用于控制平坦金属产品的冷却的方法
文献发布时间:2023-06-19 09:47:53
本发明涉及用于控制平坦金属产品的冷却的方法。
在钢生产中,但更通常地在金属生产中,存在其中制造热的金属产品且必须使其冷却的数个设备。那些产品的冷却速率对得到期望的显微组织和相关特性至关重要。甚至对高合金钢级更是如此,因为不足的冷却速率可能导致产品的破裂或品质差并丢弃所述产品。这可能特别对在铸造绞线(strand)出口处的板坯或对轧机出口处的板发生。
因此,需要允许控制金属产品的冷却速率的方法。
文献US 3,957,111描述了这样的冷却方法:其中将板坯放入具有接收由板坯通过辐射释放的热的冷却壁的室中。水在压力下在冷却壁内的通道内流动并从那些冷却壁中除去热。水温的控制允许控制板坯冷却速度。气体例如蒸气填充板坯与冷却壁之间的空间以进一步控制板坯的冷却速度。在该方法中难以管理控制,因为必须考虑气体和水的流速二者。此外,所需的设备是重的设备并且冷却时间长。
文献EP 0 960 670描述了这样的冷却方法:其中将板坯浸到还配备有喷嘴以在板坯上喷洒水的水的容器中。特别地,可以调节喷嘴与板坯之间的距离以控制冷却速率。该方法需要大量的水,因为容器需要定期再注满以保证效率。
因此,需要克服上述缺点的允许控制平坦金属产品的冷却速率的方法。
根据本发明的方法在不对金属产品的品质造成不利影响的情况下,允许控制平坦金属产品的冷却速率。例如,所述方法既不涉及对金属产品的不利化学影响,也不具有对可能产生表面缺陷的金属产品的表面的任何物理影响。
该问题通过根据本发明的方法来解决,其中使具有宽面且温度高于400℃的金属产品与固体颗粒的流化床接触,固体颗粒具有循环方向(D)并捕获由金属产品释放的热并将所述捕获的热传递至传递介质,其中:
-使金属产品与固体颗粒接触使得金属产品的宽面与固体颗粒的循环方向(D)平行,
-考虑所述金属产品的产品参数,限定金属产品的热冷却路径,
-注入气体以使固体颗粒以鼓泡状态流化,控制所述气体的注入流速以匹配金属产品的所述限定的冷却路径。
本发明的方法还可以包括分别考虑或根据所有可能的技术组合考虑的以下任选特征:
-限定的冷却路径由不同部分构成,各部分具有给定的冷却速率,以及调节传递介质的流速以达到所述部分的给定的冷却速率,
-传递介质为水,
-传递介质为熔盐,
-传递介质包括纳米颗粒,
-所述水用于产生蒸汽,
-所述方法在具有蒸汽网络的设备内进行,以及将产生的蒸汽注入所述蒸汽网络中,
-金属产品为板坯或板,
-金属产品为钢产品,
-固体颗粒的热容为500J/kg/K至2000J/kg/K,
-流化床中的固体颗粒的密度为1400kg/m
-固体颗粒由氧化铝、SiC或钢渣制成,
-固体颗粒的平均尺寸为30μm至300μm,
-以5cm/秒至30cm/秒的速度注入气体,
-所述气体为空气,
-金属产品为板坯以及将所述板坯放置在流化床内的支撑体上使得所述板坯的边缘与地面平行,
-金属产品包括其表面上的结垢颗粒,所述结垢颗粒通过固体颗粒除去以及将除去的结垢颗粒定期从流化床中排出,
-使金属产品在小于60分钟内从900℃冷却至350℃。
通过阅读参照以下附图给出的以下描述,将更好地理解本发明:
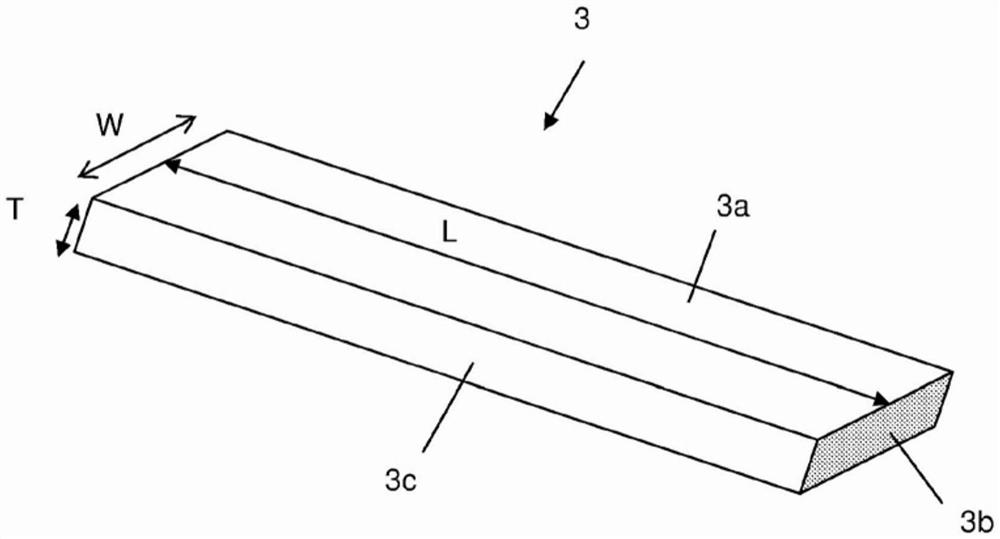
图1示出了板坯
图2示出了进行根据本发明的监测冷却方法的设备的实施方案。
图3示出了不同的流化状态
图4示出了利用根据本发明的方法的冷却曲线
图5是利用根据本发明和现有技术的方法模拟板坯表面的垂直位移的曲线及其图像表示
在图1中示出了作为平坦金属产品的实例的板坯3。所述板坯3具有平行六面体形状,并且包括顶部宽面3a和底部宽面、两个窄面3b和两个边缘3c。宽面限定板坯的宽度W和长度L,所述宽度W通常为700mm至2500mm,长度L为5000mm至15000mm,板坯的厚度T通常为150mm至350mm。更通常地,平坦产品可以限定为平行六面体,其中最小尺寸(例如厚度T)与其他(例如长度L)相比是可以忽略的,例如,最小尺寸至少比最大尺寸小15倍。平行六面体的宽面是不包括最小尺寸的面。平坦产品的另一个实例为板或厚板。
那些平坦产品通常是半成品,这意味着它们将在销售之前经受进一步的制造步骤。对于那些随后的步骤,重要的是避免产品出现缺陷,并且特别是保证其平坦度。例如,如果板坯具有几毫米的垂直弯曲,则在其进一步轧制期间可能增加困难,或者甚至使其不可能轧制,这将意味着丢弃所述板坯。
在图2中示出了进行根据本发明的冷却方法的设备1。该设备1包括其中放置有热的平坦金属产品例如板坯3的室2。室2可以为具有可关闭的开口(通过其可以输送热的金属产品)的封闭室,但其也可以具有开放的顶部或适合于热的金属产品输送的任何配置。热的金属产品3可以通过轧制输送机输送在室2内部,或者可以通过拾取装置例如起重机或任何合适的拾取装置放置在室2内部。室2优选地能够容纳多于一个的平坦产品3。
室2包含固体颗粒并且包括气体注入装置4,注入气体以使固体颗粒流化并形成处于鼓泡状态的固体颗粒的流化床5,固体流化颗粒沿循环方向(D)循环。将热的平坦金属产品3放置到支撑装置上的室2中,使得其宽面3a与流化颗粒的循环方向(D)平行。在一个优选的实施方案中,方向(D)是垂直的,并且将板坯3沿其边缘3c放置在支撑体上使得其宽面与垂直方向平行。这允许提高传热效率,而且避免产品的变形。当放置到室2中时,热的平坦金属产品具有高于400℃的温度,并且为例如板坯或板并可以由钢制成。
如图3所示,存在数种流化的状态。流化是通过其将固体颗粒通过悬浮在气体或液体中而转变成类流体状态的操作。根据流体速度,颗粒的行为不同。在作为本发明之一的气-固体系中,随着流速增加超过最小流化,观察到伴随着气体的鼓泡和沟流的大的不稳定性。在较高的速度下,搅动变得更剧烈并且固体的运动变得更剧烈。此外,床在最小流化下不会扩展到超过其体积太多。在该阶段下,流化床处于鼓泡状态,这是本发明所需的状态以使固体颗粒具有良好的循环并使流化床具有均匀的温度。用于得到给定状态的气体速度取决于数个参数,例如使用的气体的种类、颗粒的尺寸和密度或室2的尺寸。这可以由本领域技术人员容易地处理。
气体可以为氮气或惰性气体,例如氩气或氦气,在一个优选的实施方案中,为空气。优选以5cm/秒至30cm/秒的速度注入,这需要低的通风功率并因此降低能量消耗。控制气体的注入流速以匹配热的金属产品3的限定的冷却路径。考虑待冷却的金属产品的产品参数,首先限定待匹配的冷却路径。特别地,可以考虑金属产品的化学性、其冶金状态或其初始温度和最终温度。例如,可以根据算盘(abacus)来预先确定和/或可以通过在产品上进行的温度测量来在线监测。这对于品质受冷却速率影响的金属产品(例如钢)可能是有利的,而且对于设备调节生产是有利的。
固体颗粒的热容优选为500J/Kg/K至2000J/Kg/K。它们的密度优选为1400kg/m
设备1还包括其中循环有传递介质的至少一个热交换器6,热交换器与流化床5接触。如图1所示,该热交换器可以由以下构成:其中循环有冷传递介质10以将其注入热交换器内的第一管61;其中回收经加热的传递介质11的第二管62;以及连接第一管61和第二管62并穿过室2和流化床5(其中加热来自第一管61的冷传递介质11)的第三管63。利用该设备1,将热的金属产品3浸入到固体颗粒的流化床5中,固体颗粒捕获由热的金属产品3释放的热。这允许金属产品的均匀冷却,因为金属产品的所有部分都与流化固体颗粒接触。固体颗粒通过注入装置4通过气体注入而保持运动并与热交换器6接触,在热交换器6中,固体颗粒将捕获的热释放至内部循环的传递介质。可以调节热交换器内部的介质的流速以控制冷却速率,实际上,热交换器内部循环的介质越多,由固体颗粒释放的热就越多。当待匹配的冷却路径包括具有不同冷却速率的数个部分时,这可能是特别有利的。
在一个优选的实施方案中,在热交换器中循环的传递介质10为加压水,所述加压水一旦通过由流化固体颗粒释放的热加热就变成蒸汽11。加压水的绝对压力可以为1巴至30巴。然后加压水可以通过闪蒸罐7或任何其他合适的蒸汽产生设备变成蒸汽。优选地,水在热交换器内部保持液体。然后,产生的蒸汽11可以通过在设备蒸汽网络内的注入而在金属生产设备内重复使用,例如用于氢气生产或在钢设备的情况下用于RH真空脱气机或CO
在热交换器中循环的传递介质10也可以为允许储存捕获的热的空气或优选在400℃至800℃具有相变的熔盐。传递介质10可以包括纳米颗粒以促进传热。
在另外的实施方案中,金属产品3可以包括其表面上的结垢颗粒。通过与固体流化颗粒的化学或物理相互作用,那些结垢颗粒可以从金属产品3除去并掉落在流化床的底部。在这样的情况下,设备1设置有除垢装置例如可移动的金属网格以经常从流化床中除去结垢颗粒。
利用根据本发明的方法,可以使金属产品在小于60分钟内从900℃冷却至350℃。
根据本发明的方法可以在铸造设备的出口处、在板坯仓库(slab yard)中或者在轧制机架或平整机架的出口处进行。
根据本发明的方法在不对产品特别是对其平坦度造成不利影响的情况下,在遵守给定的冷却路径的同时允许金属产品的快速且均匀的冷却。
根据本发明的方法进一步允许回收由金属产品释放的至少90%的热。此外,根据本发明的设备非常紧凑并且可以适合于可用空间。
实施例
进行模拟以示出如何可以应用根据本发明的方法。模拟结果示于图4中,其中图表示板坯温度随时间的变化。
灰色曲线是必须遵循的预定的冷却路径。该冷却路径包括具有不同冷却速率的三个部分(a、b、c)。
对于该模拟,我们考虑尺寸为12m×1.5m×0.2m的板坯,其对应于约28吨的重量。将初始温度为800℃的板坯放置在包含碳化硅的固体颗粒的设备中。
流化床的温度为400℃。热交换器,如图1所示的使用水作为流体的热交换器用于模拟。在三个部分(a、b、c)之间改变注入以使固体颗粒流化的气体的流速,使得传热系数(heat transfer coefficient,HTC)相应改变,增加的流速意味着增加的HTC。对于部分a、b和c,HTC分别为750W/m
黑色曲线示出所述板坯的温度对时间的变化。如图3可以看出的,随着注入气体的流速的改变,可以使板坯根据预定的冷却路径冷却。
产品影响
进行模拟以评估在根据现有技术和根据本发明的冷却方法的变形方面的产品影响。
在A和B两种情形下,将由商用低碳钢级制成且长度L为10m,宽度W为1m,厚度T为0.25m的板坯放置在包含密度为320kg/m
对于两种情形,模拟所述板坯的变形并示于图5中。
图5首先表示在利用根据现有技术的方法和根据本发明的方法冷却时在垂直方向上的位移沿产品的长度的曲线。在另外两张图片中,该位移直接在产品上表示,并且我们可以看出,当使用根据现有技术的方法时,存在产品的明显弯曲,该产品无法恢复至其初始平坦度。
因此,根据本发明的方法在不对产品造成不利影响并且特别是不涉及所述产品的变形的情况下,允许监测平坦产品的冷却路径。
- 用于控制平坦金属产品的冷却的方法
- 用于测量金属产品平坦度的方法和装置