一种自动化蜂窝托盘码垛输送回收装置
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及码垛输送机械领域,具体为一种自动化蜂窝托盘码垛输送回收装置。
背景技术
喷头螺帽是化学纤维纺丝机上的部件,是将喷丝头、垫片、滤网、滤布等零件按一定顺序组合放入螺帽内拼装而成,用于喷出纺丝溶液凝固成合成纤维。由于工序较为复杂,目前行业内传统的拼装方法依旧为人工将所需零件手工一个一个放入螺帽完成装配,存在效率低、工人劳动强度大,装配合格率低等问题,显然已不能满足现代企业发展的需要。
因此提供一种自动化蜂窝托盘码垛输送回收装置,可有效解决喷丝头或滤网输送及批量快速供料的问题,为整个装配自动化提供便利,以解决喷头螺帽装配效率低下的技术问题是本领域技术人员亟需解决的问题。
发明内容
本发明正是基于上述技术问题至少之一,提供了一种自动化蜂窝托盘码垛输送回收装置采用蜂窝托盘用来盛放喷丝头、滤网,分盘码垛模组进行托盘的逐盘分离,分离后的蜂窝托盘经入料机械传送带运动,回收模组将取料完成后的蜂窝托盘运送至回收机械输送带,回收码垛模组将空盘码垛,可有效解决喷丝头或滤网输送及批量快速供料的问题,为整个装配自动化提供便利,以解决喷头螺帽装配效率低下这个行业问题,实现了化纤行业内喷头螺帽装配机械全自动化。
有鉴于此,本发明提出了一种自动化蜂窝托盘码垛输送回收装置,包括分盘码垛模块、以及依次设置在分盘码垛模块下游的入料输送模块、回收模块和回收码垛模块;
其中分盘码垛模块包括入料传送带、挡边、入料分盘等待区、入料分盘等待区传感器、小入料顶升气杠、分盘提升切入气缸和大入料顶升气缸;其中挡边位于入料传送带两侧;入料分盘等待区位于入料传送带中间;小入料顶升气杠位于入料分盘等待区底部;大入料顶升气缸位于小入料顶升气杠下方;入料分盘等待区传感器设置在入料传送带内侧;分盘提升切入气缸对称设置在两个入料传送带外侧;
入料输送模块包括入料电机、工作区域和工作区域传感器;其中入料电机位于入料传送带端部;工作区域位于入料传送带中间区域;工作区域传感器位于入料分盘等待区后方,在入料传送带中间区域的后端部;
回收模块包括回收气缸、定位气缸、定位销、回收等待区、回收传送带、回收等待区传感器和回收电机;其中回收气缸位于回收传送带外侧;定位气缸位于回收气缸下方;定位销与定位气缸连接,位于回收传送带外侧;回收等待区由回收传送带的中间部分合围而成;回收等待区传感器设置在回收气缸上;回收电机位于回收传送带端部,驱动回收传送带;
回收码垛模块包括回收码垛区、回收码垛区传感器、合盘提升切入气缸、大回收顶升气缸和小回收顶升气缸;其中回收码垛区位于回收传送带之间,在回收等待区下游;回收码垛区传感器设置在回收传送带内侧;合盘提升切入气缸位于回收传送带的外侧;小回收顶升气缸位于回收码垛区下方;大回收顶升气缸位于小回收顶升气缸下方。
分盘码垛模块还包括限位板;限位板固定设置在入料传送带上。
蜂窝托盘上表面上设置有喷丝头滤网放置孔、吸盘凹槽、托盘定位销、定位孔、切入槽槽面;喷丝头滤网放置孔为若干个均匀设置在蜂窝托盘上表面上;吸盘凹槽设置在蜂窝托盘上表面的对应的两侧;切入槽槽面设置在蜂窝托盘上表面未设置吸盘凹槽的对应的两侧;托盘定位销设置在蜂窝托盘上表面四角上;定位孔分别设置在切入槽槽面的两端;蜂窝托盘下表面上设置有托盘定位孔;托盘定位孔与托盘定位销位置相对应。
通过以上技术方案,本发明提供了一种自动化蜂窝托盘码垛输送回收装置,利用气缸与传送带结合,装满喷丝头或滤网的蜂窝托盘在码垛状态下,逐盘分离运动至工作区,取料完成后,再将空盘码垛回收,以便下次使用,最终实现喷丝头或滤网运送抓取装配的便捷化。具有如下优点:
(1)该装置实现了分盘、上料、回收及码垛自动化,替代人工作业,节省人工成本;
(2)该装置所用蜂窝托盘每盘可容纳64个喷丝头或滤网,可快速批量供料,提高喷丝头或滤网的供料效率;
(3)该装置码垛的蜂窝托盘可连续使用和补充,不间断循环作业,提高蜂窝托盘的使用率,同时也极大节省喷头螺帽装配空间,减少作业面积。
附图说明
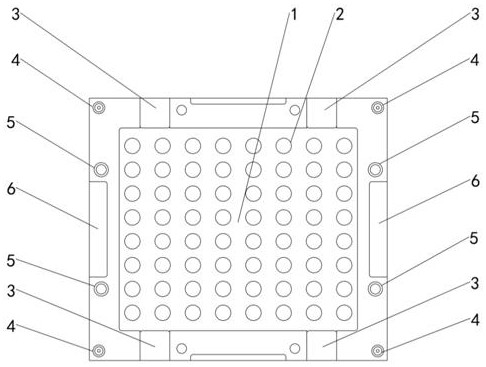
图1示出了本发明蜂窝托盘上表面结构图。
图2示出了本发明蜂窝托盘底面结构图。
图3示出了本发明蜂窝托盘码垛后的侧面结构图。
图4示出了本发明自动化蜂窝托盘码垛输送回收装置的结构示意图。
图5示出了本发明自动化蜂窝托盘码垛输送回收装置的俯视图。
图6示出了本发明自动化蜂窝托盘码垛输送回收装置的斜仰图。
图7示出了本发明蜂窝托盘在四个区域俯视图。
其中,图中1为蜂窝托盘,2为喷丝头滤网放置孔,3为吸盘凹槽,4为托盘定位销,5为定位孔,6为切入槽槽面,7为托盘定位孔,8为切入槽上沿,9为切入槽下沿,10为切入槽,11为上蜂窝托盘,12为下蜂窝托盘,13为码垛好的两个蜂窝托盘,14为合盘提升切入气缸,15为回收码垛区,16为分盘提升切入气缸,17为回收传送带,18为回收电机,19为入料传送带,20为入料分盘等待区,21为工作区域,22为回收气缸,23为定位销,24为定位气缸,25为回收等待区,26为限位板,27为挡边,28为入料电机,29为回收码垛区传感器,30为入料分盘等待区传感器,31为回收等待区传感器,32为工作区域传感器,33为小入料顶升气杠,34为大入料顶升气缸,35为大回收顶升气缸,36为小回收顶升气缸。
具体实施方式
为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行进一步的详细描述。需要说明的是,在不冲突的情况下,本申请的实施例及实施例中的特征可以相互组合。
在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
本发明提供了一种自动化蜂窝托盘码垛输送回收装置,可有效解决喷丝头或滤网输送及批量快速供料的问题,为整个装配自动化提供便利,以解决喷头螺帽装配效率低下这个行业问题,实现了化纤行业内喷头螺帽装配机械全自动化,其结构如图1-7。
如图1-7,本发明提出了一种自动化蜂窝托盘码垛输送回收装置,包括分盘码垛模块、以及依次设置在分盘码垛模块下游的入料输送模块、回收模块和回收码垛模块;
其中分盘码垛模块包括入料传送带19、挡边27、入料分盘等待区20、入料分盘等待区传感器30、小入料顶升气杠33、分盘提升切入气缸16和大入料顶升气缸34;其中挡边27位于入料传送带19两侧;入料分盘等待区20位于入料传送带19中间;小入料顶升气杠33位于入料分盘等待区20底部;大入料顶升气缸34位于小入料顶升气杠33下方;入料分盘等待区传感器30设置在入料传送带19内侧;分盘提升切入气缸16对称设置在两个入料传送带19外侧;
入料输送模块包括入料电机28、工作区域21和工作区域传感器32;其中入料电机28位于入料传送带19端部;工作区域21位于入料传送带19中间区域;工作区域传感器32位于入料分盘等待区20后方,在入料传送带19中间区域的后端部;
回收模块包括回收气缸22、定位气缸24、定位销23、回收等待区25、回收传送带17、回收等待区传感器31和回收电机18;其中回收气缸22位于回收传送带17外侧;定位气缸24位于回收气缸22下方;定位销23与定位气缸24连接,位于回收传送带17外侧;回收等待区25由回收传送带17的中间部分合围而成;回收等待区传感器31设置在回收气缸22上;回收电机18位于回收传送带17端部,驱动回收传送带17;
回收码垛模块包括回收码垛区15、回收码垛区传感器29、合盘提升切入气缸14、大回收顶升气缸35和小回收顶升气缸36;其中回收码垛区15位于回收传送带17之间,在回收等待区25下游;回收码垛区传感器29设置在回收传送带17内侧;合盘提升切入气缸14位于回收传送带17的外侧;小回收顶升气缸36位于回收码垛区15下方;大回收顶升气缸35位于小回收顶升气缸36下方。
为进一步优化技术方案提出了,分盘码垛模块还包括限位板26;限位板26固定设置在入料传送带19上。
为进一步优化技术方案提出了,蜂窝托盘1上表面上设置有喷丝头滤网放置孔2、吸盘凹槽3、托盘定位销4、定位孔5、切入槽槽面6;喷丝头滤网放置孔2为若干个均匀设置在蜂窝托盘1上表面上;吸盘凹槽3设置在蜂窝托盘1上表面的对应的两侧;切入槽槽面6设置在蜂窝托盘1上表面未设置吸盘凹槽3的对应的两侧;托盘定位销4设置在蜂窝托盘1上表面四角上;定位孔5分别设置在切入槽槽面6的两端;蜂窝托盘1下表面上设置有托盘定位孔7;托盘定位孔7与托盘定位销4位置相对应。
本发明的原理和使用方法为:首先把两个装入喷丝头或滤网的蜂窝托盘1通过上蜂窝托盘11的托盘定位销4与下蜂窝托盘12的托盘定位孔7配合码垛,将码垛好的蜂窝托盘1组紧贴限位板26放置到入料传送带19上两个挡边27中间的入料分盘等待区20,有切入槽10和定位孔5的两边平行于挡边27放置,有吸盘凹槽3的面朝上放置,入料分盘等待区传感器30感应后,小入料顶升气杠33执行伸出动作,将已在入料分盘等待区20放置到位且码垛好的两个蜂窝托盘顶升至一定高度,此时位于两侧的分盘提升切入气缸16伸出,伸入上蜂窝托盘11切入槽上沿8与下蜂窝托盘12切入槽下沿9形成的切入槽10的槽面中,将上蜂窝托盘11担住与下蜂窝托盘12隔开,完成分盘后小入料顶升气杠33缩回,将下蜂窝托盘12放置于入料传送带19,入料电机28带动入料传送带19运动,将下蜂窝托盘12运送至工作区域21,工作区域传感器32感应后,入料电机28停止,位于回收气缸22上的定位气缸24伸出,将定位销23伸入上蜂窝托盘11的定位孔5中完成定位,此时大入料顶升气缸34伸出,将上蜂窝托盘11顶起,随后两侧分盘提升切入气缸16缩回,缩回后大入料顶升气缸34进行缩回动作,将上蜂窝托盘11放置于入料传送带19,待工作区域21的下蜂窝托盘12完成取料变为空盘,此时回收气缸22带动定位气缸24及定位销23定位的下蜂窝托盘12移动至回收等待区25的回收传送带17上,回收等待区传感器31感应,回收电机18执行动作带动回收传送带17运动,将下蜂窝托盘12运送至回收码垛区15,回收码垛区传感器29感应,回收电机18停止,与此同时入料电机28带动入料传送带19运动,将上蜂窝托盘11运送至工作区域21,后重复下蜂窝托盘12动作,当上蜂窝托盘11被移动至回收等待区25的回收传送带17上时,回收等待区传感器31感应,此时大回收顶升气缸35执行伸出动作,将下蜂窝托盘12顶起,位于两侧的合盘提升切入气缸14伸入,将下蜂窝托盘12担住,此时大回收顶升气缸35缩回,缩回完成后回收电机18执行动作带动回收传送带17运动,将上蜂窝托盘11运送至回收码垛区15,回收码垛区传感器29感应,回收电机18停止,小回收顶升气缸36伸出,将上蜂窝托盘11顶起通过托盘定位销4与下蜂窝托盘12的托盘定位孔7配合码垛,此时位于两侧的合盘提升切入气缸14缩回,缩回完成后小回收顶升气缸36执行缩回动作,两个蜂窝托盘1分盘、运送、合盘动作过程结束。
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种自动化蜂窝托盘码垛输送回收装置
- 一种自动化蜂窝托盘码垛输送回收装置