用于将热管分离拨开且使得弯管头位置与散热鳍片上的预留热管管口位置对应,所述组装推送头410驱动盖板水平移动时,使得热管的弯管头与散热鳍片上的预留热管管口构成插接配合;
上述的组装推送头410驱动散热鳍片盖板水平移动,使得盖板安装在散热鳍片的上端位置进行卡接固定,热管分离头420实施对多个弯曲后的热管的分离,使得热管的管头与散热鳍片上的预留热管管口对应,而后热管的弯管头与热管鳍片上的预留热管管口构成插接,从而实现对热管与散热鳍片的安装操作。
在实施对热管管头与预留热管的管口构成插接配合时,所述热管分离头420包括多组间隔布置的分离片421,所述分离片421板面竖直且间隔布置,所述分离片421与分离动力机构连接,所述分离动力机构驱动分离片421水平移动且插置在相邻热管间隙内,所述分离片421插置在相邻热管间隙内后并旋转,所述分离片421旋转实施对多组热管位于盖板上的旋转且使得热管的管头与散热鳍片上的预留热管管口对应;
在实施对多个并列在一起的热管的分离时,所述的分离片421插置在相邻热管之间的间隙后,并且旋转,使得分离片421的两侧与热管的外壁抵靠,从而使得热管的弯曲端与散热鳍片上预留的热管管口构成插接配合,从而实施对热管与散热鳍片的预留热管的管口构成插接配合。
更为优选地,所述分离片421上设置有分离滑杆422,所述分离滑杆422上设置有分离拨头4221,所述分离滑杆422与分离套423构成滑动配合,所述分离套423的内壁设置有分离螺旋槽4231,所述分离拨头4221与分离螺旋槽4231构成插接配合;
在实施对分离片421的偏转操作时,以实施对热管的偏转操作,上述的分离拨头4221沿着分离螺旋槽4231滑动,进而实施对分离片421偏转,从而使得热管的弯曲端与散热鳍片上预留热管一端的位置对应。
更为优选地,所述分离滑杆422的一端设置有分离轴承424,所述分离轴承424转动式设置在分离板425上,所述分离动力机构驱包括分离电机426,所述分离电机426与分离丝杆4262连接,所述分离板425上设置有分离螺母4261,所述分离丝杆4262与分离螺母4261连接,所述分离丝杆4262与推送头410移动方向平行布置;
当分离电机426启动后,使得分离滑杆422的一端位于分离轴承424上转动,从而实施对分离片421的偏转操作,进而实现对散热鳍片上预留热管管口的插接。
更为优选地,所述分离片421的一端垂直设置有支板,所述分离滑杆422与支板构成滑动配合,所述分离滑杆422上套设有分离弹簧427,所述分离弹簧427的两端分别与支板及分离滑杆422杆身上的翻边抵靠;
上述的分离气缸426启动后,使得分离片421与散热鳍片一侧板面的抵靠,并且压缩分离弹簧427,形成对分离片421的偏转避让,还可实施对热管弯曲端与散热鳍片上预留热管一端的插接配合;
在实施对散热鳍片预留热管一端与热管弯曲端的插接安装,所述分离滑杆422上设置有装配压板428,所述装配压板428与热管的管头构成抵靠及分离配合;
上述的装配压板428水平移动,进而可有效实施对弯曲端的水平移动,直至将热管推送至热管鳍片上预留热管管口的插接装配。
当散热鳍片垫板散热鳍片安装,以及热管弯头与散热鳍片上预留的热管管口的插接,进而实施对整个总成的安装,总成安装完毕后,导送下一道生产设备内,对LED模块与散热器总成进行进一步安装,以完成对LED模块与散热器的安装。
散热鳍片的热管弯管组装方法,所述散热鳍片的热管弯管组装方法包括如下步骤:
第一步、通过设备实施对散热器的生产,使得散热器上预留有安装有弯曲热管的预留热管,而后将散热器导出至热管组装装置400的旁侧位置,
第二步、启动散热鳍片盖板供料机构,将单个散热鳍片盖板导出至热管弯曲装置500的旁侧,启动热管弯曲装置500实施对热管的弯曲操作;
第三步、启动热管组装装置400的组装推送头410,将弯曲后的热管管端与散热鳍片的预留管口端构成插接配合,以完成对散热总成的装配。
- 散热鳍片的热管弯管装置
- 散热鳍片的热管弯管组装方法