一种工程胎内衬层外复合机控制系统
文献发布时间:2023-06-19 10:05:17
技术领域
本发明涉及轮胎生产设备领域,具体为一种工程胎内衬层外复合机控制系统。
背景技术
内衬层复合胶料是工程车胎的重要组成部分,由于工程车胎属于特种车胎的一部分,产量相对较低,所以在贴内衬层复合胶料时是通过人工来完成的,而内衬层复合胶料是由四层宽度厚度不同的胶片复合在一起,而且每层胶片的宽度较宽,重量较重,人工将四种胶片裁切并复合在一起时很难将四种胶片完全对中,并且在这个过程中有一个重要环节是需要工人手压轮在复合好的内衬层上来回滚压让四层胶片更好地粘在一起,同时还需要拿刺锥在复合好的内衬层上扎好多孔用来排出各层胶片间的空气,这个过程就会出现三个影响轮胎品质的情况,内衬层四层胶片复合对中不好,四层胶片复合不能完全成为一个整体,各层胶料间的空气不能完全排出。
所以,人们需要一种工程胎内衬层外复合机控制系统来解决上述问题。
发明内容
本发明的目的在于提供一种工程胎内衬层外复合机控制系统,以解决上述背景技术中提出的问题。
为了解决上述技术问题,本发明提供如下技术方案:一种工程胎内衬层外复合机控制系统,包括:1756系列中央处理器、触摸屏、P40系列变频器、K5700系列伺服、纠偏系统、千层压辊装置和刺辊组件,所述触摸屏上设定有生产线速度V,所述生产线速度V根据生产需求随时改变,所述P40系列变频器的输出端与所述1756系列中央处理器的输入端连接,所述1756系列中央处理器的输入端与所述K5700系列伺服的输出端连接,所述1756系列中央处理器的输出端与所述纠偏系统的输入端连接,所述纠偏系统的输出端与所述1756系列中央处理器的输入端连接,所述1756系列中央处理器与所述纠偏系统通过以太网进行双向通信,所述1756系列中央处理器的输入端与所述触摸屏的输出端连接,所述触摸屏中存储有输入的胶片宽度和已建立的配方画面的数据,所述纠偏系统中设置有检测探头,所述检测探头用于测量胶片的实际宽度,所述胶片的实际宽度与配方宽度对比得出比较结果,根据所述比较结果计算补偿量,胶片的实际宽度与输入的胶片宽度对比后,若两者宽度相同,位置偏差信号为0,若两者的宽度不相同,纠偏电机应往哪个方向移动和移动的值为多少即为所述补偿量,计算补偿量需要将胶片位置偏差的信号输入给信号处理放大器,放大器由此计算出为了纠正两者的纠偏电机应该移动的方向和移动的距离(具体纠偏补偿量的计算属于纠偏的开发程序,是现有技术),内衬层外复合机系统的发明让工程车的轮胎品质有了很大的提升,提高了生产效率,节约了劳动力。
进一步的,所述千层压辊装置包括滑块、耳轴支座、紧凑型气缸、千层压辊、耳轴支撑件和耳轴安装件,所述滑块设置在所述千层压辊的两端,所述滑块的左下端设置有耳轴支座,所述耳轴支座的左下方设置有紧凑型气缸,所述耳轴支座内部设置有耳轴支撑件和耳轴安装件,所述耳轴安装件呈不闭合的圆环形,所述耳轴安装件固定在所述耳轴支撑件上下两端;所述刺辊组件包括刺辊移动组件、刺辊、推力轴承和前压轮,所述刺辊移动组件用于调节刺辊的位置,所述刺辊设置在所述刺辊移动组件内部,所述刺辊移动组件的底部设置有前压轮,所述刺辊移动组件左侧设置有推力轴承,所述前压轮和所述推力轴承用于移动所述刺辊移动组件。
进一步的,所述千层压辊设置在胶片每一层的复合位置,所述千层压辊由300片每片5 毫米厚度的辊片组成,所述300片的辊片分为20个区域,所述20个区域通过所述1756系列中央处理器程序控制给定不同的压力值,所述20个区域用于使胶片复合的不同位置受到不同的压力,千层压辊装置让胶片完全充分复合而不会发生变形从而影响胶片的质量,所述千层压辊的整体结构的设置提升了内衬层复合的质量。
进一步的,所述千层压辊的压力值是通过配方给定的,所述配方是指客户根据自己的需求制定的每种胶片的宽度以及胶料的厚度等数据,客户有不同的需求,千层压辊的压力值可以相应作改变,满足了不同客户的需求,提高了产品的销售量。
进一步的,所述刺辊设置在每层胶片的结合处,所述刺辊在所述千层压辊的后方,所述刺辊的位置是可调的,所述刺辊的压力由模拟量模块通过比例阀根据胶料厚度随时进行调整,刺辊位置可调节便于保证每层胶片的搭接处分布均匀排气孔,以便让空气完全排出。
进一步的,所述刺辊包括刺辊辊筒和刺针,所述刺针设置在刺辊辊筒的表面,所述刺针便于在复合好的内衬层上扎均匀的排气孔,可以通过所述模拟量模块调整所述刺辊的压力,避免所述刺针刺到皮带。
进一步的,所述模拟量模块是将远程现场的模拟量信号采集至计算机的设备,所述模拟量模块中存储有胶料的厚度数据,所述胶料的厚度数据作为比例阀调整刺辊压力的依据,所述模拟量模块提供的数据便于在了解清楚胶料的厚度后对刺辊的压力进行调整,提高了刺辊压力调整的准确性。
进一步的,所述纠偏系统用于使前段工序生产的胶料从工字轮输送出来后先通过所述纠偏系统再到输送皮带上,使所述胶料处在输送皮带的正中间,所述工字轮为收料卷取的装置,所述工字轮的半径设置为R,所述工字轮的半径R通过测距传感器实时采集,实时采集的数据具有一定的准确性和实用性,能够配合生产的产品做出实时的调整,便于提高产品生产的效率,所述工字轮的实时周长为C=2πR,所述工字轮的负载转速为N1=V/C。
进一步的,所述纠偏系统通过纠偏电机对胶片进行定中控制,所述定中控制的方法是:所述胶片通过所述纠偏系统时,所述纠偏电机上的摄像头会检测出所述胶片的实际宽度,所述胶片的实际宽度和设定的配方宽度进行对比,再计算出需要所述纠偏电机需要移动的方向和需要移动的值,所述纠偏电机的转速为N2=N1*i,所述i为减速机的机速比,所述纠偏电机的转速设置为N,所述纠偏电机的运转频率为H
进一步的,所述控制系统采用的是AB控制系统,纠偏系统的通讯协议是EthernetIP, 所述通讯协议和所述AB控制系统的通讯协议相同,所述纠偏系统上设置有IP地址的拨码开关,所述纠偏系统上的IP地址设置成和所述AB控制系统上配置的相同的IP地址,所述纠偏系统通过连接网线后PLC找到所述IP地址,所述纠偏系统和所述AB控制系统通过设置相同的IP地址进行通讯和交换数据,将纠偏系统和控制系统配置相同的IP地址,有利于两种系统顺利进行通讯和交换数据,提高了纠偏系统的工作效率。
与现有技术相比,本发明所达到的有益效果是:工程胎内衬层外复合机控制系统的发明首先让工程车的轮胎品质有了很大的提升,其次是提高了生产效率,节约了劳动力,人工将四种胶片裁切并复合在一起时很难将四中胶片完全对中,需要工人手压轮在复合好的内衬层上来回滚压让四层胶片更好地粘在一起,同时还要拿刺锥在复合好的内衬层上扎好多孔用来排出各层胶片间的空气,之前至少需要四个工人去完成所有的工序,工作量大而且生产出来的内衬层品质低,现在通过添加一系列的系统和装置提升了内衬层的品质:
1、在每一层胶片复合前安装纠偏控制,按照输送带的宽度定制检测量程,纠偏系统定中的方法是:在胶片通过纠偏时,纠偏上的摄像头会检测处胶片的实际宽度,然后和设定的输入配方宽度进行对比,计算出需要纠偏电机需要往哪个方向移动和移动的值是多少,纠偏系统的添加和纠偏定中方法实现了四层胶片复合时完全对中的效果;
2、发明了千层压辊装置,在每层复合位置都添加了千层压辊,通过配方给定的数据设置千层压辊的压力值(配方按照客户自己的需求自己制定),千层压辊由300片每片5毫米厚度的辊片组成,300片的辊片分为20个区域,20个区域通过1756系列中央处理器程序控制给定不同的压力值,20个区域用于使胶片复合的不同位置受到不同的压力,千层压辊装置让胶片完全充分复合而不会发生变形从而影响胶片的质量,千层压辊的添加让胶片完全充分复合从而成为一个整体,千层压辊的整体结构的设置提升了内衬层复合的质量;
3、通过添加刺辊装置让复合好的内衬层完全排空空气,同时,刺辊的位置设计成可调,刺辊的压力由模拟量模块通过比例阀根据胶料厚度随时调整,模拟量模块中存储有不同的胶料的厚度数据,保证了每层胶片搭接处的排气孔能够均匀地分布,从而让空气完全排出,同时保证刺辊不会刺到皮带,大大提升了内衬层的质量,从而提升了轮胎的质量。
4、根据生产需求的改变将收料卷取的速度设置为和生产输送带的速度互相匹配(可以通过调节减速机速比来匹配两者的速度),使得整个生产线顺利地进行,从而进一步提高了产品生产的效率。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
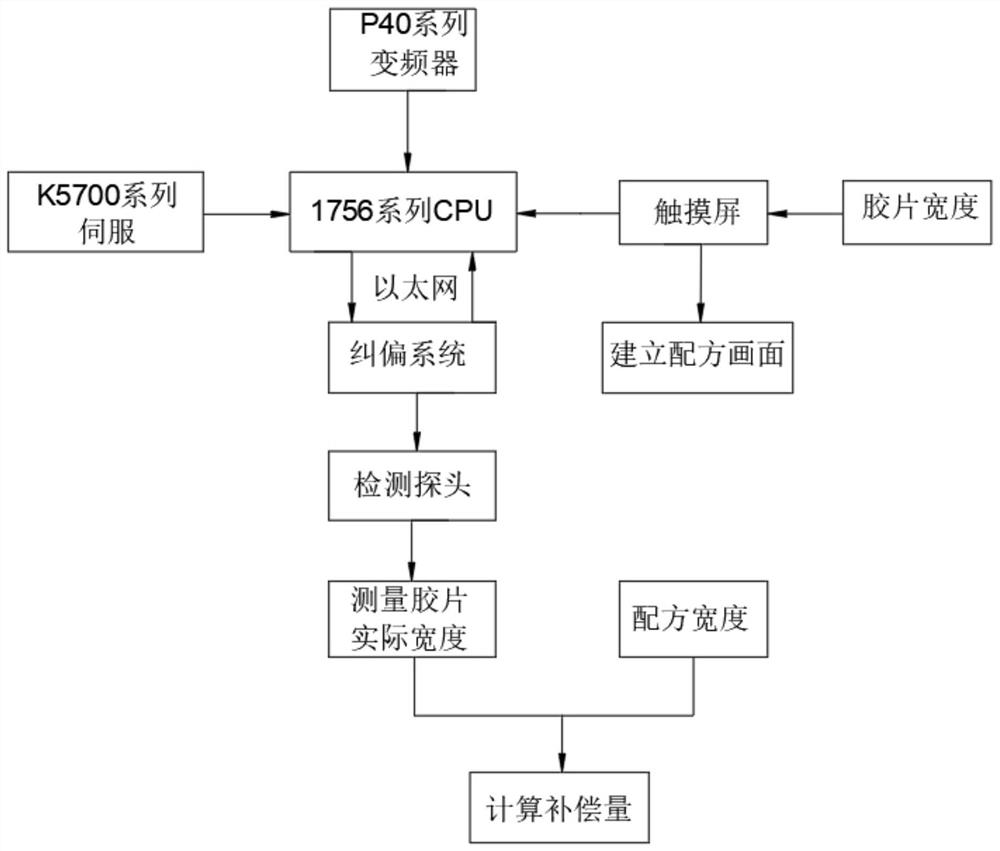
图1是本发明一种工程胎内衬层外复合机控制系统的纠偏控制的流程图;
图2是本发明的千层压辊装置的主视图;
图3是本发明的千层压辊装置的后视图;
图4是本发明的刺辊组件的主视图;
图5是本发明的刺辊组件的后视图;
图6是本发明的刺辊的结构示意图;
图中:1、滑块;2、耳轴支座;3、紧凑型气缸;4、千层压辊;5、耳轴支撑件;6、耳轴安装件;7、刺辊移动组件;8、刺辊;9、推力轴承;10、前压轮;11、刺辊辊筒;12、刺针。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-6,本发明提供技术方案:一种工程胎内衬层外复合机控制系统,包括:1756 系列中央处理器、触摸屏、P40系列变频器、K5700系列伺服、纠偏系统、千层压辊装置和刺辊组件,触摸屏上设定有生产线速度V,生产线速度V根据生产需求随时改变,P40系列变频器的输出端与1756系列中央处理器的输入端连接,1756系列中央处理器的输入端与K5700系列伺服的输出端连接,1756系列中央处理器的输出端与纠偏系统的输入端连接,纠偏系统的输出端与1756系列中央处理器的输入端连接,1756系列中央处理器与纠偏系统通过以太网进行双向通信,1756系列中央处理器的输入端与触摸屏的输出端连接,触摸屏中存储有输入的胶片宽度和已建立的配方画面的数据,纠偏系统中设置有检测探头,检测探头用于测量胶片的实际宽度,胶片的实际宽度与配方宽度对比得出比较结果,根据比较结果计算补偿量,胶片的实际宽度与输入的胶片宽度对比后,若两者宽度相同,位置偏差信号为0,若两者的宽度不相同,纠偏电机应往哪个方向移动和移动的值为多少即为补偿量,计算补偿量需要将胶片位置偏差的信号输入给信号处理放大器,放大器由此计算出为了纠正两者的纠偏电机应该移动的方向和移动的距离(具体纠偏补偿量的计算属于纠偏的开发程序,是现有技术),进而对四层胶片复合时进行完全对中。
千层压辊装置包括滑块1、耳轴支座2、紧凑型气缸3、千层压辊4、耳轴支撑件5和耳轴安装件6,滑块1设置在千层压辊4的两端,滑块1的左下端设置有耳轴支座2,耳轴支座2的左下方设置有紧凑型气缸3,耳轴支座2内部设置有耳轴支撑件5和耳轴安装件6,耳轴安装件6呈不闭合的圆环形,耳轴安装件6固定在耳轴支撑件5上下两端;刺辊组件包括刺辊移动组件7、刺辊8、推力轴承9和前压轮10,刺辊移动组件7用于调节刺辊8的位置,刺辊8设置在刺辊移动组件7内部,刺辊移动组件7的底部设置有前压轮10,刺辊移动组件7左侧设置有推力轴承9,前压轮10和推力轴承9用于移动刺辊移动组件7。
千层压辊4设置在胶片每一层的复合位置,千层压辊4由300片每片5毫米厚度的辊片组成,300片的辊片分为20个区域,20个区域通过1756系列中央处理器程序控制给定不同的压力值,20个区域用于使胶片复合的不同位置受到不同的压力,用于胶片复合不同位置受到千层压辊4施加的不同压力而充分复合,并且不会发生变形,影响胶片的质量,千层压辊4 的整体结构的设置用于提高内衬层复合的质量。
千层压辊4的压力值是通过配方给定的,配方是指客户根据自己的需求制定的每种胶片的宽度以及胶料的厚度等数据,客户有不同的需求,千层压辊的压力值可以相应作改变,满足不同客户的需求也可以提高产品的销售量。
刺辊8设置在每层胶片的结合处,刺辊8在所述千层压辊4的后方,刺辊8的位置是可调的,刺辊8的压力由模拟量模块通过比例阀根据胶料厚度的不同随时进行调整,用于保证每层胶片的搭接处分布均匀的排气孔,从而让空气完全排出。
刺辊8包括刺辊辊筒11和刺针12,刺针12设置在刺辊辊筒11的表面,刺针12用于在复合好的内衬层上扎均匀的排气孔,可以通过模拟量模块调整刺辊8的压力,避免刺针12刺到皮带。
模拟量模块是将远程现场的模拟量信号采集至计算机的设备,模拟量模块中存储有胶料的厚度数据,胶料的厚度数据作为比例阀调整刺辊8压力的依据,胶料的厚度数据用于准确判断不同胶料的厚度,从而精确地调整刺辊8的压力。
纠偏系统用于使前段工序生产的胶料从工字轮输送出来后先通过纠偏系统再到输送皮带上,使胶料处在输送皮带的正中间,工字轮为收料卷取的装置,工字轮的半径设置为R,工字轮的半径R通过测距传感器实时采集,实时采集的数据具有一定的准确性和实用性,能够配合生产的产品做出实时的调整,便于提高产品生产的效率,工字轮的实时周长为C=2πR,工字轮的负载转速为N1=V/C,收料卷取的速度需要与生产输送带的速度互相匹配,可以通过减速机来实现。
纠偏系统通过纠偏电机对胶片进行定中控制,定中控制的方法是:胶片通过纠偏系统时,纠偏电机上的摄像头会检测出胶片的实际宽度,胶片的实际宽度和设定的配方宽度进行对比,再计算出需要纠偏电机需要移动的方向和需要移动的值,纠偏电机的转速为N2=N1*i,i为减速机的机速比,纠偏电机的转速设置为N,纠偏电机的运转频率为 H
控制系统采用的是AB控制系统,纠偏系统的通讯协议是Ethernet IP,所述通讯协议和所述AB控制系统的通讯协议相同,所述纠偏系统上设置有IP地址的拨码开关,所述纠偏系统上的IP地址设置成和所述AB控制系统上配置的相同的IP地址,所述纠偏系统通过连接网线后PLC找到所述IP地址,所述纠偏系统和所述AB控制系统通过设置相同的IP地址进行通讯和交换数据,将纠偏系统和控制系统配置相同的IP地址,用于两种系统顺利进行通讯和交换数据,能够提高纠偏系统的工作效率。
实施例一:设定生产线速度V为100cm/分钟,设定卷取工字轮的半径R为0.3cm(实际工字轮的半径由测距传感器进行实时采集),设定电机的转速N为3600转/分钟,设定减速机速比i为60:1,当前电机转速为N2,当前电机运转频率为H
本发明的工作原理:整个系统采用的是AB控制系统,CPU选用的是1756系列,变频器选用的是P40系列,伺服选用的是K5700系列,在每个导开工位上添加纠偏系统(纠偏系统按照输送带的宽度来定制检测量程),纠偏系统通过以太网和1756系列中央处理器进行双向通讯和交换数据,在触摸屏上建立配方画面,输入每一种胶片的宽度,这些数据将经过以太网传输给各个纠偏,纠偏控制接收这些数据后通过检测探头测量胶片的实际宽度,并与输入的胶片宽度进行对比,计算出补偿量(补偿量即计算需要纠偏电机往哪个方向移动以及移动的值是多少),通过纠偏电机对胶片进行定中控制:前段工序生产的胶料从工字轮上输送出来后先通过纠偏再到输送皮带上,使得胶料能处在输送皮带的正中间,起到胶料输送纠正的功能,同时,想要纠偏系统与整个控制系统进行通讯和交换数据,必须将纠偏上的IP地址配置为和AB控制系统中配置的IP地址相同,这样连上网线后PLC才能找到这个IP地址 (纠偏上设置有IP地址的拨码开关且纠偏的通讯协议和AB控制系统的通讯协议相同,都是 Ethernet IP),同时,再每层复合位置添加千层压辊4,与老式一体压辊不同的是,将压辊做成由300多片每片5毫米厚度的辊片组成,并将这300多片的辊片分为20个区域,这20个区域将通过CPU程序控制给定不同的压力值,让胶片复合的不同位置受到不同的压力,这样就能确保胶片充分复合且不会发生变形,最后,在每层胶片的结合处添加了刺辊8,刺辊8设置在千层压辊4的后面,刺辊8位置设置成可调,刺辊8的压力由模拟量模块通过比例阀根据胶料的不同的厚度进行随时调整,以保证每层胶片的搭接处分布这均匀的排气孔,从而能让空气完全排出,同时能够保证刺针12不会刺到皮带,本发明让工程车的轮胎品质有了很大的提升,节约了劳动力并提高了生产效率。
最后应说明的是:以上所述仅为本发明的优选实例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种工程胎内衬层外复合机控制系统
- 一种便于移动的工程胎内衬层外复合机用电气控制柜