一种金刚石唱针及其加工工艺
文献发布时间:2023-06-19 09:38:30
技术领域
本发明涉及电唱机针体技术领域,尤其涉及一种金刚石唱针及其加工工艺。
背景技术
电唱机是一种放音装置,一般与唱盘搭配使用,唱盘表面成型有V型沟槽,沟槽槽壁刻录有记载声音信号的刻纹,工作时电唱机的针尖工作位与沟槽的槽壁接触并相对滑动,针尖与槽壁相对滑动过程中会发生偏摆,电唱机的电磁装置因针尖偏摆产生随刻纹变化的电流信号,电流信号经处理后通过喇叭发出唱盘记载的声音。针尖的硬度、耐磨度是决定扬声音质的关键因素。
为打造一支性能优异的唱针,国内外专家做过不少研究,现有的电唱机唱针,高端的产品多为天然钻石加工成型,造价极高,不适应推广普及,一般只在高档唱头上使用。而现有技术中售价相对较低的唱针,其硬度和耐磨性差,在使用过程中极易磨损,寿命短,甚至只能播放数张唱片,容易崩裂损坏甚至刮坏唱片,只能在价格低的低端电唱机上使用,需求耐磨和价格的平衡是一个急需解决的问题,特别是耐磨度的问题。
发明内容
本发明的目的在于针对现有技术的不足提供一种金刚石唱针。
为实现上述目的,本发明的技术方案如下:
一种金刚石唱针,包括针体,针体一端成型有镶槽,还包括人造金刚石针尖,人造金刚石针尖的一端焊接于镶槽,人造金刚石针尖的另一端设置有尖体,尖体设置有同轴布置的第一圆台部、第二圆台部和圆锥部,第一圆台部、第二圆台部、圆锥部的母线与轴之间的夹角依次变大,第二圆台部的侧面为用于与唱片的V型槽接触的工作线面。
进一步的:所述圆锥部的母线与轴之间的夹角为50°~70°,所述第二圆台部的母线与轴之间的夹角为38°~40°,所述第一圆台部的母线与轴之间的夹角为25°~30°。
进一步的:所述人造金刚石针尖为60/70或70/80的单颗单晶金刚石。
进一步的:所述第二圆台部和圆锥部的交界线的直径为0.028±0.01mm。
进一步的:所述针体为304不锈钢材质加工成型。
进一步的:所述尖体设置有两个对称布置的斜切面,所述工作点线呈椭圆状。
进一步的:所述针体的另一端设置有用于安装于唱针杆的安装孔。
进一步的:所述唱针的加工工艺包括以下步骤:
1)制备一根不锈钢棒,并在一端成型镶槽;
2)在镶槽内压装单颗人造金刚石,进行钎接成型一体,得到半成品的针体;
3)将半成品的针体的一端磨制含有多个圆台部以及圆锥部的尖体,裁切所需的长度,得到成品的唱针。
进一步的:所述步骤2的钎焊包括如下步骤:
首先在镶槽内涂抹适量的钎料,压装60/70或70/80的单颗单晶金刚石至镶槽内,然后将不锈钢棒在不超过150℃的温度下烘烤9~11分钟,冷却完毕后再将不锈钢棒置于真空度不低于
进一步的:所述步骤2的磨制包括如下步骤:
首先将钎焊好的半成品针体一端磨制120±0.5°的尖顶夹角,再磨制接触面夹角,为78±0.5°,该接触面的顶部交越宽度为0.024±0.01mm,底部交越宽度为0.028±0.01mm,再磨制第一圆台部夹角,为55±0.5°。
本发明的有益效果:本发明的一种金刚石唱针及其加工工艺,人造金刚石的耐磨度高于宝石,和天然钻石相差无几,第二圆台部的侧面为用于与唱片的V型槽接触的工作线面;接触面与唱针摩擦,发生线接触,有效保护了唱片,磨损小,而且线接触有效提高唱头的信息拾取量,从而提高电唱机音质的保真性,声音的还原度更高通过钎焊和磨制,将不锈钢棒按照所需精度要求,加工成适合电唱机市场所需的唱针,解决了传统唱针制造成本高的问题,并且通过这种钎焊和磨制方法加工出来的唱针耐磨性强,可靠性高,提高了使用寿命。
附图说明
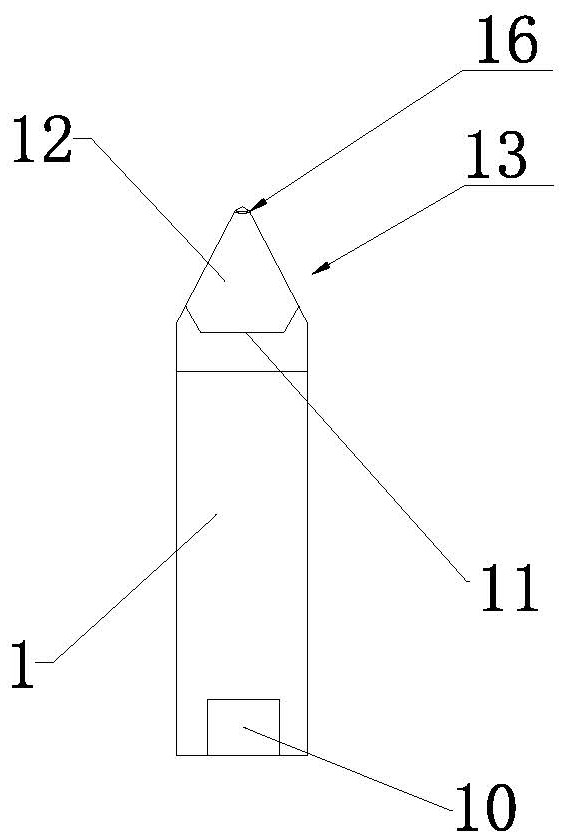
图1为本发明的结构示意图。
图2为本发明的针体轴侧结构示意图。
图3为本发明的尖体结构示意图。
图4为本发明的针体磨制流程示意图。
图5为本发明的针体钎接流程示意图。
附图标记包括:
1-针体 10-安装孔 11-镶槽 12-人造金刚石针尖 13-尖体
14-尖顶 141-尖顶夹角 15-第一圆台部 151-第一圆台部夹角
16-第二圆台部 161-接触面 162-接触面夹角 163-交越宽度
17-圆锥部。
具体实施方式
以下结合附图对本发明进行详细的描述。
如图1-5所示,电唱机多角度唱针,包括针体1,针体1一端成型有镶槽11,还包括人造金刚石针尖12,人造金刚石针尖12的一端焊接于镶槽11,人造金刚石针尖12的另一端设置有尖体13,尖体13设置有同轴布置的第一圆台部15、第二圆台部16和圆锥部17,第一圆台部15、第二圆台部16、圆锥部17的母线与轴之间的夹角依次变大,第二圆台部16的侧面为用于与唱片的V型槽接触的工作线面。
本发明的电唱机多角度唱针,人造金刚石的耐磨度高于宝石,和天然钻石相差无几,莫氏硬度达到了;而且造价不高,控制成本更低,价格仅有天然钻石的十分之一,用人造金刚石加工成型的针尖成型有尖体13,尖体13包括多个圆台部以及设置在圆台部外端的尖顶14;其中第二圆台部16的工作线面与唱片的V型槽摩擦,发生线接触,有效保护了唱片,磨损更小,而且线接触可以提高电唱机的保真性,声音的还原度更高;抗磨损能力高,耐磨度是宝石的千倍以上,可靠性高,提高了尖体13的使用寿命,连续工作时间在1000小时都不会影响音质的磨损,使用三年之内基本不会磨损坏,即使磨损后也不会刮坏唱片;能更好的推向电唱机唱针市场。
进一步的:所述人造金刚石可以是60/70或70/80的单晶金刚石,实际尺寸只有0.18-0.25毫米,接近头发丝的大小。如此细小的单颗单晶金刚石材料的应用,主要是做为微粉粉沫磨料,用以制造工业磨具,一个工件上应用数都在数百到数十万颗,目前尚未发现1毫米以下规格的单颗应用先例。
进一步的:所述镶槽11为圆孔,孔径与人造金刚石的尺寸相匹配,镶槽11的偏心度不超过0.05mm,最后的成品唱针,基柱的直径在0.2-0.4毫米之间,基柱棒太大后面难磨,太小焊接也变形,磨制也变形,还有超标的跳径问题造成偏心。最后确定了通过无心磨,将棒直径定在2.2-2.4毫米之间,一般用2.2毫米直径。
进一步的:所述针体1由304不锈钢材质加工成型,呈鹰钩状,镶槽11磨制成型,人造金刚石高温焊接在镶槽11一体成型为尖体13;因为做成整支金刚石唱针的成本太高,加工难度也更大。所以必须是微型金刚石与基柱材料结合的方式来降低成本,基柱材料的选择同样需考虑成本与更容易加工的问题。试验的过程中,先确定了金属材料。数种金属材料试验下来,钢与铁容易生锈腐蚀,铜铝不适合我们后面的加工工艺,焊接后基柱变形,材料软易变形也不适合磨制,其余的材料包括铜、铝、铁等这些材料的强度都不高,在与人造金刚石焊接时都会发生变形的不良现象,钎焊后牢固度不够一磨就飞石等等,无数的问题困扰,只有304不锈钢含有铬等元素,与金刚石钎焊时有更好的亲和力,焊接时不易发生变形,能保持在高达800摄氏度的高温焊接的环境下不会发生变形,最后确定304不锈钢材料,在刚性与稳定性以及与金刚石的钎焊亲和力上比其他材料更好。
进一步的:所述唱针的加工工艺包括以下步骤:
1)制备一根不锈钢棒,并在一端成型镶槽11;
2)在镶槽11内压装单颗人造金刚石,进行钎接成型一体,得到半成品的针体1;
3)将半成品的针体1一端的尖体13的磨制含有多个圆台部以及圆锥部17的尖体,裁切所需的长度,得到成品的唱针;
进一步的:所述步骤1的不锈钢棒为304不锈钢材质,并且直径为2.2~2.4mm。
进一步的:所述步骤2的钎焊方法如下:
首先在镶槽11内涂抹适量的钎料,压装60/70或70/80的单颗单晶金刚石至镶槽11内,然后将不锈钢棒在不超过150℃的温度下烘烤9~11分钟,冷却完毕后再将不锈钢棒置于真空度不低于
进一步的,更具体的焊接方法:
通过使用金刚石本体十倍大小的基柱304不锈钢棒,来保证强度,在一端中心开0.3X0.3毫米圆形沉孔,并倒角55度至尖端0.8毫米直径,为保证磨制精度,此中心孔偏心不能超过0.005毫米;
在此沉孔中灌装涂抹合适的钎料,然后压装单颗金刚石到位,并通过烤箱150度10分烘烤,冷却后取出;再将安装好金刚石与钎料的不锈钢棒按要求置于高真空精密立式自动钎焊炉内,实施设定好的钎焊过程,真空度要求10的负3 次方pa,通过高真空分子泵达到,最高度温度800度,时间4小时;
钎焊完成炉腔自动升起,自动开门后,自然冷却到常温,就可以取料。并进行试磨检查是否合格;此工艺流程的目的之一是为了通过相对深度开孔,钎焊后,金刚石表面80%以上,特别是与304不锈钢棒相接的部分,牢固焊接包裹。达到此条件后在后续的磨制加工过程中不易掉石、破碎与变形移位。
进一步的:所述步骤2的磨制方法如下:
首先将钎焊好的针体1磨制成锥形面,对锥形面磨制成有四个两两对称的面,其中两个面为扇形锥面14,剩余两个面为三角形面15;继续对两个三角形面15之间的夹角由120°磨制至53°~55°,交越宽度为
其中,步骤2中,对接触面16的夹角进行了两次磨制,均采用高精度的磨机进行磨制,先磨制夹角角度为A°的第二圆台部16,A的范围在76~80;再对第二圆台部16进行第二次磨制,,磨制的角度为B°的第一圆台部15,B的范围为53~57;夹角磨制完毕后,将针体1外径磨制为0.25mm、0.3mm、0.4mm的其中一种,最后用金刚石微粉打磨将针尖部与针体1抛光到见光无痕的效果后,根据所需长度,将针体1裁切成品,以此圆锥形唱针为基础,能磨制成设计好的更高级的金刚石唱针,如椭圆形,鹰嘴形以及各种需要的多角度唱针;磨制好的唱针,可以根据各种唱头包括压电、MM、MC等任何唱头的应用需要,在不同材料的唱针杆上根据需要任意镶装,如开孔镶装、斜面镶钳等。
本发明的一种金刚石唱针加工工艺,通过钎焊和磨制,将不锈钢棒按照所需精度要求,加工成适合电唱机市场所需的唱针,解决了传统唱针制造成本高的问题,并且通过这种钎焊和磨制方法加工出来的唱针耐磨性强。
综上所述可知本发明乃具有以上所述的优良特性,得以令其在使用上,增进以往技术中所未有的效能而具有实用性,成为一极具实用价值的产品。
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
- 一种金刚石唱针及其加工工艺
- 一种活塞环侧面类金刚石薄膜加工工艺及其工装组件