多曲面钛合金板及其成形方法
文献发布时间:2023-06-19 09:38:30
技术领域
本发明涉及防弹盾牌制造技术领域,特别涉及一种多曲面钛合金板。另外,本发明还涉及一种多曲面钛合金板的成形方法。
背景技术
防弹衣是战争中减低战士死亡率的重要防御装备。随着现代战争的信息化和武器装备的轻量化,高性能轻质量的防弹插板对于减少战争伤亡率越来越重要。
目前,现有的防弹插板由陶瓷和PE组成,仅能够在15m距离防御M14步枪发射的M80弹及95式5.8mm普通弹,不能够在15m距离防御53式7.62mm口径的穿甲燃烧弹。为减少战争伤亡率,提高战士的战斗力和防御能力,有必要开发一种可防御53式穿甲燃烧弹的防弹插板。
钛合金是防弹装甲中常用的材料,具有优异的防弹性能。但到目前为止还没有人能够将钛合金应用于防弹插板中。其应用难点在于钛合金很难采用常温条件下加工的方式制备成多曲面,而当采用高温加热方式,加工温度超过995℃时,钛合金板材会发生相变导致其力学性能发生改变,而导致防弹性能大大降低。
发明内容
有鉴于此,本发明旨在提出一种多曲面钛合金板,以可解决现有技术中的至少一点不足,而有着较好的使用效果。
为达到上述目的,本发明的技术方案是这样实现的:
一种多曲面钛合金板,其特征在于包括:所述钛合金板的整体是由多个弧面构成的与人体胸腹部相匹配的曲面板,所述钛合金板的正视投影由相邻等腰梯形和矩形组合构成六边形结构,所述等腰梯形的一组平行对边中较长边与所述矩形的其一边重合;于所述钛合金板的边缘上构造有若干豁口。
进一步的,所述钛合金板为Ti5322或TC4。
进一步的,所述钛合金板厚度在0.3-1mm之间。
进一步的,所述豁口于所述钛合金板正视投影面上呈三角形。
进一步的,所述豁口均布设于所述等腰梯形的边缘及所述矩形的两相对的边缘上。
进一步的,所述豁口包括形成于所述等腰梯形一组平行对边中较短边上的第一豁口,及形成于所述等腰梯形一组不平行对边上的第二豁口,和形成于所述矩形两相对边上的第三豁口。
进一步的,形成所述第二豁口的夹角分别大于形成所述第一豁口的夹角,以及形成所述第三豁口的夹角。
相对于现有技术,本发明具有以下优势:
本发明所述的多曲面钛合金板通过整体设计成多曲面结构,在应用于防弹插板上具有质量较轻,且防弹性能较好的优势。
本发明的另一目的在于提出一种多曲面钛合金板的成形方法,以能够在常温条件下加工上述的多曲面钛合金板。
为达到上述目的,本发明的技术方案是这样实现的:
一种多曲面钛合金板的成形方法,用于加工如上所述的多曲面钛合金板,该方法包括:
步骤a、按照预设尺寸对钛合金板材进行裁剪下料;
步骤b、对步骤a中下料的钛合金板材边缘进行切割豁口,形成产品A;
步骤c、对步骤b中得到的产品A于液压机模具上进行冷压拉伸,形成多曲面的产品B;
步骤d、将步骤c中得到的产品B于直辊辊压机上辊压;
步骤e、经步骤d中辊压后,再于曲辊辊压机上进行辊压成型
进一步的,步骤c中的拉伸压力在550t-650t之间。
进一步的,由所述步骤C形成的产品B可重复所述步骤d和所述步骤e一次或两次。
相对于现有技术,本发明具有以下优势:
本发明的多曲面钛合金板的成形方法,可将具有若干豁口的钛合金板加工成多曲面,设置的豁口可用于在辊压工艺中能够释放钛合金板的内应力,避免应力集中而发生褶皱,另外,通过将冲压拉伸后的多曲面钛合金板进行直辊辊压,可进一步释放钛合金板的内应力,使得钛合金板在成型多曲面状时具有较好的稳定性,然后再经过曲辊辊压机对多曲面钛合金板进行碾压整形,从而使制得的多曲面钛合金板具有较好的成型效果。
此外,本发明的多曲面钛合金板成形方法实现了多曲面钛合金板在常温条件下的加工成型,该方法步骤少,采用的设备数量较少,且制得的多曲面钛合金板成形质量较好,通过该方法加工的多曲面钛合金板能够与多曲面陶瓷板完美贴合,从而利于将该多曲面钛合金板应用到防弹插板中,以提高防弹插板的质量及防弹性能。
附图说明
构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
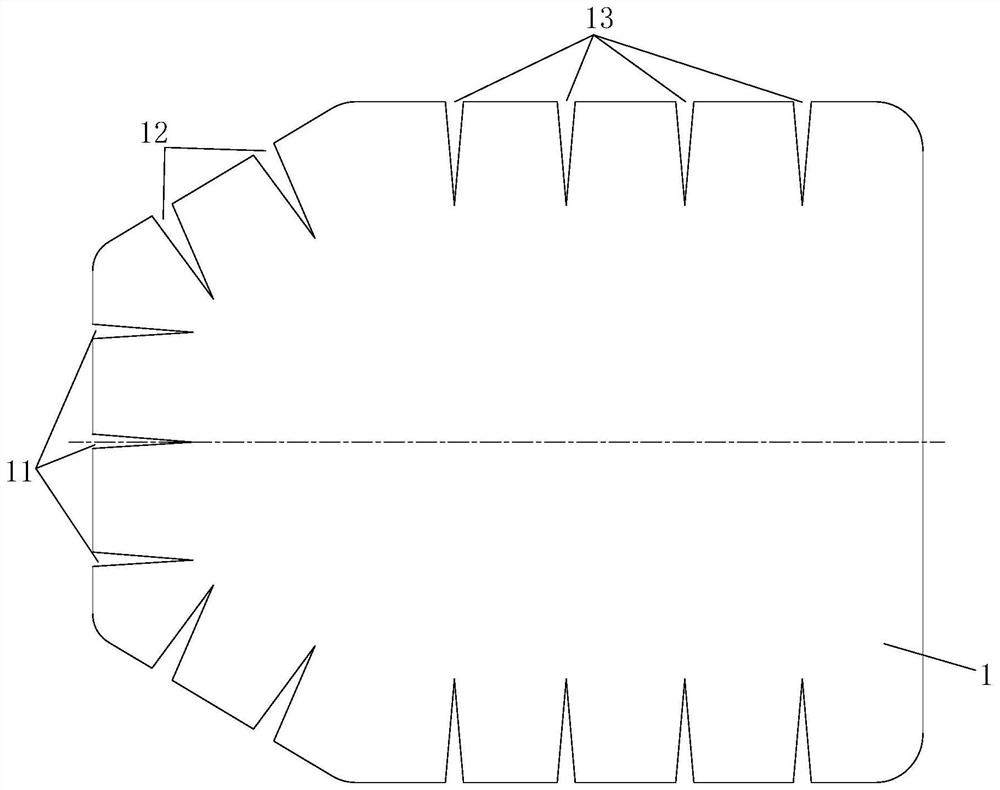
图1为本发明实施例一所述的多曲面钛合金板的结构示意图;
图2为本发明实施例二所述的多曲面钛合金板的成形方法的工艺流程图;
附图标记说明:
1、多曲面钛合金板;11、第一豁口;12、第二豁口;13、第三豁口。
具体实施方式
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
下面将参考附图并结合实施例来详细说明本发明。
实施例一
本实施例涉及一种多曲面钛合金板,其一种示例性结构如图1所示,该多曲面钛合金板的整体包括由多个弧面构成的与人体胸腹部相匹配的曲面板,如图1所示状态下,该多曲面钛合金板1的正视投影由相邻等腰梯形和矩形组合构成六边形结构,等腰梯形的一组平行对边中较长边与矩形的其一边重合,于钛合金板的边缘上构造有若干豁口。
本实施例中,在钛合金板上设置的豁口,可在将钛合金板加工成多曲面时,一方面在辊压工艺中能够释放钛合金板的内应力,另一方面可避免因应力集中而发生褶皱。
具体结构上,形成于钛合金板上的豁口在钛合金板正视投影面上呈三角形,仍如图1所示的,该豁口均布设于等腰梯形的边缘及矩形的两相对的边缘上。且该豁口包括形成于等腰梯形一组平行对边中较短边上的第一豁口11,及形成于等腰梯形一组不平行对边上的第二豁口12,和形成于矩形两相对边上的第三豁口13。其中,形成第二豁口12的夹角分别大于形成第一豁口11的夹角,以及形成第三豁口13的夹角。
具体而言,继续参看图1所示,钛合金板上设置的第一豁口11的夹角为1.4°且为均布设置的三处,第二豁口12的夹角为1.8°且为均布设置于不平行对边上的各两处,第三豁口13的夹角为1.2°,且为均布设于矩形两相对边的各出四处。如此,经冲压拉伸后,各豁口不仅能够释放钛合金板的内应力,同时,各豁口处可经多曲面的成形可平滑对接,使得豁口处的缝隙较小且均匀,从而可大大提高多曲面钛合金板的成形质量及防弹性能。
本实施例的钛合金板优选为Ti5322或TC4材质,其厚度在0.3-1mm之间,从而在应用于防弹插板中,能够与多曲面陶瓷板完美贴合,从而利于实现防弹插板的高性能轻质量。
实施例二
本实施例涉及一种多曲面钛合金板的成形方法,其用于加工实施例一所述的多曲面钛合金板,该方法包括如下步骤:
步骤a、按照预设尺寸对钛合金板材进行裁剪下料;
步骤b、对步骤a中下料的钛合金板材边缘进行切割豁口,形成产品A;
步骤c、对步骤b中得到的产品A于液压机模具上进行冷压拉伸,形成多曲面的产品B;
步骤d、将步骤c中得到的产品B于直辊辊压机上辊压;
步骤e、经步骤d中辊压后,再于曲辊辊压机上进行辊压成型。
其中,步骤c中的拉伸压力在550t-650t之间。作为本实施例的优选方式之一,该拉伸压力为600t,从而能够防止因拉伸压力过小使得钛合金板在成形多曲面形后迅速变形回弹,且因拉伸压力过大而使得钛合金板造成损坏,而不利于钛合金板制成多曲面形。
另外,由所述步骤C形成的产品B可重复所述步骤d和所述步骤e一次或两次。如此可使得产品B中的内应力能够充分释放,从而利于钛合金板多曲面形状的成形效果。
本实施例的多曲面钛合金板成形方法其工艺流程图如图2所示,依次包括备料→落料→豁口切割→冲压拉伸成形→直辊辊压→曲辊辊压→制成多曲面钛合金板。其中,通过剪板机对钛合金原材料按预设尺寸进行剪裁,然后通过冷冲模具进行冲压落料,再通过激光切割机进行豁口切割,通过圆柱状直辊进行辊压释放应力,然后再经曲辊辊压。
在此需说明的是,本实施例中的曲辊辊压机包括转动设置的两个凹轴和一个凸轴,两个凹轴沿辊压方向间隔设置且同步同向转动,而凸轴设于两个凹轴的上方并与凹轴同步反向转动。其中,于第一凹轴和第二凹轴上构造有凹形面,对应于凹形面,于凸轴上构造有与凹形面随形的凸形面,凹形面和凸形面之间的间隙构成多曲面钛合金板的辊压空间,从而可对多曲面钛合金板进行碾压整形。
本发明的多曲面钛合金板的成形方法,可将具有若干豁口的钛合金板加工成多曲面,设置的豁口可用于在辊压工艺中能够释放钛合金板的内应力,避免应力集中而发生褶皱,另外,通过将冲压拉伸后的多曲面钛合金板进行直辊辊压,可进一步释放钛合金板的内应力,使得钛合金板在成型多曲面状时具有较好的稳定性,然后再经过曲辊辊压机对多曲面钛合金板进行碾压整形,从而使制得的多曲面钛合金板具有较好的成型效果。
此外,本发明的多曲面钛合金板成形方法实现了多曲面钛合金板在常温条件下的加工成型,该方法步骤少,采用的设备数量较少,且制得的多曲面钛合金板成形质量较好,通过该方法加工的多曲面钛合金板能够与多曲面陶瓷板完美贴合,从而利于将该多曲面钛合金板应用到防弹插板中,以提高防弹插板的质量及防弹性能。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 多曲面钛合金板及其成形方法
- 一种新型高强度钛合金双曲面薄壁宽板成形方法