一种管道预制智能组对系统
文献发布时间:2023-06-19 09:35:27
技术领域
本发明涉及管道预制加工领域,尤其涉及一种管道预制智能组对系统。
背景技术
在管道预制领域,管件和管子的组对一直停留手工操作或半自动化的过程,例如采用手工组对,或者使用组对机头之类的半自动化工具辅助组对。
管件与管子之间的组对之所以停留在较低级阶段,是因为管件品种繁多,例如,管件有法兰、弯头、大小头、三通等。这些管件形状各异,例如,有圆环状的、弯曲状的、圆锥状的、T型形状的。此外,这些管件的直径也不一致,例如具有DN50、80、100、150、200、250、300等多种尺寸,管件的壁厚也多种多样,例如具有SCH20、SCH30、SCH40、SCH60、SCH80、SCH100等多种规格。利用一种工装或一台机器,直接对各种管件进行固定和定位十分困难。而且用现有技术的工装或机器来管件进行组对,难以实现管件的旋转,从而使得自动化、智能化的点焊固定工作变得更为困难。
随着劳动力成本的成倍提高,熟练操作工人数量越来越少,迫切需要实现管段组对(管件-管子、管件-管子-管件或管件-管件)的自动化、智能化。
因此,本领域的技术人员致力于开发一种管道预制智能组对系统,基于标准化管件模块,不仅能够简单的实现管件的固定和定位,而且能够实现组对过程中对管件模块的旋转,从而实现自动化、智能化的组对、焊接等作业。
发明内容
为实现上述目的,本发明提供了一种管道预制智能组对系统,包括:
轨道组件,设置在地面上;
至少一个组对机头,设置在所述轨道组件上,并被配置为能够沿着所述轨道组件的长度方向移动,所述组对机头被配置为能够安装标准化的管件模块;所述管件模块指安装有待加工管件的具有统一的吊装孔、基准面和定位孔的模块;
支承小车,设置在所述组对机头的沿所述轨道组件长度方向的一侧或直接安装在轨道组件上,所述支承小车被配置为能够支撑待加工管子;
所述组对机头被配置为能够调整所述管件模块的位置,使得所述管件模块与所述待加工管子的位置匹配;
其中,所述组对机头包括:
机架,所述机架设置在所述轨道组件上;
设置在所述机架上的第一移动组件、第二移动组件、第三移动组件、回转组件、探测组件以及焊接组件;
所述第一移动组件被配置为能够使所述管件模块沿所述轨道组件的长度方向移动;
所述第二移动组件被配置为能够驱动所述管件模块沿垂直于所述轨道组件长度方向的竖直方向移动;
所述第三移动组件被配置能够驱动所述管件模块沿垂直于所述轨道组件长度方向的横向移动;
所述回转组件被配置为能够驱动所述管件模块沿平行于所述轨道组件长度方向的中心轴转动;所述回转组件包括U型卡钳,所述U型卡钳被配置为能够夹装所述管件模块;
所述探测组件设置在所述U型卡钳的端部,所述探测组件被配置为在所述管件模块旋转时,能够检测所述待加工管件与所述待加工管子的错边量和间隙值;
所述焊接组件设置在连接至所述机架侧面的纵向伸缩组件的端部,所述焊接组件被配置为能够将所述待加工管件和所述待加工管子焊接在一起。
在一些实施方式中,可选地,所述至少一个组对机头包括第一组对机头和第二组对机头,所述第一组对机头和所述第二组对机头分别设置在所述待加工管子沿其长度方向的两侧。
在一些实施方式中,可选地,所述第一移动组件包括第一伺服电机、第一线性导轨副、第一齿轮齿条机构,所述第一伺服电机安装在所述机架上,所述第一线性导轨副和第一齿轮齿条机构安装在所述轨道组件上,使得所述第一伺服电机输出的转动通过所述第一齿轮齿条机构转化为所述机架沿所述第一线性导轨副的直线运动。
在一些实施方式中,可选地,所述第二移动组件包括第二伺服电机、第二线性导轨副、丝杆升降装置,所述第二伺服电机通过所述丝杆升降装置和挡板连接至所述第三移动组件,使得所述第二伺服电机输出的转动通过所述丝杆升降装置和所述第三移动组件转化为所述管件模块沿所述丝杆升降装置的直线运动。
在一些实施方式中,可选地,所述第三移动组件包括第三伺服电机、第三线性导轨副、第二齿轮齿条机构,所述第三伺服电机通过所述第二齿轮齿条机构和所述第三线性导轨副连接至所述管件模块,使得所述第三伺服电机输出的转动通过所述第二齿轮齿条机构转化为所述管件模块沿所述第三线性导轨副的直线运动。
在一些实施方式中,可选地,所述回转组件还包括第四伺服电机、回转支承,所述回转支承与所述第四伺服电机连接,所述U型卡钳设置在所述回转支承上。
在一些实施方式中,可选地,所述探测组件包括激光探头、第一纵向一字调节器和第一横向一字调节器,所述第一纵向一字调节器设置在所述U型卡钳的端部,所述第一横向一字调节器设置在所述第一纵向一字调节器上,所述激光探头设置在所述第一横向一字调节器上。
在一些实施方式中,可选地,所述纵臂伸缩组件包括第五伺服电机、第四线性导轨副、第三齿轮齿条机构和伸缩臂,所述伸缩臂连接至所述第四线性导轨副,所述第四线性导轨副连接至所述机架,所述第五伺服电机通过所述第三齿轮齿条机构与所述伸缩臂连接,所述焊接组件设置在所述伸缩臂上靠近所述管件模块的端部。
在一些实施方式中,可选地,所述焊接组件包括第二纵向一字调节器、第二横向一字调节器、升降一字调节器和焊接枪头,所述升降一字调节器连接至所述伸缩臂,所述第二横向一字调节器连接至所述升降一字调节器,所述第二纵向一字调节器连接至第二横向一字调节器,所述焊接枪头连接至所述第二纵向一字调节器。
在一些实施方式中,可选地,所述U型卡钳上设置有电磁铁,所述电磁铁被配置为能够吸附所述管件模块的第二基准面。
本发明提供的管道预制智能组对系统具有以下技术效果:
1、利用管道预制智能组对系统,可方便地实现管件+管子+管件组成的管段的自动化、智能化组对点焊,以替代高水平管工和高水平电焊工进行的手工组对、点焊作业,可最大程度地减轻日益增加的对高水平管工和焊工的需求,具有较大的社会效益。
2、利用管道预制智能组对系统进行组对点焊,大大降低管道预制成本,具有较好的经济效益:可用桁架机械手等进行管件、管子及管段的智能化吊装;可最大程度地提高组对、点焊工作效率;可同时进行两端管件与管子的组对、点焊;可利用平衡配重平衡掉部分偏心重量,减少旋转扭矩,降低功率消耗
3、利用管道预制智能组对系统进行组对点焊,可提高人生和装置的安全保障程度:可用桁架机械手等进行管件、管子及管段的智能化吊装,提高管道预制作业的安全性;可大大提高管段的组对、点焊质量,提高石油石化装置的安全性。
以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
附图说明
图1是本发明的所使用的标准化管件模块的结构示意图;
图2是管件模块的框架的结构示意图;
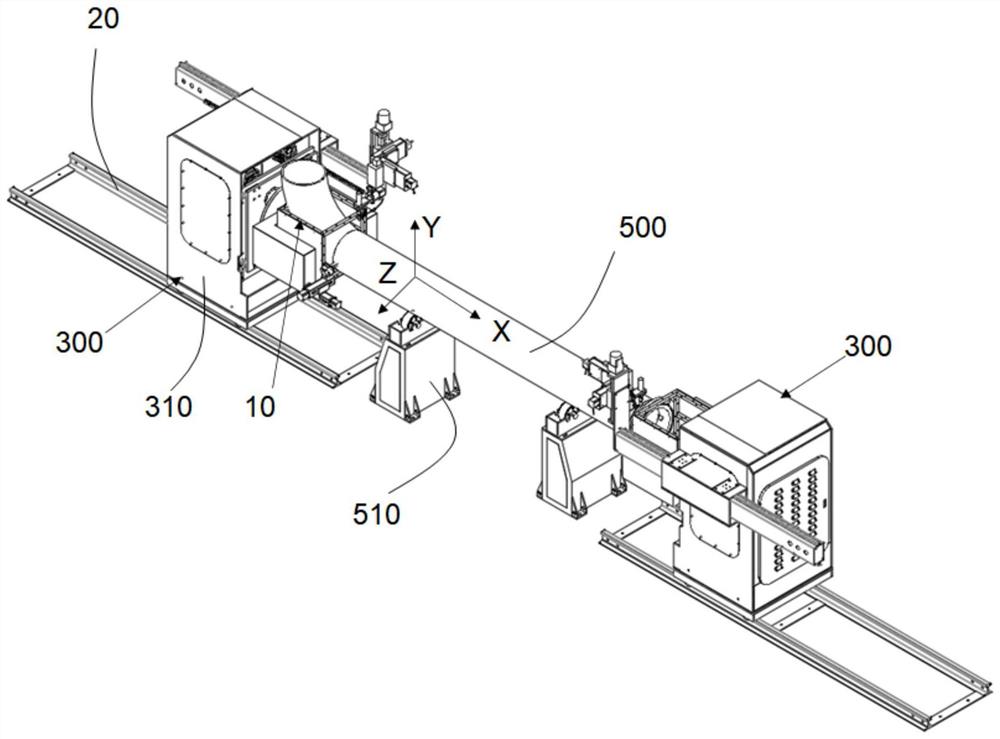
图3是本发明的管道预制智能组对系统的结构示意图;
图4是组对机头的结构示意图。
其中,10-管件模块,11-框架,12-管件固定部件,13-管件定位部件,14-L型零件,111-第一基准面,112-第二基准面,113-吊装孔,114-定位孔,20-轨道组件,300-组对机头,310-机架,320-第一移动组件,330-第二移动组件,340-第三移动组件,350-回转组件,351-回转支承,352-U型卡钳,353-第一卡爪,354-第二卡爪,360-探测组件,361-第一纵向一字调节器,362-第一横向一字调节器,363-激光探头,370-纵臂伸缩组件,371-伸缩臂,380-焊接组件,381-第二纵向一字调节器,382-第二横向一字调节器,383-升降一字调节器,384-焊接枪头,400-待加工管件,500-待加工管子,510-支撑小车。
具体实施方式
以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图示中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
为了阐释的目的而描述了本发明的一些示例性实施例,需要理解的是,本发明可通过附图中没有具体示出的其他方式来实现。
图1显示了一种标准化的管件模块10。该管件模块10包括框架11、管件固定部件12和管件定位部件13。框架11的各个面围合形成一容纳空间,用于接收待加工管件400。管件固定部件12设置在容纳空间内,并可拆卸地连接至框架11。管件固定部件12用于将待加工管件400固定在容纳空间内。管件定位部件13可拆卸地与管件固定部件12或框架11连接,可以根据待加工管件400的尺寸被定位在框架11或管件固定部件上的合适位置,用于调整待加工管件400的位置,例如,调整待加工管件400的高度或待加工管件400与框架11的相对位置,从而使得不同的待加工管件400安装在框架11内时,这些待加工管件400具有相对统一或相匹配的位姿,有利于后续进行打磨、组对、焊接等工序。
待加工管件400可以是三通、弯头、大小头、法兰等常用的管道预制中使用的部件。针对不同类型的管件,使用与之对应的管件固定部件12和管件定位部件13,即可完成各种类型的待加工管件400的定位和固定,使之具有相匹配的位姿和相对统一的高度。例如,如图1所示,管件固定部件12包括固定挡板,管件定位部件13包括定位夹板,管件定位部件13还可以包括定位V形板和定位螺钉。固定挡板通过L型零件14连接至框架11,定位夹板连接在固定挡板上并可以沿着垂直于固定挡板的方向相对于固定挡板滑动,从而调节定位夹板的位置,使之能够很好地定位和固定待加工管件400。定位V形板和定位螺钉可以设置在框架11上,用于支撑待加工管件400,使之更好地保持在合适的位置。应当理解,其他能够使得待加工管件400能够被定位、固定在容纳空间内的装置均能应用在标准化装置中。
框架11包括用于定位的基准面和定位孔114、以及用于吊装的统一的吊装孔113。虽然框架11内可以设置不同类型的管件以及不同尺寸规格的管件,但是待加工管件400被安装在框架11内之后所形成的管件模块10是标准化的,即针对管道预制的打磨、组对、焊接、吊装、运输、储存等工序的机器,在进行定位、吊装时,直接操作的对象是框架11,而不同管件模块10的框架11是标准化的,因此,这些机器只要能够适用标准化的框架11,也就适应了各种管件。例如,框架11可以设置为长方体或正方体,其具有用于上下定位的第一基准面111、用于前后定位的第二基准面112以及用于夹装定位的定位孔114、以及吊装孔113。
如图2所示,本发明提供的一种管道预制智能组对系统,可以针对上述的标准化管件模块10,完成管件的智能组对和焊接,即本发明的管道预制智能组对系统仅需要针对上述标准化管件模块10的框架11进行定位、夹紧、旋转等操作,也就适应了不同类型、不同尺寸规格的待加工管件400,从而能够对管件进行自动化、智能化的组对、焊接等操作。该管道预制智能组对系统包括:
轨道组件20,铺设在地面上,起到支撑作用以及引导运动方向的作用;
至少一个组对机头300,设置在轨道组件20上,并可以沿着轨道组件20长度方向运动(图3中的X方向,亦可称之为纵向)。组对机头300用于定位和夹紧标准化的管件模块10,使得管件模块10可以具有四个自由度的运动。即,能够驱动管件模块10沿X方向移动,还能够驱动管件沿垂直于X方向的Y方向移动(即相对于轨道组件20并往远离轨道组件20或靠近轨道组件20的方向,亦可称之为竖直方向),能够驱动管件模块10沿垂直于X方向和Y方向的Z方向移动(亦可称之为横向),还能够驱动管件模块10转动(即沿着平行于X方向的中心线旋转)。
两个支撑小车510,用于支撑待加工管子500,使得待加工管件400与待加工管子500能够组对,然后再进行焊接,将管件与管子连接在一起。支撑小车510可以设置在轨道组件20上,也可以设置在靠近轨道组件20沿其长度方向的端部。
组对机头300也可以设置为两个,分别位于待加工管子500的两侧,可以同时将两个待加工管件400分别与待加工管子500进行组对以及焊接。此时,轨道组件20可以是同时支撑两个组对机头300、两个支撑小车510。也可以采用轨道组件20仅支撑组对机头300,即轨道组件20相对设置,每个轨道组件20上设置一个组对机头300,然后在两个轨道组件20之间设置支撑小车510。
组对机头300包括机架310和多个移动组件。机架310起到支撑作用,设置在轨道组件20上,使得组对机头300能够沿着轨道组件20滑动。移动组件设置在机架310上,能够驱动管件模块10沿着一个方向移动或转动,即通过一个移动组件,可以使得管件模块10具有一个对应的自由度。多个移动组件包括第一移动组件320、第二移动组件330、第三移动组件340和回转组件350。
第一移动组件320设置在机架310下或轨道组件20上,可以驱动管件模块10沿X方向运动,具体地是通过驱动组对机头300沿X方向运动,从而达到使管件模块沿X方向运动的目的。第一移动组件320包括驱动部件和连接机构,驱动部件用于提供动力,通过连接机构转化为管件模块10的直线运动。可以采用现有技术中已有的任意一种能够驱动管件模块10做直线运动的装置,例如,在一些实施方式中,驱动部件为电机,较佳地选用第一伺服电机,连接机构包括第一线性导轨副和第一齿轮齿条机构,第一伺服电机安装在机架310上,第一线性导轨副和第一齿轮齿条机构安装在轨道组件20上并与机架310连接,从而将第一伺服电机的转动转换为直线运动,使得机架310沿着第一线性导轨副滑动。在一些实施方式中,可以选用液压缸和线性导轨副,通过液压缸输出直线运动,使得机架310沿线性导轨副移动。在一些实施方式中,还可以设置与伺服电机连接的第一减速器,用于调整伺服电机的输出速度。
第二移动组件330设置在机架310上,可以驱动管件模块10沿Y方向移动。与第一移动组件320类似,第二移动组件330包括驱动部件和连接机构。例如,选用第二伺服电机通过第三移动组件连接至管件模块10,选用第二线性导轨副和丝杆升降装置作为连接机构,第二伺服电机输出的转动通过丝杆升降装置和第三移动组件转化为管件模块10沿丝杆升降装置的直线运动。还可以设置与伺服电机连接的第二减速器。
第三移动组件340设置在第二移动组件上,可以驱动管件模块10沿Z方向移动。与第一移动组件320类似,第三移动组件340可以包括驱动部件和连接机构。例如,选用第三伺服电机最终连接至管件模块10,选用第三线性导轨副和第二齿轮齿条机构作为连接机构,第三伺服电机输出的转动通过第二齿轮齿条机构转化为管件模块10沿第三线性导轨副的直线运动。还可以设置与第三伺服电机连接的第三减速器。
回转组件350设置在第三移动组件340上,具体地可以设置在第三移动组件340的第二挡板上,可以驱动管件模块10转动。回转组件350包括第四伺服电机、第四减速器、回转支承351、U型卡钳352。第四伺服电机用于提供回转动力,通过第四减速器连接至回转支承351以及过渡板。应当理解,可以根据实际需求去掉第四减速器。U型卡钳352设置在回转支承351及过渡板上,U型卡钳352内设置有第一卡爪353和第二卡爪354,分别夹在管件模块10的两侧,在管件模块10的两侧上分别设置有定位孔114,在第一卡爪353和第二卡爪354上分别设置有与定位孔114对应的定位销,使得当定位销对准定位孔114时,能够很好地定位管件模块10,使得管件模块10被U型卡钳352夹装在合适的位置。为了使得管件模块10的回转过程中能够平稳,还可以设置配重块,用于调整管件模块10的回转中心在回转轴上。U型卡钳352的卡爪可以利用气缸驱动,从而将管件模块10夹紧。在一些实施方式中,U型卡钳352上还设置有电磁铁,当管件模块10放置在U型卡钳352上时,可以通过电磁铁将管件模块10的第二基准面112牢牢吸附在U型卡钳352上,从而迅速完成管件模块10在X方向的定位。
组对机头300还包括探测组件360。探测组件360安装在回转组件350的U型卡钳352的端部上,当待加工管件400与对应的待加工管子500组对时,探测组件360可以检测待加工管子500的坡口位置,根据坡口位置,利用第一移动组件320驱动管件模块10沿X方向移动至合适的位置。并在组对过程中,回转组件350驱动管件模块10转动,探测组件360可以在管件模块10转动过程中检测管件与管子之间的错边量和间隙值,然后根据检测的错边量,利用第二移动组件330和第三移动组件340,驱动管件模块10沿Y方向和Z方向移动,以最大限度消除错边量。
在一些实施方式中,探测组件360包括激光探头363、第一纵向一字调节器361、第一横向一字调节器362。第一纵向一字调节器361设置在所述U型卡钳352的端部,第一横向一字调节器362设置在第一纵向一字调节器361上,激光探头363设置在第一横向一字调节器362上。通过第一纵向一字调节器361可以驱动激光探头363沿X方向移动,通过第一横向一字调节器362可以驱动激光探头363沿Z方向移动,从而调整激光探头363的位置,以根据待加工管件400的规格、尺寸等参数,使得激光探头363位于合适的位置。
组对机头300还包括焊接组件380,用于将组对后的管件与管子焊接在一起。同时,为了便于移动焊接组件380的位置,使得能够在合适的位置进行焊接,可以将焊接组件380设置在纵臂伸缩组件370上。纵臂伸缩组件370设置在机架310的侧面,包括第五伺服电机、第四线性导轨副、第三齿轮齿条机构以及伸缩臂371,伸缩臂371连接至第四线性导轨副,第四线性导轨副连接至机架,第五伺服电机通过第三齿轮齿条机构与伸缩臂371连接。焊接组件380设置在伸缩臂371上靠近管件模块10的端部。在第五伺服电机的驱动下,通过第三齿轮齿条机构的传动,将第五伺服电机的转动转化为伸缩臂371沿着第四线性导轨副的直线运动,从而带动焊接组件380移动。
焊接组件380包括焊接枪头384。为了能够更准确地调整焊接枪头384的位置,可以设置第二纵向一字调节器381、第二横向一字调节器382和升降一字调节器383,以实现焊接枪头384在X方向、Y方向以及Z方向的微调。升降一字调节器383连接在伸缩臂371上,第二横向一字调节器382连接在升降一字调节器383上,第二纵向一字调节器381连接在第二横向一字调节器382上,焊接枪头384连接至第二纵向一字调节器381。应当理解,第二纵向一字调节器381、第二横向一字调节器382和升降一字调节器383的连接方式不仅局限于此处的连接方式,可以根据实际需求设置。同时,借助纵臂伸缩组件370,可以实现焊接枪头384在X方向的粗调,借助第二纵向一字调节器381,可以实现焊接枪头384在X方向的微调。
本发明的管道预制智能加工系统,其工作过程如下:
根据待加工管子500的直径、壁厚以及待加工管件400的类型、尺寸规格,选用合适的管件模块10,然后将管件模块10安装在组对机头300上,再将配重块的重量调整到位。
将组对机头300移动至基准位置,该基准位置一般适合于最长管子的需要;一般来说,组对机头300在待加工管子500的沿其长度方向的左侧时,基准位置位于组对机头300能够达到的远离待加工管子500的最远的位置。如果在待加工管子500两侧都设置了组对机头300,则两侧组对机头300都移动至所在侧的基准位置。
利用组对机头300的第二移动组件330将U型卡钳352降至最下侧的基准位置(适合于最小管径需要)。
利用桁架机械手或其他吊装机械,将待加工管子500放置在支撑小车510上。
利用桁架机械手或其他吊装机械,将管件模块10吊装至U型卡钳352内。
利用U型卡钳352上的电磁铁吸附管件模块10,一方面能够起到固定作用,另一方面,也能够将管件模块10进行X方向的定位。
利用气缸同步驱动U型卡钳352的第一卡爪353和第二卡爪354,使得第一卡爪353和第二卡爪354将管件模块10快速夹紧,且第一卡爪353和第二卡爪354的定位销插入管件模块10的框架11的定位孔114内,实现管件模块10的夹紧和定位,确保待加工管件400的中心与组对机头300的回转中心一致。具体地,管件模块10的框架11的外表面经过加工后,有精准和统一的外型尺寸(例如,对于规格为DN300的管件,采用450×450×450mm规格的框架11,对于DN600的管件,采用750×750×750mm规格的框架11);管件在装入管件模块10前,用装模机定型管件的姿态,然后将管件模块10的框架11套入管件,利用管件固定部件12和管件定位部件13以完成管件的安装,安装好后,管件的中心高度就是整个管件模块10的中心高度。U型卡钳352的形状和尺寸是与管件模块10的形状和尺寸匹配的,能够完全适用于该管件模块10,从而适用于不同类型、规格尺寸的管件。
根据管件的管径大小,利用第二移动组件330,将管件模块10升至合适高度;
根据管件从框架11中伸出的长度,利用第一纵向一字调节器361、第一横向一字调节器362,调节激光探头363的位置,使其位于合适的位置。
利用第一移动组件320,使得组对机头300往待加工管子500方向移动,直至激光探头363探测到待加工管子500的坡口后停止移动。
使用回转组件350快速旋转360°,然后记录下0°、90°、180°、270°位置的管件与管子间的错边量和间隙值。应当理解,可以根据实际需求设置需要记录位置的角度。
根据检测的错边量,利用第三移动组件340和第二移动组件330进行管件模块10的前后和上下调节,以最大限度消除错边量。
根据检测的间隙值,利用第一移动组件320使管件模块10向待加工管子500的坡口进行移动,直至达到规定的间隙值。
再次使用回转组件350快速旋转,测量错边量和间隙值,可以通过移动组件和回转组件350反复调整,直至错边量和间隙值达到要求。
利用纵臂伸缩组件370,根据焊口位置,将焊接组件380移动至合适位置。
利用焊接组件380的第二纵向一字调节器381、第二横向一字调节器382和升降一字调节器383调整焊接枪头384的位置,确保焊接枪头384对准焊口并与焊口保持适当高度。
从坡口边开始引弧,利用焊接控制系统进行焊接参数控制,利用第二纵向一字调节器381进行焊接枪头384的摆动,利用第二横向一字调节器382进行焊接枪头384的移动,完成一定长度的第1点(0°)的点焊。
驱动回转组件350旋转(此时管件与管子已经连结在一起)180°,按照上述同样方式,完成第二天(180°)的点焊(对称点)。
驱动回转组件350旋转一定角度,按照上述同样的方式,重复进行其他各点的对称点焊。还可以进行打底焊接和填充、盖面焊接,驱动U型卡钳352旋转,紧接着最后的点焊点,开始进行焊口的打底焊接,打底焊接完后进行填充、盖面焊接。
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
- 一种管道预制智能组对系统
- 核电站管道预制组对的组装方法及系统