一种点胶的检测方法、装置、设备及系统
文献发布时间:2023-06-19 09:43:16
技术领域
本发明涉及测试技术领域,尤其涉及一种点胶的检测方法、装置、设备及系统。
背景技术
在摄像模组的生产组装过程中,往往需要采用点胶来进行部件的固定。其中,镜头与镜筒的点胶固定是重要的一个工序。在点胶过程中,因为胶水中有气泡或出胶的针头堵塞等原因,会导致排出的胶水量不足,甚至完全没有出胶,从而导致镜头与镜筒之间出现松动造成拍摄的照片失焦,甚至导致镜头脱落,严重影响产品品质。为了避免此种有质量问题的模组出货到客户手中,往往需要额外的检测工序。
当前,对点胶的检测主要是通过产线上的工人,采用放大镜进行人工检测,这种方法需要较大的人力成本,且由于视觉疲劳很容易出现漏检。
发明内容
鉴于上述问题,提出了本发明以便提供一种克服上述问题或者至少部分地解决上述问题的点胶的检测方法、装置、设备及系统。
第一方面,提供一种点胶的检测方法,包括:
获取拍摄点胶后的目标模组的第一图像;
将所述第一图像与模板图像进行对准,使得所述第一图像中的实际点胶区域与所述模板图像中预设的预估点胶区域对准,其中,所述模板图像为拍摄点胶前的模板模组获取的图像,所述模板模组为所述目标模组的同型号模组;
分析对准后的所述第一图像与所述模板图像,获得点胶检测结果。
可选的,所述将所述第一图像与模板图像进行对准,包括:将所述第一图像中所述目标模组的成像中心与所述模板图像中所述模板模组的成像中心对准;旋转所述第一图像使得所述第一图像中所述目标模组的实际点胶区域与所述模板图像中所述模板模组预设的预估点胶区域对准。
可选的,所述目标模组为摄像模组,所述实际点胶区域为摄像模组的螺牙之间的空隙区,所述螺牙位于镜筒与镜头之间。
可选的,所述分析对准后的所述第一图像与所述模板图像,获得点胶检测结果,包括:计算所述第一图像与所述模板图像的差异,获得差异图像;根据所述差异图像,获得点胶检测结果。
可选的,所述计算所述第一图像与所述模板图像的差异,获得差异图像,包括:计算所述第一图像与所述模板图像的差异,并对计算出的差异数据进行二值化处理,获得所述差异图像。
可选的,所述根据所述差异图像,获得点胶检测结果,包括:根据所述差异图像所表征的差异数据,确定所述目标模组的点胶区域数量及每个点胶区域的点胶量数据;根据所述点胶区域数量和所述点胶量数据,确定所述点胶检测结果。
可选的,所述根据所述差异图像,获得点胶检测结果,包括:根据所述差异图像所表征的差异数据以及预设的需点胶区域,确定所述目标模组的点胶区域数量及每个点胶区域在所述需点胶区域的面积占比;判断所述点胶区域数量是否满足预设数量,以及所述面积占比是否满足预设占比;如果均满足才确定所述点胶检测结果为合格。
第二方面,提供一种点胶的检测装置,包括:
获取模块,用于获取拍摄点胶后的目标模组的第一图像;
对准模块,用于将所述第一图像与模板图像进行对准,使得所述第一图像中的实际点胶区域与所述模板图像中预设的预估点胶区域对准,其中,所述模板图像为拍摄点胶前的模板模组获取的图像,所述模板模组为所述目标模组的同型号模组;
分析模块,用于分析对准后的所述第一图像与所述模板图像,获得点胶检测结果。
第三方面,提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现第一方面中任一方法步骤。
第四方面,提供一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现第一方面中任一方法步骤。
本发明实施例中提供的技术方案,至少具有如下技术效果或优点:
本发明实施例提供的点胶的检测方法、装置、设备及系统,以模板模组在点胶前拍摄的图像作为模板图像,与模板模组相同型号的目标模组在检测点胶时均可以以所述模板图像作为比对基础。具体检测方法为,在目标模组点胶后拍摄获取第一图像,通过对准将第一图像中的实际点胶位的成像与模板图像中的预估点胶位的成像对齐,再通过对对准后的两幅图像的分析来获得点胶检测结果,这样避免了人工检测的漏检问题,也节约了人力成本。且由于不需要每个摄像模组点胶前都进行拍照,均以模板模组的模板图像为基准来检测,简化了检测流程。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
图1为本发明实施例中点胶的检测方法的流程图;
图2为本发明实施例中点胶检测的示意图一;
图3为本发明实施例中点胶检测的示意图二;
图4为本发明实施例中点胶检测的示意图三;
图5为本发明实施例中点胶检测的示意图四;
图6为本发明实施例中点胶检测的示意图五;
图7为本发明实施例中点胶检测的示意图六;
图8为本发明实施例中点胶的检测装置的结构示意图;
图9为本发明实施例中电子设备的结构示意图;
图10为本发明实施例中存储介质的结构示意图。
具体实施方式
本发明实施例中的技术方案,总体思路如下:
本实施例获取拍摄点胶后的目标模组的第一图像,再将所述第一图像与点胶前的同型号的模板模组对应的模板图像进行对准,使得所述第一图像中的实际点胶位与所述模板图像中预设的预估点胶位对准。再分析对准后的所述第一图像与所述模板图像,获得点胶检测结果。一方面,避免了人工检测的漏检问题,节约了人力成本,另一方面,由于不需要每个摄像模组点胶前都进行拍照,均以模板模组的模板图像为基准来检测,提高了检测效率。
下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
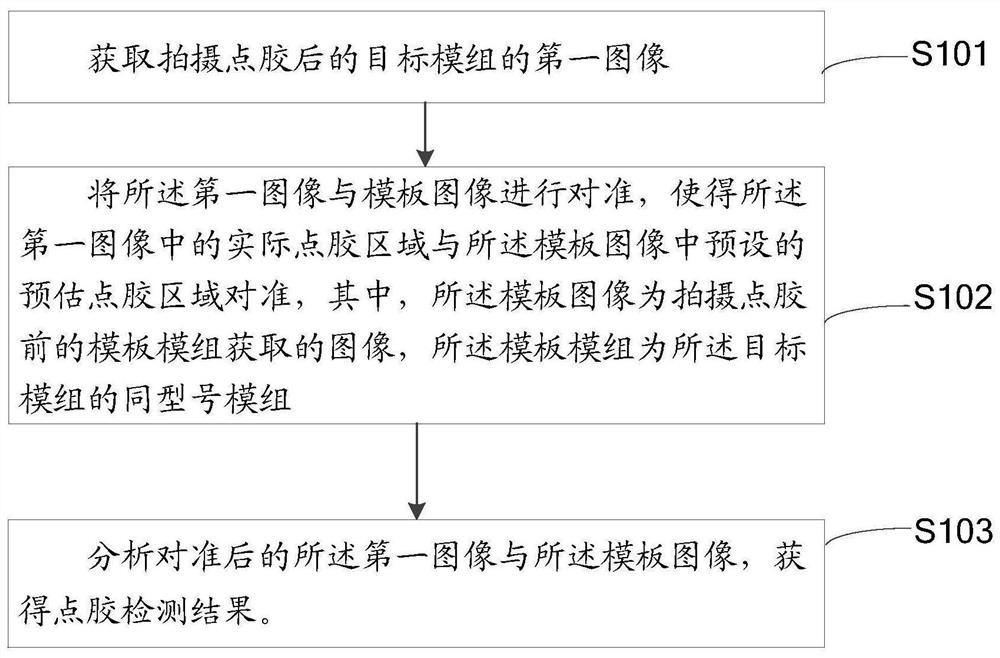
本实施例提供了一种点胶的检测方法,如图1所示,包括:
步骤S101,获取拍摄点胶后的目标模组的第一图像;
步骤S102,将所述第一图像与模板图像进行对准,使得所述第一图像中的实际点胶区域与所述模板图像中预设的预估点胶区域对准,其中,所述模板图像为拍摄点胶前的模板模组获取的图像,所述模板模组为所述目标模组的同型号模组;
步骤S103,分析对准后的所述第一图像与所述模板图像,获得点胶检测结果。
需要说明的是,该点胶的检测方法可以应用于计算机,测试仪等单独的计算设备,也可以用于集成在测试产线或测试机台上的检测模块,在此不作限制,也不再一一列举。
该目标模组可以是摄像模组、测距模组等,该检测的点胶可以是镜头与镜筒的点胶,也可以是传感器与框架的点胶,在此均不作限制。
下面,以模板模组和模板模组为摄像模组为例,结合图1详细介绍本实施例提供的方法的实施步骤:
首先,需要预先准备模板图像,为了保证模板图像与待检测的模组的匹配,本申请选择与待检测的目标模组相同型号的模板模组在点胶前拍摄的图像作为模板图像。例如,如图2所示,对模板模组进行拍照获得模板图像。
较优的,为了便于后续的对准更准确,可以预先在模板图像上标注出预估点胶区域,具体可以标注出预估点胶区域的中心线,以及预计需要点胶区域的边界线,以保证对准。例如,如图3所示,对摄像模组的镜头与镜筒进行点胶固定时,预估点胶区域往往为摄像模组的螺牙31之间的空隙区,螺牙31位于镜筒32与镜头33之间。预先在模板图像上标注出模板模组的成像中心O,标注出任一预估点胶区域的中心线a和两条边界线b,还可以标注出该图片上相对于中点O的12点方向的基准线c,以便于后续精确对准。
然后,执行步骤S101,获取拍摄点胶后的目标模组的第一图像。
具体来讲,目标模组在生产线上经过点胶工序后,拍摄获取目标模组的照片作为第一图像。较优的,拍摄目标模组的角度和距离与拍摄模板模组的角度和距离相同或尽量相同,以便于后续对准和分析。例如,如图4所示,为对点胶后的目标模组拍摄的第一图像,其中黑色区域41为点了胶的区域,为摄像模组的螺牙之间的空隙区。
再执行步骤S102,将所述第一图像与模板图像进行对准,使得所述第一图像中的实际点胶区域与所述模板图像中预设的预估点胶区域对准。
具体来讲,可以先通过对第一图像进行图形特征分析(例如,图形分析识别出螺牙之间空隙区域),确定出实际点胶区域,再对第一图像中的目标模组的成像中心O’和任一实际点胶区域的中心线a’和两条边界线b’,以便于后续精确对准。
较优的,可以先将第一图像中所述目标模组的成像中心与模板图像中所述模板模组的成像中心对准。然后,旋转第一图像使得第一图像中目标模组的实际点胶区域与模板图像中所述模板模组预设的预估点胶区域对准。举例来讲,先将第一图像向X轴轴方向平移x0-x1个像素和向Y轴正方向平移y0-y1个像素,从而使第一图像中模板模组的成像中心O’与模板图像中模板模组的成像中心O对准。再如图5所示,根据实际点胶区域与预估点胶区域的角度差异,以第一图像中模板模组的成像中心O’为轴心,旋转第一图像使得实际点胶区域与预估点胶区域对准重合。具体旋转的角度可以根据之前标注出的任一预估点胶区域的中心线a和两条边界线b以及标注出的实际点胶区域的中心线a’和两条边界线b’来确定,例如,旋转角度等于将第一图像中所述目标模组的成像中心O’与模板图像中所述模板模组的成像中心O对准后,预估点胶区域的中心线a与实际点胶区域的中心线a’之间的夹角。因为摄像模组的点胶位往往是均匀对称分布的,故旋转后任一实际点胶区域与预估点胶区域对准后,其他的实际点胶区域也均能与模板图像上需要点胶的区域对准。
当然,将第一图像与模板图像进行对准的方法不限于上述,还可以直接默认第一图像与模板图像无偏转,故只进行中心对准;还可以对第一图像与模板图像中模组成像的边框区域进行图形匹配后,按边框进行对准,在此不作限制,也不再一一列举。
再下来,执行步骤S103,分析对准后的所述第一图像与所述模板图像,获得点胶检测结果。
对对准后的两个图像的分析可以是将两个图像作半透明化处理后相叠放置,再进行人工分析或图像特征分析。
较优的,本申请设置先计算第一图像与模板图像的差异,获得差异图像,再根据差异图像,获得点胶检测结果。具体来讲,计算第一图像与模板图像的差异可以是对两个图像进行特征比对,将其中不相同的图像征提取出来并显示在差异图像上,以根据差异图像获得点胶检测结果(例如人工检查差异图像来获得点胶检测结果)。因为两幅图是点胶前后的图,故其差异即为点胶区域,将差异提取出来生成差异图像,排除了其他图像区域的干扰,能帮助快速失败出点胶区域和点胶情况。
较优的,如图6所示,还可以设置该差异图像是计算所述第一图像与所述模板图像的差异,并对计算出的差异数据进行二值化处理后获得的。通过二值化来凸显出差异,使得点胶区域更容易准确识别。
较优的,根据差异图像获得点胶检测结果的方法,还可以是根据所述差异图像所表征的差异数据,确定所述目标模组的点胶区域数量及每个点胶区域的点胶量数据,再根据所述点胶区域数量和所述点胶量数据,确定所述点胶检测结果。
具体来讲,可以如图7所示,先预设需点胶区域(图7中的扇环框内区域),再根据差异图像所表征的差异数据(图7中的白色不规则条状区域)以及需点胶区域,确定目标模组的点胶区域数量及每个点胶区域在需点胶区域的面积占比。再判断点胶区域数量是否满足预设数量,以及面积占比是否满足预设占比,如果均满足才确定点胶检测结果为合格。
例如,图7中的4个预设需点胶区域均有点胶,且每个点胶区域在需点胶区域的面积占比均大于预设的70%的规格,则认为该模板模组的该点胶检测结果为合格。
具体来讲,采用模板模组的模板图像为基准,对同型号模板模组进行对准后再分析,一方面,避免了人工检测的漏检问题,节约了人力成本,另一方面,由于不需要每个摄像模组点胶前都进行拍照,均以模板模组的模板图像为基准来检测,提高了检测效率。并且,在第一次检测不合格并进行点胶工序返工后路,对返工后的模组同样可以采用本申请提供的点胶的检测方法进行检测。
基于同一发明构思,本发明实施例还提供了一种点胶的检测装置,如图8所示,包括:
获取模块801,用于获取拍摄点胶后的目标模组的第一图像;
对准模块802,用于将所述第一图像与模板图像进行对准,使得所述第一图像中的实际点胶区域与所述模板图像中预设的预估点胶区域对准,其中,所述模板图像为拍摄点胶前的模板模组获取的图像,所述模板模组为所述目标模组的同型号模组;
分析模块803,用于分析对准后的所述第一图像与所述模板图像,获得点胶检测结果。
需要说明的是,该装置可以为计算机,测试仪等单独的计算设备,也可以为集成在测试产线或测试机台上的检测模块,在此不作限制,也不再一一列举。
该目标模组可以是摄像模组、测距模组等,该检测的点胶可以是镜头与镜筒的点胶,也可以是传感器与框架的点胶,在此均不作限制。
由于本发明实施例所介绍的装置,为实施本发明实施例的方法所采用的装置,故而基于本发明实施例所介绍的方法,本领域所属人员能够了解该装置的具体结构及变形,故而在此不再赘述。凡是本发明实施例的方法所采用的装置都属于本发明所欲保护的范围。
基于同一发明构思,本发明实施例还提供了一种电子设备,如图9所示,包括存储器910、处理器920及存储在存储器910上并可在处理器920上运行的计算机程序911,所述处理器920执行所述计算机程序911时实现以下步骤:
获取拍摄点胶后的目标模组的第一图像;
将所述第一图像与模板图像进行对准,使得所述第一图像中的实际点胶区域与所述模板图像中预设的预估点胶区域对准,其中,所述模板图像为拍摄点胶前的模板模组获取的图像,所述模板模组为所述目标模组的同型号模组;
分析对准后的所述第一图像与所述模板图像,获得点胶检测结果。
在本发明实施例中,所述处理器920执行所述计算机程序911时可以实现本发明实施例的方法中任一实施方式。
由于本发明实施例所介绍的电子设备,为实施本发明实施例的方法所采用的设备,故而基于本发明实施例所介绍的方法,本领域所属人员能够了解该设备的具体结构及变形,故而在此不再赘述。凡是本发明实施例的方法所采用的设备都属于本发明所欲保护的范围。
基于同一发明构思,本发明实施例还提供了一种计算机可读存储介质1000,如图10所示,其上存储有计算机程序1011,该计算机程序1011被处理器执行时实现以下步骤:
根据预设的视场条件,在测试图上确定视场点的位置,其中,所述测试图为所述摄像模组拍摄棋盘格图获取的成像图;
根据所述视场点的位置和预设的基准点的位置,按照预设规则在所述测试图上确定出N个目标矩形方格,N大于等于1;
根据所述N个目标矩形方格,进行所述摄像模组的解析力测试。
在具体实施过程中,该计算机程序1011被处理器执行时,可以实现本发明实施例的方法中任一实施方式。
由于本发明实施例所介绍的存储介质,为实施本发明实施例的方法对应的计算机程序所处于的存储介质,故而基于本发明实施例所介绍的方法,本领域所属人员能够了解该存储介质内存储的计算机程序,故而在此不再赘述。凡是本发明实施例的方法的计算机程序所存储于的存储介质都属于本发明所欲保护的范围。
本发明实施例中提供的技术方案,至少具有如下技术效果或优点:
本发明实施例提供的点胶的检测方法、装置、设备及系统,以模板模组在点胶前拍摄的图像作为模板图像,与模板模组相同型号的目标模组在检测点胶时均可以以所述模板图像作为比对基础。具体检测方法为,在目标模组点胶后拍摄获取第一图像,通过对准将第一图像中的实际点胶位的成像与模板图像中的预估点胶位的成像对齐,再通过对对准后的两幅图像的分析来获得点胶检测结果,这样避免了人工检测的漏检问题,也节约了人力成本。且由于不需要每个摄像模组点胶前都进行拍照,均以模板模组的模板图像为基准来检测,简化了检测流程。
在此提供的算法和显示不与任何特定计算机、虚拟系统或者其它设备固有相关。各种通用系统也可以与基于在此的示教一起使用。根据上面的描述,构造这类系统所要求的结构是显而易见的。此外,本发明也不针对任何特定编程语言。应当明白,可以利用各种编程语言实现在此描述的本发明的内容,并且上面对特定语言所做的描述是为了披露本发明的最佳实施方式。
在此处所提供的说明书中,说明了大量具体细节。然而,能够理解,本发明的实施例可以在没有这些具体细节的情况下实践。在一些实例中,并未详细示出公知的方法、结构和技术,以便不模糊对本说明书的理解。
类似地,应当理解,为了精简本公开并帮助理解各个发明方面中的一个或多个,在上面对本发明的示例性实施例的描述中,本发明的各个特征有时被一起分组到单个实施例、图、或者对其的描述中。然而,并不应将该公开的方法解释成反映如下意图:即所要求保护的本发明要求比在每个权利要求中所明确记载的特征更多的特征。更确切地说,如下面的权利要求书所反映的那样,发明方面在于少于前面公开的单个实施例的所有特征。因此,遵循具体实施方式的权利要求书由此明确地并入该具体实施方式,其中每个权利要求本身都作为本发明的单独实施例。
本领域那些技术人员可以理解,可以对实施例中的设备中的模块进行自适应性地改变并且把它们设置在与该实施例不同的一个或多个设备中。可以把实施例中的模块或单元或组件组合成一个模块或单元或组件,以及此外可以把它们分成多个子模块或子单元或子组件。除了这样的特征和/或过程或者单元中的至少一些是相互排斥之外,可以采用任何组合对本说明书(包括伴随的权利要求、摘要和附图)中公开的所有特征以及如此公开的任何方法或者设备的所有过程或单元进行组合。除非另外明确陈述,本说明书(包括伴随的权利要求、摘要和附图)中公开的每个特征可以由提供相同、等同或相似目的的替代特征来代替。
此外,本领域的技术人员能够理解,尽管在此的一些实施例包括其它实施例中所包括的某些特征而不是其它特征,但是不同实施例的特征的组合意味着处于本发明的范围之内并且形成不同的实施例。例如,在下面的权利要求书中,所要求保护的实施例的任意之一都可以以任意的组合方式来使用。
本发明的各个部件实施例可以以硬件实现,或者以在一个或者多个处理器上运行的软件模块实现,或者以它们的组合实现。本领域的技术人员应当理解,可以在实践中使用微处理器或者数字信号处理器(DSP)来实现根据本发明实施例的装置、设备中的一些或者全部部件的一些或者全部功能。本发明还可以实现为用于执行这里所描述的方法的一部分或者全部的设备或者装置程序(例如,计算机程序和计算机程序产品)。这样的实现本发明的程序可以存储在计算机可读介质上,或者可以具有一个或者多个信号的形式。这样的信号可以从因特网网站上下载得到,或者在载体信号上提供,或者以任何其他形式提供。
应该注意的是上述实施例对本发明进行说明而不是对本发明进行限制,并且本领域技术人员在不脱离所附权利要求的范围的情况下可设计出替换实施例。在权利要求中,不应将位于括号之间的任何参考符号构造成对权利要求的限制。单词“包含”不排除存在未列在权利要求中的部件或步骤。位于部件之前的单词“一”或“一个”不排除存在多个这样的部件。本发明可以借助于包括有若干不同部件的硬件以及借助于适当编程的计算机来实现。在列举了若干装置的单元权利要求中,这些装置中的若干个可以是通过同一个硬件项来具体体现。单词第一、第二、以及第三等的使用不表示任何顺序。可将这些单词解释为名称。
- 点胶装置与其点胶尺寸的检测方法及点胶设备
- 一种具有反馈功能的点胶检测系统及点胶检测方法