一种氧化铝纤维增强的耐高温抗冲刷保温材料的制备方法
文献发布时间:2023-06-19 10:16:30
技术领域
本发明属于陶瓷基复合材料技术领域,尤其涉及一种耐高温抗冲刷保温材料及其制备方法。
背景技术
氧化铝陶瓷纤维具有耐高温、高强度、高刚度、低密度、耐腐蚀、高弹性及适合编织等优异性能,主要与耐高温涂料/氧化铝基体复合,得到优良韧性的氧化铝纤维增强的复合材料。
氧化铝纤维增强的陶瓷基复合材料具有低密度、高比强、高比模、耐高温、抗氧化、可靠性好等特点,作为高温隔热、高温绝热、高温冲刷、超低温以及低温保温等结构承力材料广泛的应用于高性能航空发动机、高温炉业、重型汽车尾气排放装置及航天火箭等领域。其在耐烧蚀方向具有天然优势。传统烧蚀材料(包括低密度烧蚀材料和高密度烧蚀材料)以酚醛树脂、环氧树脂、有机硅树脂、聚四氟乙烯等为烧蚀基体,以纤维、酚醛微球、玻璃微球和玻璃钢蜂窝等作为填充剂或增强材料复合而成。在高热流气动冲刷时,可以发挥高效烧蚀作用,确保飞行器内部结构状态稳定。然而该类型材料密度相对较大,导热系数较大,难以长时烧蚀/隔热,并且烧蚀后易于产生表面脱落、剥离现象,无法维持气动外形。基于此,人们开发出了刚性陶瓷瓦;刚性陶瓷瓦是美国航天飞机大面积热防护所采用的主要方案。它由耐高温陶瓷纤维高温烧结而成,具有较高的技术成熟度。然而,该类型材料存在脆性大、变形能力差、装配复杂,周期长,维护成本高等缺点,并且最高耐温也只有1600℃,难以满足未来高音速飞行器的热防护需求。针对刚性陶瓷瓦存在的不足,人们相继开发出了几种将刚性隔热瓦和气凝胶隔热材料复合的技术;如:申请公布号为CN103449825A、申请公布号为CN108116002A所公开的技术;在CN103449825A中,其公开了一种微烧蚀隔热复合材料包含烧蚀树脂和刚性隔热材料,所述刚性隔热材料包含陶瓷基体和气凝胶材料,通过将配制的气凝胶前驱体溶液真空浸渍刚性基体,再经溶胶-凝胶、溶剂置换和超临界干燥后获得刚性隔热材料。该技术通过气凝胶材料与陶瓷基体的复合,实现了材料的高效隔热,加入的烧蚀树脂实现了材料的高效烧蚀隔热目的。但该材料隔热性能仍有改进空间,存在飞行可靠性方面的风险。同时该技术所制备的材料很难在2000摄氏度以上进行有效的工作。申请公布号为CN108116002A的中国专利申请公布文件通过对气凝胶复合隔热材料芯层进行打孔,并在芯层的上表面和下表面分别铺覆编织物,缝合后得到夹层结构预制件,然后使用陶瓷前驱体溶液多次浸渍夹层结构预制件,烧结后得到高面板强度的夹层结构热防护材料。多次浸渍赋予了材料较高的强度,但也大幅度提高了材料的密度,不适用于对材料具有质轻要求的应用场景。而且由于其需要反复浸渍(浸渍次数过多),导致产品的生产成本极高。
针对目前现有技术中制备耐高温抗冲刷氧化铝保温复合材料存在制备周期长、工序过多、耗时过长、产品耐高温性能差、产品预制体的形式比较单一、不能满足很多应用领域的产品需求,本发明首次设计并制备了一种能同时满足耐高温抗冲刷保温绝热以及耐高温抗冲刷保温绝缘要求的材料。
发明内容
针对现有技术中,本发明提出一种高效制备高性能耐高温抗冲刷保温材料的方法,此材料的增强体为连续氧化铝纤维。
本发明所提供的方法能获得耐高温、抗燃气冲刷和保温隔热/绝缘的复合材料。
为了实现本发明的目的,本发明提供了一种耐高温抗冲刷氧化铝纤维增强保温复合材料的制备方法,具体包括以下步骤:
S1.氧化铝预制体的制备:
根据需求制备带有孔隙的氧化铝预制体;
S2.制备耐高温涂料的浆料:
将陶瓷粉体、溶剂、分散剂、粘接剂按比例置于球磨罐中球磨混合均匀,然后加入氨水将pH值调至7~9,或加入酸性溶液将pH值调至3~5,搅拌均匀,制得氧化铝纤维耐高温涂层浆料;
S3.制备氧化铝预制体耐高温涂层:
将上述S1氧化铝预制体浸泡在改性剂中,浸泡完成后,用pH 3~5或9~10的水溶液冲洗,得到改性后坯体;然后将S2所得浆料浸渍和/或涂覆和/或沉积到改性后的坯体上;在400~1200℃的高温下进行烧结处理;在预制体纤维表面获得50~500nm的均匀高温涂层;所述改性剂选自聚乙烯亚胺(PEI)、聚醋酸乙烯酯(PVA)、聚乙二醇(PEG)、聚甲基丙烯酸甲酯、丙烯酸树脂中的至少一种;
S4制备复合材料坯体;将S3所得带有耐高温涂层的氧化铝预制体置于氧化铝基体浆料中进行压力浸渍制得复合材料坯体,
S5低温烧结制备氧化铝基体复合材料:复合材料坯体经烧结,制得耐高温抗冲刷氧化铝基体复合材料。
当应用需求要求材料可成型性能优异、密度低、热导率低、绝热和绝热高时,产品只需要进行S1-S3步。当产品要求使用次数多、使用寿命长、力学性能要求高时,需要进一步进行S4和S5的制备步骤。
其中S4的具体操作为:
将氧化铝陶瓷粉体、石墨烯、溶剂、分散剂、粘结剂和造孔剂按比例置于球磨罐中球磨混合均匀,然后加入氨水将pH值调至7~9,或加入酸性溶液将pH值调至3~5,搅拌均匀,制得氧化铝基体浆料;
将S3所得带有耐高温涂层的氧化铝预制体置于氧化铝基体浆料中进行压力浸渍,然后将氧化铝预制体在模具中抽真空加压,取出后再放置到热压机上进行热压,热压温度为100~350℃、优选为150~250℃,热压时间为2~10h、优选为3~8h,制得复合材料坯体;
其中S5的具体操作为:
将所述复合材料坯体置于高温炉中烧结,烧结温度为800~1400℃、优选为1000~1300℃,保温时间为0.5~5h、优选的方案为1~3h,制得耐高温抗冲刷氧化铝基体复合材料。
作为优选方案,氧化铝预制体制备时,根据实际需求,将氧化铝纤维制备成不同形状、不同密度、不同用途的预制体,包括(1)采用氧化铝纤维浆制备成超轻、多孔的氧化铝纤维棉;(2)用连续氧化铝纤维束编织成正交、斜纹、缎纹的氧化铝纤维布;(3)用氧化铝纤维束采用斜纹、平纹或缎纹的方式编织成织带;(4)用氧化铝纤维束或氧化铝编织绳编织成套管;(5)采用氧化铝纤维纸浆制备成预制体;(6)将氧化铝纤维布、氧化铝棉和氧化铝纺织线编织成氧化铝纤维毡。进一步的,本发明中所述氧化铝预制体包括氧化铝纸、氧化铝棉、氧化铝纤维布、氧化铝毡、氧化铝编织带、氧化铝套管、氧化铝编织绳。
作为进一步的优选方案,所述氧化铝纸密度为0.1~1.5g/cm
作为进一步的优选方案,所述氧化铝棉密度为0.1~1.5g/cm
作为进一步的优选方案,所述氧化铝布体密度为0.2~2.8g/cm
作为进一步的优选方案,所述氧化铝毡由氧化铝纤维布、氧化铝棉和氧化铝纺织线组成,上下为两层氧化铝纤维厚布、中间为氧化铝棉,所述每股氧化铝纺织线由100~2000根连续氧化铝纤维组成,所述毡在-250~1600℃的导热系数为0.001~0.45W/(m·K)。
作为进一步的优选方案,所述氧化铝编织带体密度为0.5~2.8g/cm
作为进一步的优选方案,所述氧化铝编织套管体密度为0.5~2.5g/cm
作为优选方案,所述改性剂中含有聚乙烯亚胺(PEI)、聚醋酸乙烯酯(PVA)、聚乙二醇(PEG)、聚甲基丙烯酸甲酯中至少一种。作为进一步的优选方案,所述改性剂中含有聚乙烯亚胺(PEI)、聚醋酸乙烯酯(PVA)、聚乙二醇(PEG)、聚甲基丙烯酸甲酯。作为更进一步的优选方案,所述改性剂由聚乙烯亚胺(PEI)、聚醋酸乙烯酯(PVA)、聚乙二醇(PEG)、聚甲基丙烯酸甲酯、按质量比1:1:1:2组成。改性剂所用溶剂优选为丙酮、二甲苯、乙醇中的至少一种。
作为优选方案;改性剂中聚乙烯亚胺(PEI)的质量百分浓度为1%-15%、进一步优选为2-10%;聚醋酸乙烯酯(PVA)的质量百分浓度为1%-18%、进一步优选为2-12%;聚乙二醇(PEG)的质量百分浓度为1%-20%,进一步优选为2-15%。
作为优选方案,S2中,陶瓷粉体选自LaPO
作为优选方案,S2中,溶剂选自去离子水、乙醇中的至少一种。
作为优选方案,S2中,分散剂选自丙烯酸类树脂、聚氨酯树脂乳液、聚羧酸基共聚物中的至少一种。
作为优选方案,S2中,粘接剂选自纤维素衍生物、丙烯酸类树脂、聚醋酸乙烯酯、聚乙二醇中的至少一种。
作为优选方案,S2中,陶瓷粉体、溶剂、分散剂、粘接剂的质量比为20~70: 75~30:0.2%~5%:0.5%~10%。
作为优选方案,S3中,将上述S1氧化铝预制体浸泡在改性剂中至少20min、优选为20~60min后,用pH 3~5或9~10的水溶液冲洗至洗液中改性剂的浓度为0.1-1mol/L,得到改性后坯体,改性后坯体在80~250℃干燥处理,处理时间至少20min,优选为30~120min。
作为优选方案,S3中,浸渍的工艺为:惰性气氛加压,压力为0.1~10MPa,优选的方案为0.1~5MPa,浸渍时间为20~300min。
作为优选方案,S3中,涂覆的工艺为:采用涂覆工装对预制体进行涂刷,涂刷烘干后预制体的增重范围控制在0.05~10 %,优选为0.1~5%。
作为优选方案,S3中,沉积的工艺为:沉积温度为500~1200℃,沉积时间为20~600min,沉积压力位100~10000 Pa ,优选为500~5000Pa。
本发明与现有技术相比较,其制备耐高温涂层的时间大大缩短。同时,采用相同的工艺参数,本发明单位时间内经1次处理获得涂层的厚度至现有技术的1.5倍以上。尤其是采用浸渍涂覆时,本发明的效率和产品质量就尤为明显。
当氧化铝预制体为氧化铝保温毡,其成品密度为1.2 g/cm
作为优选方案,S4中,氧化铝陶瓷粉体的粒度为0.01-10微米。
作为优选方案,S4中,石墨烯的平均粒径为0.02-5微米。
作为优选方案,S4中,溶剂选自水、乙醇、丙酮中的至少一种。
作为优选方案,S4中,分散剂选自丙烯酸类树脂、聚氨酯树脂乳液、聚羧酸基共聚物中的至少一种中的至少一种。
作为优选方案,S4中,纤维素衍生物、丙烯酸类树脂、聚醋酸乙烯酯、聚乙二醇中的至少一种。
作为优选方案,S4中,造孔剂选自炭黑、淀粉中的至少一种。
作为优选方案,S4中,氧化铝陶瓷粉体、石墨烯、溶剂、分散剂、粘接剂、造孔剂的质量比为20~70%:0.5~5%:20~60%:0.1~5%:1~10%:0~5%。
当所述氧化铝预制体为氧化铝棉,所述氧化铝棉密度为0.8g/cm
本发明取得了以下有益效果:
1、本发明采用聚乙烯亚胺(PEI)或聚醋酸乙烯酯(PVA)或聚乙二醇(PEG)或聚甲基丙烯酸甲酯和pH 3~5或9~10的蒸馏水冲对氧化铝预制体进行预处理,使得氧化铝预制体均匀稳定的带上电荷;通过调整高温涂层浆料的pH值;使得氧化铝预制体和陶瓷浆料之间形成了一层均匀的Zeta电位,Zeta电位会使得浆料中的陶瓷颗粒均匀快速的分布于每根纤维的表面,且结合力很强,根据实验结果,采用此方法制备的涂层一次浸渍烧结就获得200nm厚(见图1),而不采用这方法浸渍3-4次后涂层厚度为50nm,且不均匀;
2、此发明可以在氧化铝预制体上制备所有种类的纳米涂层,本发明主要制备了抗高温燃气冲刷的涂层;
3、此发明中的高温涂料可以直接涂敷在氧化铝纤维布、氧化铝纤维毡、氧化铝编织带和氧化铝套管上,作为氧化铝预制体的耐高温基体,而不需要进一步浸渍氧化铝浆料和烧结,这样大大缩短和简化了生产周期,降低了产品的生产费用,保留了氧化铝预制体良好的可成型性,使其可加工成任何定制尺寸的防护外套;
4、经过耐高温涂层处理后的氧化铝预制体,提高了氧化铝纤维的强度和耐高温性能,从而进一步提高复合材料的烧结温度,最终提高复合材料的强度、韧性和耐高温性。
5、本发明浆料中加了0.1~0.3μm的活性α-Al
6、本发明通过采用Zeta电位在氧化铝预制体上制备高温涂层,高温涂层均匀,具有优异的强度和韧性,在烧结过程中挥发形成微孔或弱界面,当复合材料基体受到外部载荷时,通过复合材料基体裂纹沿着界面扩展和氧化铝纤维的拔出、桥联机制,充分发挥氧化铝纤维增强增韧的作用,从而实现氧化铝基体复合材料韧性的大幅度提高。
7、本发明由于氧化铝纤维经过高温涂层制备后耐高温性增强,从而使耐高温性能得到进一步提高,其耐冲刷的最高温度可以达到2200℃及以上。
8、本发明通过氧化铝纤维的预处理、高温涂层和浆料的制备,可获得耐高温燃气冲刷、隔热、保温的高性能氧化铝制品,同时可以获得大小分布均匀的多微孔、高致密度、弱界面、高强度、高韧性和耐高温的高性能氧化铝基体复合材料。
附图说明
图1为本发明所用氧化铝套管的实物图;
图2为本发明所用氧化铝编织带的实物图;
图3为本发明所用氧化铝纤维布的实物图;
图4为本发明所用氧化铝编织绳的实物图;
图5为本发明所用氧化铝缝纫线的实物图;
图6为本发明所用氧化铝毡的实物图。
图7为本发明所制备的氧化铝毡的实物图。
图8为本发明所制备的带高温涂层的氧化铝微观形貌图。
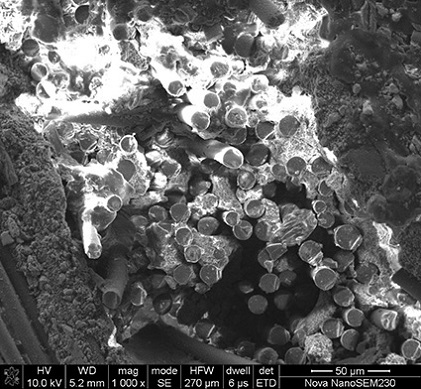
图9为本发明实施例1所得产品的微观形貌图。
具体实施方式
下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
实施例1
S1.氧化铝预制体的制备:
根据需求制备带有孔隙的氧化铝预制体;所述氧化铝预制体为氧化铝棉,所述氧化铝棉密度为0.8g/cm
S2.制备耐高温涂料的浆料:
将陶瓷粉体、溶剂、分散剂、粘接剂按比例置于球磨罐中球磨混合均匀,然后加入氨水将pH值调至7~9,搅拌均匀,制得氧化铝纤维耐高温涂层浆料;
所述陶瓷粉体为α-Al
所述溶剂为去离子水。
所述分散剂为丙烯酸类树脂。
所述粘接剂为丙烯酸类树脂。
S2中,陶瓷粉体、溶剂、分散剂、粘接剂的质量比为60:33:2:5。
S3.制备氧化铝预制体耐高温涂层:
将上述S1氧化铝预制体浸泡在改性剂中,浸泡30min,浸泡完成后,用pH为9~10的水溶液冲洗,得到改性后坯体;然后将改性后的坯体浸入S2所得浆料中真空浸渍30min,浸渍压力0.1Pa(浸泡次数为1次);在800℃的高温下进行烧结处理;在预制体纤维表面获得200~205nm的均匀高温涂层;所述改性剂由聚乙烯亚胺(PEI)、聚醋酸乙烯酯(PVA)、聚乙二醇(PEG)、聚甲基丙烯酸甲酯、按质量比1:1:1:2组成。改性剂中聚乙烯亚胺(PEI)的质量百分浓度为5%。
S4.制备复合材料坯体:
将氧化铝陶瓷粉体、石墨烯、溶剂、分散剂、粘结剂和造孔剂按比例置于球磨罐中球磨混合均匀,然后加入氨水将pH值调至7~9,搅拌均匀,制得氧化铝基体浆料;
S4中,氧化铝陶瓷粉体的粒度为1微米。
S4中,石墨烯的平均粒径为0.5微米。
S4中,溶剂选为去离子水。
S4中,分散剂为聚氨酯树脂乳液。
S4中,粘接剂为纤维素衍生物。
S4中,造孔剂为淀粉。
S4中,氧化铝陶瓷粉体、石墨烯、溶剂、分散剂、粘接剂、造孔剂的质量比为55:3:31:2:4:5。
将S3所得带有耐高温涂层的氧化铝预制体置于氧化铝基体浆料中进行压力浸渍(压力0.4MPa,浸渍时间60min),然后将氧化铝预制体在模具中抽真空加压,取出后再放置到热压机上进行热压,热压温度为250℃,热压时间为3h,制得复合材料坯体;
S5.低温烧结制备氧化铝基体复合材料:
将所述复合材料坯体置于高温炉中烧结,烧结温度为1100 ℃,保温时间为2 h,制得耐高温增强增韧氧化铝基体复合材料。其性能检测见表1。
表1氧化铝增强基体复合材料性能测试表
应用实施例1.1
采用实施例1所得产品包裹液氮罐;液氮罐输液时,液氮罐外表面结水、结霜现象得到显著缓解。
实施例2
S1.氧化铝预制体的制备:
根据需求制备带有孔隙的氧化铝预制体;所述氧化铝预制体为氧化铝毡,所述氧化铝毡由氧化铝纤维布、氧化铝棉和氧化铝纺织线组成,上下为两层氧化铝纤维厚布、中间为氧化铝棉,所述每股氧化铝纺织线由1000根连续氧化铝纤维组成,所述毡在25~1600℃的导热系数为0.05~0.5W/(m·K)。所述氧化铝毡平均密度为1.2g/cm
S2.制备耐高温涂料的浆料:
将陶瓷粉体、溶剂、分散剂、粘接剂按比例置于球磨罐中球磨混合均匀,然后加入氨水将pH值调至7~9,搅拌均匀,制得氧化铝纤维耐高温涂层浆料;
所述陶瓷粉体为氧化锆、氧化钇。所述陶瓷粉体的粒度为0.01-5微米。
所述溶剂为去离子水。
所述分散剂为丙烯酸类树脂。
所述粘接剂为丙烯酸类树脂。
S2中,陶瓷粉体、溶剂、分散剂、粘接剂的质量比为60:33:2:5。
S3.制备氧化铝预制体耐高温涂层:
将上述S1氧化铝预制体浸泡在改性剂中,浸泡30min,浸泡完成后,用pH为9~10的水溶液冲洗,得到改性后坯体;然后将改性后的坯体浸入S2所得浆料中真空浸渍30min,压力为0.1Pa;在800℃的高温下进行烧结处理;在预制体纤维表面获得50~500nm的均匀高温涂层;所述改性剂由聚乙烯亚胺(PEI)、聚醋酸乙烯酯(PVA)、聚乙二醇(PEG)、聚甲基丙烯酸甲酯按质量比1:1:1:2组成。S3所得产品的性能见表2。
表2氧化铝保温毡材料性能测试表
实施例3
其他条件和实施例1一致;不同之处在于
所述氧化铝预制体为氧化铝纤维布,所述氧化铝布体密度为1.8g/cm
S5所得复合材料的成品密度为2.2 g/cm
实施例4
其他条件和实施例1一致;不同之处在于
所述氧化铝预制体为氧化铝编织带,所述氧化铝编织带体密度为1.85 g/cm
S5所得复合材料的成品密度为1.9 g/cm
实施例5
其他条件和实施例1一致;不同之处在于
所述氧化铝预制体为氧化铝套管,所述氧化铝套管的体密度为1.4g/cm
S5所得复合材料的成品密度为1.6 g/cm
对比例1
其他条件和实施例1一致,不同之处在于:S3中不进行改性,直接进行浸渍,所得产品的力学性能以及耐高温抗冲刷的性能为:S5所得复合材料的成品密度为2.58g/cm
对比例2
其他条件和实施例2一致,不同之处在于:S3中不进行改性,直接进行浸渍,其成品密度为1.1g/cm
对比例3
其他条件和实施例1一致,不同之处在于:S2中陶瓷粉体的粒度为6~10μm;
S5所得复合材料的成品密度为2.63g/cm
对比例4
其他条件和实施例1一致,不同之处在于:S2中陶瓷粉体仅为α-Al
S5所得复合材料的成品密度为2.88g/cm
- 一种氧化铝纤维增强的耐高温抗冲刷保温材料的制备方法
- 一种耐高温增强增韧氧化铝纤维增强氧化铝基体复合材料的制备方法