一种电热鞋垫及其制作方法
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉及鞋垫技术领域,具体涉及一种电热鞋垫及其制作方法。
背景技术
老年人体寒虚弱,天冷畏寒,四肢冰冷,随着电热膜材料的普及,市场上开始出现了各种电热膜鞋垫,其原理将电热膜片缝在鞋垫的布片夹层中,热量通过布片传导脚掌,达到暖足的效果,产品一面市,很受老年人的喜欢。但是将电热膜放入鞋垫夹层内的电热鞋垫不能够防水,不方便后期进行清洗,长时间使用会繁衍细菌和发臭,电线与电热垫的连接不够紧固,容易被拉扯脱离,使电热垫丧失加热功能,同时金属条处容易磨损破裂,产生漏电隐患,渐渐又受到了冷落。因此人们仍然希望有一种既质量稳固安全发热,又能方便清洗的电热鞋垫,以满足老年人的暖足需要。
发明内容
针对现有技术存在的不足,本发明目的是提供一种电热鞋垫及其制作方法,以解决现有的电热鞋垫密封性不够好、容易损坏的问题。
为了实现上述目的,本发明是通过如下的技术方案来实现:一种电热鞋垫,包括鞋垫以及电热垫,所述电热垫与鞋垫相粘合;
所述电热垫包括电热膜以及与鞋垫相匹配的裁切垫,所述电热膜包括与裁切垫相粘合的绝缘膜,所述绝缘膜上均匀开设有若干粘胶孔,所述绝缘膜与裁切垫相对的一侧印刷有电热条,所述电热条按照预设的路径穿过若干粘胶孔之间的间隔形成凹凸弯曲路径,所述电热条的两端分别连接有金属条,所述金属条连接有电线,所述电线的另一端连接有插头,所述金属条和电线的连接处设置有绝缘连接件,所述金属条和电线通过绝缘连接件与绝缘膜相固定,所述绝缘连接件包括套在金属条外部的防护部以及用于卡住电线的卡接部,所述电线上固定有与卡接部相匹配的限位板。
进一步地,所述鞋垫各个原料组分的重量份数比为:异氰酸酯30-60份、组合聚醚20-35份、负离子粉5-10份、三聚催化剂10-20份。
进一步地,所述电热条各个原料组分的重量份数比为:水性树脂15-25份、石墨粉20-30份、碳纳米管分散液5-10份、金属氧化物10-20份、水10-20份、助剂5-10份。
进一步地,所述电线伸出绝缘膜的一端连接有护踝带,所述护踝带包括弹力带以及设置在弹力带上的松紧带。
进一步地,所述弹力带上设置有若干扣环,所述松紧带上设置有粘扣带,所述松紧带穿过扣环通过粘扣带首尾相接。
一种电热鞋垫的制作方法,提供一裁切冲孔装置、鞋垫成型用模具、鞋垫制作用聚合液、裁切垫原材料、绝缘膜原材料、电热条制作用电热浆料、电线、绝缘连接件以及金属条,所述绝缘连接件包括防护部以及卡接部,所述裁切冲孔装置包括裁切刀、冲头、主控机构以及图像比对机构,所述主控机构内设置有用于计算裁切次数的计数器;
所述制作方法包括预调配步骤,所述预调配步骤包括电热浆料调配子步骤以及聚合液调配子步骤;
所述电热浆料调配子步骤包括将水性树脂20份、石墨粉25份、碳纳米管分散液8份、金属氧化物15份、水20份、助剂10份按照重量份数比进行混合,在温度为90℃的条件下搅拌两小时,制成电热浆料;
所述聚合液调配子步骤包括将异氰酸酯45份、组合聚醚30份、负离子粉10份、三聚催化剂10份按照重量份数比进行混合,在温度为50℃的条件下搅拌20分钟,制成聚合液;
所述制作方法包括裁切垫裁切步骤、绝缘膜裁切冲孔步骤以及组装步骤;
所述裁切垫裁切步骤包括裁切垫尺寸设定子步骤、裁切垫裁切子步骤、第一校准子步骤以及第一裁切刀位置调节子步骤;
所述裁切垫尺寸设定子步骤包括将预设裁切垫尺寸信息输入至主控机构,所述主控机构根据预设裁切垫尺寸信息设定第一裁切路径;
所述裁切垫裁切子步骤包括通过主控机构控制裁切刀按照第一裁切路径对裁切垫原材料进行裁切得到裁切垫,每进行一次裁切计数器的次数加一,第一次执行以及后续每隔20次执行完裁切垫裁切子步骤后均跳转至第一校准子步骤,其余每次执行完裁切垫裁切子步骤后均跳转至下一次裁切垫裁切子步骤;
所述第一校准子步骤包括通过图像识别机构获取所述裁切垫的尺寸信息并传输至主控机构,所述主控机构将所述裁切垫的尺寸信息与预设裁切垫尺寸信息进行比对,所述主控机构配置有对比策略,所述对比策略包括第一差值,当所述裁切垫的尺寸信息与预设裁切垫尺寸信息的差值大于第一差值时,跳转至裁切刀位置调节子步骤,当所述裁切垫的尺寸信息与预设裁切垫尺寸信息的差值小于等于第一差值时,跳转至裁切垫裁切子步骤;
所述第一裁切刀位置调节子步骤包括根据所述裁切垫的尺寸信息与预设裁切垫尺寸信息的差值对裁切刀的位置进行调节,然后跳转至裁切垫裁切子步骤;
所述绝缘膜裁切步骤包括绝缘膜尺寸设定子步骤、绝缘膜裁切子步骤、第二校准子步骤、第二裁切刀位置调节子步骤以及绝缘膜冲孔子步骤;
所述绝缘膜尺寸设定子步骤包括将预设裁切垫尺寸信息按照比例缩小10%后输入至主控机构生成预设绝缘膜尺寸信息,所述主控机构根据生成的预设绝缘膜尺寸信息设定第二裁切路径以及冲孔路径;
所述绝缘膜裁切子步骤包括通过主控机构控制裁切刀按照第二裁切路径对绝缘膜原材料进行裁切得到绝缘膜,每进行一次裁切计数器的次数加一,第一次执行以及后续每隔20次执行绝缘膜裁切子步骤后均跳转至第二校准子步骤,其余每次执行完绝缘膜裁切子步骤后均跳转至下一次绝缘膜裁切子步骤;
所述第二校准子步骤包括通过图像识别机构获取所述绝缘膜的尺寸信息并传输至主控机构,所述主控机构将所述绝缘膜的尺寸信息与预设绝缘膜尺寸信息进行比对,所述对比策略包括第二差值,当所述绝缘膜的尺寸信息与预设绝缘膜尺寸信息的差值大于第二差值时,跳转至第二裁切刀位置调节子步骤,当所述绝缘膜的尺寸信息与预设绝缘膜尺寸信息的差值小于等于第二差值时,跳转至绝缘膜裁切子步骤;
所述第二裁切刀位置调节子步骤包括根据所述绝缘膜的尺寸信息与预设绝缘膜尺寸信息的差值对裁切刀的位置进行调节,然后跳转至裁切垫裁切子步骤;
所述绝缘膜冲孔子步骤包括通过主控机构控制冲头按照冲孔路径对裁切后的绝缘膜进行冲孔;
所述组装步骤包括鞋垫制作子步骤、电热垫组装子步骤以及电热鞋垫组装子步骤;
所述鞋垫制作子步骤包括将聚合液倒入模具内,在温度为45℃的条件下聚合10分钟进行初步定型;
所述电热垫组装子步骤包括将两个绝缘连接件粘贴在绝缘膜的一面,将电线的一端分别绕在两个金属条上,再把两个金属条粘贴在两个绝缘连接件的防护部内,使电线卡在卡接部内侧,将电线的另一端伸出绝缘膜外部,以其中一个金属条为起点,另一个金属条为终点,将电热浆料以8mm的宽度和1mm的厚度涂在若干粘胶孔之间的间隔形成凹凸弯曲路径的电热条,再将绝缘膜与电热条相对的一面对应粘贴在裁切垫中间制成电热垫;
所述电热鞋垫组装子步骤包括将电热垫具备电热条的一面放入模具内与初定型的聚合液粘合,向下按压电热垫十分钟,使绝缘膜没有覆盖到的裁切垫边缘以及粘胶孔的部分与聚合液贴合,聚合液完全成型形成鞋垫并与电热垫合成一体,再进行脱模得到电热鞋垫。
进一步地,所述金属氧化物包括二氧化锡、氧化锂、二氧化钛、二氧化锰中的一种或几种。
进一步地,所述助剂各个原料组分的重量份数比为:增稠剂2-5份、消泡剂4-6份以及分散剂4-6份。
本发明的有益效果:本发明通过在金属条和电线的连接处加入绝缘连接件,一方面能够避免金属条与绝缘膜和裁切垫发生直接的接触,防止长时间使用后导致金属条处的绝缘膜和裁切垫发生磨损破漏,另一方面能够使电线固定在绝缘连接处内部,防止从外界拉扯电线时使电线与金属条脱落,导致电热鞋垫损坏不能通电发热;
通过设置绝缘膜的尺寸小于裁切垫的尺寸,能够在粘合后使裁切垫的外围与鞋垫牢牢粘合成一体,并且在绝缘膜上开设若干粘胶孔,能够提高裁切垫与鞋垫的粘合牢固性,从而提高电热鞋垫整体的密封性能;
通过在制作过程中设置校准步骤,能够及时对裁切刀进行位置调整,保证裁切垫和绝缘膜裁切尺寸的准确性,从而能够准确保证电热垫与鞋垫粘合时的吻合度,能够一定程度上保证密封性能,方便后期清洗。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
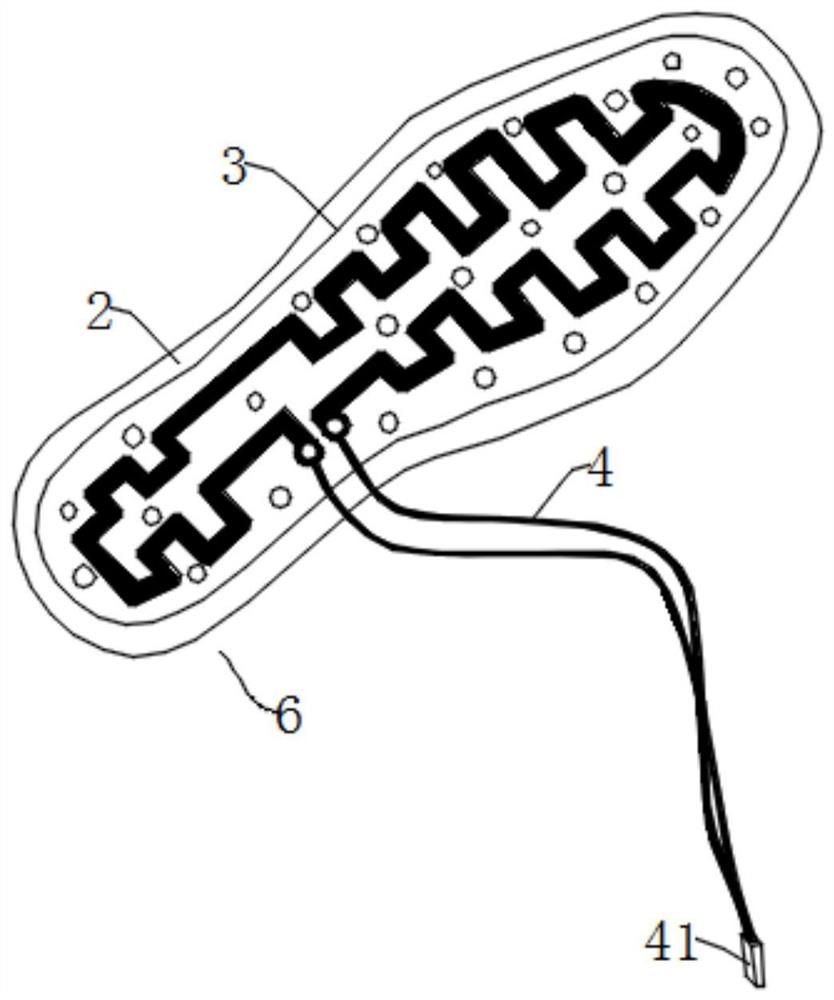
图1为电热鞋垫的结构原理图;
图2为电热垫与电线的连接结构图;
图3为电热膜与电线的连接结构图;
图4为绝缘连接件的结构示意图;
图5为绝缘连接件与金属条和电线的局部连接结构图;
图6为护踝带的结构示意图;
图7为护踝带的卷起使用状态图;
图8为裁切垫裁切步骤的流程图;
图9为绝缘膜裁切步骤的流程图。
图中:1、鞋垫;2、裁切垫;3、电热膜;4、电线;5、护踝带;6、电热垫、31、绝缘膜;32、电热条;33、粘胶孔;34、金属条;35、绝缘连接件;351、防护部;352、卡接部;41、插头;42、限位板;51、弹力带;52、松紧带;53、扣环;531、粘扣带。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
请参阅图1和图2和图6,图1为电热鞋垫的结构原理图;图2为电热垫与电线的连接结构图;图6为护踝带的结构示意图。
一种电热鞋垫,电热鞋垫由上之下依次为裁切垫2、绝缘膜31、电热条32和鞋垫1,裁切垫2采用聚氨酯片裁切而成,绝缘膜31设置为聚酯薄膜,鞋垫1是通过采用异氰酸酯、组合聚醚、负离子粉、三聚催化剂原料搅拌混合制成的聚合液,并将聚合液倒入模具中定型而成。
电热条32连接着电线4,通过电线4进行供电发热,电线4通过插头41连接着充电宝或者室内的电源,电线4伸出绝缘膜31外部的一端设置有护踝带5,在行走时可以采用在护踝带5上绑着充电宝进行行走,插头41直接连接充电宝上,坐在室内时也可以直接通过插头41连接室内电源,电热条32的供电电压为4-5V,温度在40-50℃内。
请参阅图2-图5,图2为电热垫与电线的连接结构图;图3为电热膜与电线的连接结构图;图4为绝缘连接件的结构示意图;图5为绝缘连接件与金属条和电线的局部连接结构图。
电热垫6与鞋垫1相粘合,电热垫6包括电热膜3以及与鞋垫1相匹配的裁切垫2,电热膜3包括与裁切垫2相粘合的绝缘膜31,绝缘膜31的尺寸为裁切垫2尺寸的90%,绝缘膜31上均匀开设有若干粘胶孔33,绝缘膜31粘在裁切垫2中间使裁切垫2边缘部分裸露出,在与鞋垫1进行粘合时,能够时裁切垫2的边缘和粘胶孔33的部分充分与鞋垫1粘合,从而保证粘合后的密封性。
绝缘膜31与裁切垫2相对的一侧印刷有电热条32,电热条32按照预设的路径穿过若干粘胶孔33之间的间隔形成凹凸弯曲路径,电热条32的两端分别连接有金属条34,金属条34连接有电线4,电线4的另一端连接有插头41,电热条32的路径形状能够保证发热时热量分布的均匀性。
金属条34和电线4的连接处设置有绝缘连接件35,金属条34和电线4通过绝缘连接件35与绝缘膜31相固定,绝缘连接件35包括套在金属条34外部的防护部351以及用于卡住电线4的卡接部352,电线4上固定有与卡接部352相匹配的限位板42,金属条34本身属于质地较坚硬的,如果直接将金属条34粘贴在绝缘膜31上时,长时间穿着磨损会使金属条34与绝缘膜31和裁切垫2贴合的部分磨损破漏,通过设置绝缘连接件35,能够避免金属条34与绝缘膜31直接接触,防止接触部位遭到磨损破漏,同时在使用时经常会出现外力拉扯导致电线4与金属件脱落,从而导致电热鞋垫发热功能丧失,通过在绝缘连接件35上设置卡接部352和电线4上限位板42,能够防止电线4被直接拉扯脱落。
请参阅图6和图7,图6为护踝带的结构示意图;图7为护踝带的卷起使用状态图。
护踝带5包括弹力带51以及设置在弹力带51上的松紧带52,弹力带51上设置有若干扣环53,松紧带52上设置有粘扣带531,松紧带52穿过扣环53通过粘扣带531首尾相接,使用者在使用时可以将弹力带51绑在脚踝处,松紧带52可穿过环扣进行环绕,通过松紧带52固定一充电宝,将电线4的插头41插入充电宝内即可对电热条32进行通电。
请参阅图8和图9,图8为裁切垫裁切步骤的原理图;图9为绝缘膜裁切冲孔步骤的原理图。
针对电热鞋垫的制作方法进行详述,一种电热鞋垫的制作方法,提供一裁切冲孔装置、鞋垫1成型用模具、鞋垫1制作用聚合液、裁切垫原材料、绝缘膜原材料、电热条32制作用电热浆料、电线4、绝缘连接件35以及金属条34,绝缘连接件35包括防护部351以及卡接部352,裁切冲孔装置包括切刀、冲头、主控机构以及图像比对机构,主控机构内设置有用于计算裁切次数的计数器;
聚合液各个原料组分的重量份数比可采用异氰酸酯30-60份、组合聚醚20-35份、负离子粉5-10份、三聚催化剂10-20份。
异氰酸酯可用于合成一系列性能优良的聚氨酯泡沫塑料、橡胶、弹力纤维、涂料、胶粘剂、合成革、人造木材等,异氰酸酯选用二苯基甲烷二异氰酸酯(MDI),组合聚醚是聚氨酯硬泡的主要原料之一,又称白料,与MDI共称黑白料,负离子粉,是对能产生空气负离子的粉体材料的统称,可选用天然矿物电气石,经过超细化粉碎、凝胶法包覆改性、离子交换掺杂以及高温激活等手段制得的,电气石由于具有特殊晶体结构,使其能够自动和永久地释放负氧离子,进而被称之为天然的负氧离子发生器。三聚催化剂用作固化促进剂,异氰酸酯和组合聚醚搅拌后可以制成柔软的聚氨酯塑料,重量组分优选为异氰酸酯45份、组合聚醚30份,同时再加入10份的负离子粉能够持续产生负氧离子,对人体有益,加入10份三聚催化剂能够减少聚合液聚合固化时间,采用该重量组分配比得到的鞋垫质地柔软,并能持续产生负氧离子。
电热条32由水性树脂、石墨粉、碳纳米管分散液、金属氧化物、水、助剂混合搅拌制成的电热浆料涂刷而成,电热浆料各个原料组分的重量份数比可采用水性树脂15-25份、石墨粉20-30份、碳纳米管分散液5-10份、金属氧化物10-20份、水10-20份、助剂5-10份。
水性树脂是以水代替有机溶剂作为分散介质的新型树脂体系,与水融合,形成溶液,待水挥发后,形成树脂膜材料,以水性聚氨酯为代表,可广泛应用于涂料、织物涂层等方面。
石墨粉材料具有耐高温导电性能,可做耐火材料,导电材料,耐磨润滑材料,石墨粉粒径为5-10μm。
碳纳米管有着较高的热导率,只要在复合材料中掺杂微量的碳纳米管,该复合材料的热导率将会可能得到很大的改善,碳纳米管分散液用于导电溶液。
金属氧化物包括二氧化锡、氧化锂、二氧化钛、二氧化锰中的一种或几种,金属氧化物在催化领域中的地位很重要,它作为主催化剂、助催化剂和载体被广泛使用,人们利用催化剂,可以改变化学反应的速率。
助剂各个原料组分的重量份数比为:增稠剂2-5份、消泡剂4-6份以及分散剂4-6份。增稠剂采用聚丙烯酸钠,液态产品为无色粘稠液体,常被用作胶乳增稠。消泡剂采用聚二甲基硅氧烷,无毒,在人体内不会引起生理反应,是食品级消泡剂。分散剂采用聚乙二醇,无毒、无刺激性,味微苦,并与许多有机物组份有良好的相溶性,它们具有优良的分散性。
水性树脂与水融合形成溶液,将石墨粉、碳纳米管分散液、金属氧化物以及助剂加入其中,石墨粉和碳纳米管能够进行导电发热的效果,金属氧化物能够提高融合的速率,助剂能够改善电热浆料的质量,从而提高制成的电热浆料的导电发热性能,重量组分优选为水性树脂20份、石墨粉25份、碳纳米管分散液8份、金属氧化物15份、水20份、助剂10份,其中助剂采用增稠剂2份、消泡剂4份、分散剂4份,该重量组分的混合而成的电热浆料导电性能优良,发热稳定性良好。
制作方法包括预调配步骤,预调配步骤包括电热浆料调配子步骤以及聚合液调配子步骤;
电热浆料调配子步骤包括将水性树脂20份、石墨粉25份、碳纳米管分散液8份、金属氧化物15份、水20份、助剂10份按照重量份数比进行混合,在温度为90℃的条件下搅拌两小时,制成电热浆料;
聚合液调配子步骤包括将异氰酸酯45份、组合聚醚30份、负离子粉10份、三聚催化剂10份按照重量份数比进行混合,在温度为50℃的条件下搅拌20分钟,制成聚合液;
制作方法还包括裁切垫裁切步骤、绝缘膜裁切冲孔步骤以及组装步骤;
裁切垫裁切步骤包括裁切垫尺寸设定子步骤、裁切垫裁切子步骤、第一校准子步骤以及第一切刀位置调节子步骤;
裁切垫尺寸设定子步骤包括将预设裁切垫尺寸信息输入至主控机构,主控机构根据预设裁切垫尺寸信息设定第一裁切路径;
裁切垫裁切子步骤包括通过主控机构控制裁切刀按照第一裁切路径对裁切垫原材料进行裁切得到裁切垫2,每进行一次裁切计数器的次数加一,第一次执行以及后续每隔20次执行完裁切垫裁切子步骤后均跳转至第一校准子步骤,其余每次执行完裁切垫裁切子步骤后均跳转至下一次裁切垫裁切子步骤;
第一校准子步骤包括通过图像识别机构获取裁切垫2的尺寸信息并传输至主控机构,主控机构将裁切垫2的尺寸信息与预设裁切垫尺寸信息进行比对,主控机构配置有对比策略,对比策略包括第一差值,当裁切垫2的尺寸信息与预设裁切垫尺寸信息的差值大于第一差值时,跳转至切刀位置调节子步骤,当裁切垫2的尺寸信息与预设裁切垫尺寸信息的差值小于等于第一差值时,跳转至裁切垫裁切子步骤;
第一切刀位置调节子步骤包括根据裁切垫2的尺寸信息与预设裁切垫尺寸信息的差值对切刀的位置进行调节,然后跳转至裁切垫裁切子步骤;
绝缘膜裁切冲孔步骤包括绝缘膜尺寸设定子步骤、绝缘膜裁切子步骤、第二校准子步骤、第二切刀位置调节子步骤以及绝缘膜冲孔子步骤;
绝缘膜尺寸设定子步骤包括将预设裁切垫尺寸信息按照比例缩小10%后输入至主控机构生成预设绝缘膜尺寸信息,主控机构根据生成的预设绝缘膜尺寸信息设定第二裁切路径以及冲孔路径;
绝缘膜裁切子步骤包括通过主控机构控制裁切刀按照第二裁切路径对绝缘膜原材料进行裁切得到绝缘膜31,每进行一次裁切计数器的次数加一,第一次执行以及后续每隔20次执行绝缘膜裁切子步骤后均跳转至第二校准子步骤,其余每次执行完绝缘膜裁切子步骤后均跳转至下一次绝缘膜裁切子步骤;
第二校准子步骤包括通过图像识别机构获取绝缘膜31的尺寸信息并传输至主控机构,主控机构将绝缘膜31的尺寸信息与预设绝缘膜尺寸信息进行比对,对比策略包括第二差值,当绝缘膜31的尺寸信息与预设绝缘膜尺寸信息的差值大于第二差值时,跳转至第二切刀位置调节子步骤,当绝缘膜31的尺寸信息与预设绝缘膜尺寸信息的差值小于等于第二差值时,跳转至绝缘膜裁切子步骤;
第二切刀位置调节子步骤包括根据绝缘膜31的尺寸信息与预设绝缘膜尺寸信息的差值对切刀的位置进行调节,然后跳转至裁切垫裁切子步骤;
绝缘膜冲孔子步骤包括通过主控机构控制冲头按照冲孔路径对裁切后的绝缘膜31进行冲孔。
在裁切垫裁切步骤和绝缘膜裁切冲孔步骤中,根据实际生产需求,需要预先在主控机构内输入需要裁切的裁切垫和绝缘膜的预设次数,在计数器计数达到预设次数后结束裁切。
组装步骤包括鞋垫制作子步骤、电热垫组装子步骤以及电热鞋垫组装子步骤;
鞋垫制作子步骤包括将聚合液倒入模具内,在温度为45℃的条件下聚合10分钟进行初步定型;
电热垫组装子步骤包括将两个绝缘连接件35粘贴在绝缘膜31的一面,将电线4的一端分别绕在两个金属条34上,再把两个金属条34粘贴在两个绝缘连接件35的防护部351内,使电线4卡在卡接部352内侧,将电线4的另一端伸出绝缘膜31外部,以其中一个金属条34为起点,另一个金属条34为终点,将电热浆料以8mm的宽度和1mm的厚度涂在若干粘胶孔33之间的间隔形成凹凸弯曲路径的电热条32,再将绝缘膜31与电热条32相对的一面对应粘贴在裁切垫2中间制成电热垫6;
电热鞋垫组装子步骤包括将电热垫6具备电热条32的一面放入模具内与初定型的聚合液粘合,向下按压电热垫6十分钟,使绝缘膜31没有覆盖到的裁切垫2边缘以及粘胶孔33的部分与聚合液贴合,聚合液完全成型形成鞋垫1并与电热垫6合成一体,再进行脱模得到电热鞋垫。
最后应说明的是:以上所述实施例,仅为本发明的具体实施方式,用以说明本发明的技术方案,而非对其限制,本发明的保护范围并不局限于此,尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,其依然可以对前述实施例所记载的技术方案进行修改或可轻易想到变化,或者对其中部分技术特征进行等同替换;而这些修改、变化或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 一种电热鞋垫及其制作方法
- 一种热塑鞋垫模具、热塑鞋垫及预制热塑鞋垫的制作方法