管桁架多管焊接方法
文献发布时间:2023-06-19 09:47:53
技术领域
本发明属于焊接技术领域,具体地涉及一种管桁架多管焊接方法,是一种在管桁架施工过程中多根管件相贯连接节点的焊接方法。
背景技术
目前,国内的管桁架施工过程中一个节点一般只焊接两根到三根管件,如果超过三根管件则使用铸钢件连接。网状框架结构多使用焊接球、螺栓球进行多根管件连接来构建造型。但是,一方面铸钢件成本较高,另一方面铸钢件表面粗糙,组织分布不均匀不致密,因此铸钢件不适用于高空管桁架多管件连接。焊接球、螺栓球适合网状框架结构,一般要求钢管直径≤75.5mm,然而二者都不适用于直径大于75.5mm的多管件间的焊接。
发明内容
针对上述技术问题,本发明提供了一种管桁架多管焊接方法,旨在解决管桁架施工过程中多管相贯无法焊接的问题,避免多管焊接出现焊接质量问题。
一种管桁架多管焊接方法,通过以下步骤来实施:
S1,首先焊接主桁架上的主弦杆,按照从中间到两边的顺序对主弦杆的接口焊缝进行焊接;
S2,接下来焊接腹杆,对于一根腹杆,先焊接腹杆的坡口大、焊缝接触面大的一端,再焊接腹杆的坡口小、焊缝接触面小的一端,当两个腹杆口型相似,坡口及焊缝一样大小时,按从左向右的顺序焊接;多根腹杆同时交于一个节点且同时相贯时,腹杆分为全焊腹杆和交叠腹杆,先安装全焊腹杆并焊接隐蔽焊缝,检查合格后再安装交叠腹杆,接下来焊接前述交叠腹杆做为全焊腹杆时与其他交叠腹杆的隐蔽焊缝,待交叠腹杆全部完成隐蔽焊缝焊接之后,再对所有腹杆的相贯口进行满焊,满焊时按照大管径、大壁厚、受拉杆、受力较大杆优先的原则进行焊接;
S3,对焊接好的相贯口进行检查,打磨焊缝,清除焊渣,完成焊接工作。
与现有技术相比,本发明的优点在于:
多管相贯焊接时不再受管径≤75.5mm的限制,通过控制焊接顺序来保证焊接质量,避免杆件漏焊引起焊接缺陷,节约了工程成本。
作为优选,本发明进一步的技术方案为:
步骤S1中,对主弦杆的接口焊缝进行焊接具体为:主弦杆和主弦杆间的管口采用十字插板对接,先焊接主桁架中间的主弦杆接口,中间主弦杆焊接完毕后再对称焊接两边主弦杆的接口。
附图说明
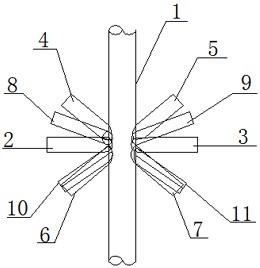
图1是在主弦杆上安装腹杆一和腹杆二的示意图;
图2是安装腹杆三和腹杆四的示意图;
图3是安装腹杆五和腹杆六的示意图;
图4是安装腹杆七和腹杆八的示意图;
图5是安装腹杆九和腹杆十的示意图;
附图标记说明:
1、主弦杆;2、腹杆一;3、腹杆二;4、腹杆三;5、腹杆四;6、腹杆五;7、腹杆六;8、腹杆七;9、腹杆八;10、腹杆九;11、腹杆十。
具体实施方式
下面将结合具体实施来进一步描述本发明。应当理解,以下描述仅用于清楚地说明本发明,而非对其进行限制。
管桁架一般由主弦杆和腹杆组成,主弦杆也称作主管,腹杆也称作支管。本发明的焊接方法以主弦杆1为φ356×10mm,腹杆一至腹杆六为φ219×5mm,腹杆七至腹杆十为φ180×6mm的钢管为例进行说明,其中腹杆一2至腹杆十11在主弦杆1上相贯于一个节点。
当多根腹杆同时相交于一个节点且同时相贯时(类似于焊接球的情况),腹杆分为全焊腹杆和交叠腹杆,交叠腹杆端头有一部分与全焊腹杆交叉重叠。
参考图1至图5,一种管桁架多管焊接方法,通过以下步骤来实施:
S1,首先对主弦杆接口进行焊接,主弦杆和主弦杆间的管口采用十字插板对接,先焊接主桁架中间的主弦杆1之间的接口,中间位置的主弦杆1焊接完毕后,再对称地焊接两边主弦杆的接口,完成主弦杆的焊接以防止其因受热不均而发生变形。
S2,主弦杆1焊接完成后,安装腹杆一2和腹杆二3,以腹杆一2为例,焊接时先焊接坡口大、焊缝接触面大的一端,再焊接坡口小、焊缝接触面小的一端,当腹杆的口型相似,坡口及焊缝一样大小时,按从左向右的顺序焊接,即先焊接腹杆一2,再焊接腹杆二3;腹杆一2和腹杆二3为全焊腹杆,腹杆三4和腹杆四5为交叠腹杆,腹杆一2和腹杆二3与腹杆三4和腹杆四5交叠的部分因被交叠腹杆遮住而隐蔽,所以要对腹杆一2和腹杆二3被交叠的部分先进行隐蔽焊接(即焊接隐蔽焊缝)以保证腹杆的焊接质量,由于在安装前已经确定好了全焊腹杆和交叠腹杆分别交叠的位置所在,并将其用标记出来,所以可以提前进行隐蔽焊接,焊接完成后检查隐蔽焊缝是否合格;之后按从左到右安装腹杆三4和腹杆四5,此时,腹杆三4和腹杆四5分别相对于腹杆七8和腹杆八9为全焊腹杆,对腹杆三4和腹杆四5焊接隐蔽焊缝;以同样的方式,再从左到右安装腹杆五6和腹杆六7,腹杆五6和腹杆六7分别相对于腹杆九10和腹杆十11为全焊腹杆,对腹杆五6和腹杆六7焊接隐蔽焊缝;接下来从左到右安装腹杆七8和腹杆八9,焊接隐蔽焊缝,最后从左到右安装腹杆九10和腹杆十11,焊接隐蔽焊缝,即安装原则为先安装全焊腹杆,再安装交叠腹杆。
所有的全焊腹杆和交叠腹杆都安装完毕,交叠部分都完成隐蔽腹杆焊接并且检查合格之后,再对所有腹杆的相贯处进行满焊,满焊时按照“大管径、大壁厚、受拉杆、受力较大杆”优先原则,即先对全焊支管优先进行焊接。本实施例中,腹杆一2至腹杆六7管径(φ219×5)大于腹杆七8至腹杆十11管径(φ180×6),且腹杆一2和腹杆二3为主要受力杆件,故第一步将处于左侧的腹杆一2满焊,再将腹杆一2对应的腹杆二3满焊;接下来对腹杆三4和腹杆五6按从左往右的顺序满焊;然后对腹杆四5和腹杆六7按从左往右的顺序满焊;之后先焊接腹杆七8再焊接腹杆八9,分别进行满焊;最后先焊接腹杆九10再焊接腹杆十11,分别进行满焊。
S3,对焊接好的相贯口进行检查,避免出现焊接缺陷,打磨焊缝,清除焊渣以保证焊接质量,清理完毕后完成多管相贯焊接。
本发明的方法解了决管桁架施工过程中多管相贯无法焊接的问题,避免多管(10个相贯口)焊接时因杆件漏焊而出现焊接质量问题,控制焊接外观与质量,简化工序,进而提高焊接工作效率和准确性,尽可能的减少人力物力,节省工程成本。
以上所述仅是本发明的优选实施方式。本领域技术人员可以在不脱离本发明的思想和范围的条件下做出各种修改和等同变化,这些修改和变化均涵盖在本发明的范围内。
- 管桁架多管焊接方法
- 片状管桁架的防变形焊接方法