发电机硅胶面板制造方法
文献发布时间:2023-06-19 09:33:52
技术领域
本发明涉及新能源技术领域,尤其涉及一种发电机硅胶面板制造方法。
背景技术
现有的发电机的面板大多采用硅胶材料制成。现有的发电机的硅胶面板都是以模具自拆结构完成,但自拆完成后外形及窗口处会残留0.15mm左右的毛边,且面板外形尺寸易受生产过程(喷涂、镭射雕刻、烘烤等都会影响硅胶面板的尺寸)的影响不容易控制,硅胶面板产品良率低,且装配时会和机壳引起干涉,造成外观不良。
发明内容
本发明实施例所要解决的技术问题在于,提供一种发电机硅胶面板制造方法,以提高产品良率。
为了解决上述技术问题,本发明实施例提出了一种发电机硅胶面板制造方法,包括:
步骤1:炼胶成型制备得到原始的硅胶面板;
步骤2:对硅胶面板进行初次喷涂,得到完成底色喷涂的硅胶面板;
步骤3:对硅胶面板进行二次喷涂,为硅胶面板上面色;
步骤4:对完成面色喷涂的硅胶面板进行镭射,雕刻面板字符;
步骤5:在完成雕刻的硅胶面板上进行印刷,印刷文字和图案;
步骤6:对硅胶面板进行三次喷涂,为硅胶面板上保护层,再进行烘烤;
步骤7:对完成烘烤的硅胶面板进行冲切,冲切完成后得到硅胶面板成品;
步骤8:对冲切完成后得到硅胶面板成品做背胶处理。
进一步地,步骤2中喷涂的油墨为底油,所述底油由白色抗雕油墨、稀释剂及铂金水组成,其质量比为100:350:3。
进一步地,步骤3中喷涂的油墨为色油,所述色油由深灰色油墨TM-905-1043、稀释剂及铂金水组成,其质量比为100:400:3。
进一步地,步骤6中喷涂的油墨为亮油。
进一步地,步骤6中烘烤温度为200℃±10℃,烘烤速度为23±10rpm/min。
本发明的有益效果为:本发明的外形及窗口都是以刀模冲切完成,外形及窗口处不会残留毛边,且产品外形尺寸不易受生产过程的影响完成尺寸易控制,装配时不易和机壳引起干涉外观不良。
附图说明
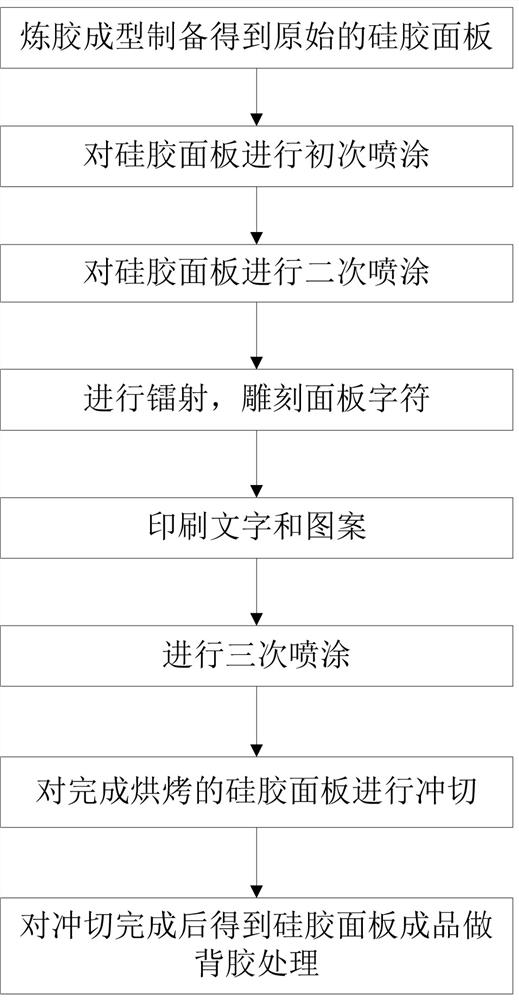
图1是本发明实施例的发电机硅胶面板制造方法的流程图。
图2是本发明实施例的硅胶面板的结构示意图。
具体实施方式
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互结合,下面结合附图和具体实施例对本发明作进一步详细说明。
本发明实施例中若有方向性指示(诸如上、下、左、右、前、后……)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
另外,在本发明中若涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
请参照图1~图2,本发明实施例的发电机硅胶面板制造方法,包括:
步骤1:炼胶成型制备得到原始的硅胶面板;
步骤2:对硅胶面板进行初次喷涂,得到完成底色喷涂的硅胶面板;
步骤3:对硅胶面板进行二次喷涂,为硅胶面板上面色;
步骤4:对完成面色喷涂的硅胶面板进行镭射,雕刻面板字符;
步骤5:在完成雕刻的硅胶面板上进行印刷,印刷文字和图案;
步骤6:对硅胶面板进行三次喷涂,为硅胶面板上保护层,再进行烘烤;
步骤7:通过对应的治具对完成烘烤的硅胶面板进行冲切(具体实施时,面板产品冲切前需确认是否已完成上个步骤的工序,面板产品需放置到位,不能有凸出、倾斜等;另发现面板的内框有毛刺的需清除),冲切完成后得到硅胶面板成品;
步骤8:对冲切完成后得到硅胶面板成品做背胶处理。硅胶面板背胶过程中,可采用背胶纸编码为1000621/3M9080A的胶;背胶过程为:1. 硅胶面板成品平整放于背胶治具上,清除表面明显杂质;2.在治具的定位柱脚面均匀涂上硅胶表面处理剂C-2025,常温下干燥5-10分钟后,利用贴合治具,将硅胶面板成品与3M胶纸贴合;3.需从正面看不到背胶纸露出,不能歪斜位置需居中。
本发明多种颜色的多次喷涂可镭雕出不同颜色的字符,在弱光环境下,面板上按钮字符实现高透光的效果;本发明步骤6中第三次喷涂为硅胶面板上保护层,使发电机硅胶面板表面实现耐脏污、耐磨损的效果。
本发明的三次喷涂所使用的喷涂设备的调机参数:雾化压力1.5±0.5 kg/cm²。
作为一种实施方式,步骤2中喷涂的油墨为底油。底油的颜色可以根据实际需求进行调整。优选地,底油的调油比例为白色抗雕油墨TC-4928:稀释剂:铂金水=100g:350g:3g。具体实施时,在底油调好后,再用两层300目网纱过滤两遍,粘度达到8~9S时最佳。
作为一种实施方式,步骤3中喷涂的油墨为色油,所述色油由深灰色油墨TM-905-1043、稀释剂及铂金水组成,其质量比为100:400:3。
作为一种实施方式,步骤6中喷涂的油墨为亮油,保护层膜厚20±5μm, 亮油具有附着力强、耐磨、透明度好等特性,喷了亮油的硅胶面板手感也非常好,很耐磨。
作为一种实施方式,步骤6中烘烤温度为200℃±10℃,烘烤速度为23±10rpm/min,使保护层实现最佳的耐脏污、耐磨损的效果。
本发明对硅胶面板实现一体完成生产,节省生产周期及生产成本,文字和图案可以做到完美与硅胶的结合,同时不变形;本发明先进行炼胶-成型,完成之后再进行初次喷涂-二次喷涂-雕刻-三次喷涂,最后再进行冲切,能够有效防止硅胶面板在生产过程中的变形影响,无论是硅胶面板的图文印刷位置以及外形和窗口的尺寸,都可以达到0 .01mm误差,极大的提升了产品良率。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同范围限定。
- 发电机硅胶面板制造方法
- 带透明薄膜的玻璃面板的制造方法、带透明薄膜的液晶面板的制造方法、玻璃面板制造方法以及液晶面板制造方法