抗氢钢用烧结焊剂及其制备方法、以及熔敷金属
文献发布时间:2023-06-19 10:18:07
技术领域
本发明属于焊接材料技术领域,具体地说,涉及抗氢钢用烧结焊剂及其制备方法、以及熔敷金属。
背景技术
石化化工工业中大量使用压力容器,这些压力容器普遍存在硫化氢腐蚀问题。在生产中,因湿的硫化氢腐蚀而导致压力容器失效的原因有氢致开裂(HIC)和硫化氢应力腐蚀开裂(SSC)。Q235/345R(HIC)抗氢钢是目前石化压力容器常用的一种钢材。Q235/345R(HIC)抗氢钢及其配套的焊接材料在控制含Mn量的同时,还需严格控制钢材的S、P含量(P≤0.015,S≤0.004),焊缝的S、P的控制量为S≤0.010%,P≤0.020%,且必须具有超低的扩散氢含量、良好的抗氢致开裂(HIC)以及抗硫化氢应力腐蚀开裂(SSC)。这一新钢种(抗氢钢)现已被广泛地使用在压力容器制造上。与抗氢钢配套的抗氢钢焊材作为石化压力容器及管道行业的一大需求焊材,此类产品需求量大,抗氢钢焊材年需求量在500吨以上,且国内品牌少,同类焊材产品的水平参差不齐。
研究发现,抗氢钢金相组织中狭长的晶粒容易发生穿晶断裂,体积小的晶粒会降低氢原子的传播,从而抑制硫化氢腐蚀的发生。一些晶粒的结构缺陷容易增加氢致开裂的敏感性。故晶粒结构对氢致开裂的影响是从根源上解决硫化氢对钢材的腐蚀问题。抗氢钢材料中的合金元素的种类和含量不同,使得材料对硫化氢腐蚀的敏感性差异较大。相关研究发现S、P,以及较多的Mn、Ni等将对抗氢钢焊缝组织不利,因硬度和强度取决于化学成分和晶体结构,钢的强度越高,对氢脆的敏感性越高。S在钢中主要以FeS和MnS的形式存在,其中FeS的危害最大。焊缝凝固时硫偏析以低熔点共晶的形式分布在晶界内,成为焊缝金属中最薄弱的部分。在焊接应力的作用下,易沿这一方向开裂,即热裂纹。其次,随着S含量增高,焊缝金属的抗拉、屈服、冲击吸收能量及抗裂性均呈下降趋势。H在焊接过程中的危害主要表现为氢致气孔、氢白点、氢脆及冷裂纹,都将导致焊后氢致开裂的可能。而焊缝中O的存在,对硫化氢腐蚀有很大的影响。研究表明,氧可以加快硫化氢对金属的腐蚀速率,若介质中有氧的存在,硫化氢对金属的腐蚀速率会急剧增加,且很快产生点蚀。
作为石化化工行业中被广泛使用的抗氢钢材料,大多工作于腐蚀性较大的介质环境中,因而与抗氢钢配套的焊材也必须与母材具有相匹配的特点。
发明内容
因此,本发明的第一目的在于,提供一种抗氢钢用烧结焊剂,该焊剂通过控制原材料中S、P的来源和Mn、Ni的含量,设计合理的熔渣渣系,研发出一种氧化性较低的焊剂,容易焊接抗氢钢母材,焊接时电弧保护良好,有效隔绝空气中[O]、[N]、[H],并通过特殊的熔渣设计有效脱硫、脱氢、脱氧,得到与抗氢钢相匹配的优质焊缝。该焊剂配合专用焊丝焊接母材进行合金过渡,能够解决抗氢钢研发技术中的难点,既能使焊后的焊缝金属具有与所用Q235/345R(HIC)本体相近的强度,熔敷金属具有低S、低P、超低氢、高韧性、良好的抗腐蚀性、低裂纹敏感性等优良性能。
本发明的第二目的在于,提供一种抗氢钢用烧结焊剂的制备方法。
本发明的第三目的在于,提供了一种熔敷金属。
具体内容如下:
第一,本发明提供了一种抗氢钢用烧结焊剂,各组分按重量百分比计,包括菱镁矿25~38%、白刚玉21~30%、硅灰石1.5~3%、熔炼焊剂熔渣6~9.8%、碱性氟化物33.4~40%、稀土0.05~0.2%。
在本发明的焊剂中,
(菱镁矿25~38%)
本发明所采用的菱镁矿经特定方法提纯后,使其具有超低的S、P。菱镁矿作为造渣剂,对熔渣和焊缝成形非常重要。但因熔点较高,焊接时熔渣粘度急剧增大、熔渣由长渣变短渣、熔渣熔化温度和凝固温度提高,抑制渣的流动性而使得焊缝成形变差,摊开性不好,焊道中央凸起,熔渣变硬,脱渣困难,故菱镁矿必须与含有酸性氧化物(白刚玉)一同加入,能够有效地控制熔渣流动性。本发明将菱镁矿的加入量控制在25~38%。
(白刚玉21~30%)
白刚玉是两性氧化物,其主要成分为三氧化二铝(Al
(硅灰石1.5~3.0%)
硅灰石是钙的硅酸盐,其微观晶粒通常呈针状或纤维状白色粉末,其中CaO约占48.3%,SiO
(熔炼焊剂熔渣6~9.8%)
熔炼焊剂熔渣为熔炼焊剂焊接后回收的焊渣。熔炼焊剂在生产时熔炉的温度高至1250~1350℃,使得原料成熔融状,原料能够在接近熔池的温度下充分反应,生产的熔炼焊剂通常为玻璃状。因其特殊的熔融方式,焊接后形成的熔渣,仍保持其原有的玻璃状。在本发明的烧结焊剂中加入熔炼焊剂熔渣,能够使熔池的反应更加充分,焊缝表面光泽度良好,焊缝宽度增加,且焊丝的熔化量也相应增加,从而提高焊接效率。由于熔炼焊剂焊接后熔渣内仍含有大量MnO、SiO
Mn+Fe=FeO+Mn,
SiO
CaF
可以为焊缝金属过渡合金,补充焊丝中合金的不足以及避免焊接时合金出现烧损。同时,还原的Mn、Si在熔池中起到脱氧、脱硫的作用,能够有效地减少焊缝中S、O的含量。
(碱性氟化物33.4~40%)
碱性氟化物是降低焊缝扩散氢的主要材料,可增加焊剂的碱性,提高焊缝的韧性,有效降低熔渣高温粘度,改善熔渣流动性;碱性氟化物容易电离,电离产生的F-,可提高电弧导电性,降低电弧气氛中氢的分压和熔敷金属中氧的含量,有利于提高焊缝金属的低温冲击韧性。本发明将碱性氟化物的添加量控制于33.4~40%,能起到稳定电弧的作用,添加量超过40%则会导致电弧不稳。
(稀土0.05~0.2%)
稀土作为活性剂,对焊缝金属有较好的净化作用,能改善焊缝组织和细化晶粒,改变夹杂物的形态、大小和分布,具有脱氧、脱氢、脱硫的作用,能降低焊缝金属中的有害元素含量,提高焊缝金属低温冲击韧性。本发明将稀土的添加量控制在0.05~0.2%。
第二,本发明提供了一种抗氢钢用烧结焊剂的制备方法,包括如下步骤:
S1 将烧结焊剂的各组分混合均匀,再加入粘接剂搅拌均匀并造粒,得到物料;
S2 将物料烘烤处理;
S3 将烘烤后的物料进行筛除处理;
S4 将筛除后的合格物料经高温烧结处理,并进行二次筛除,得到烧结焊剂。
第三,本发明提供了一种熔敷金属,是由抗氢钢用烧结焊剂配合抗氢钢埋弧焊丝经焊接得到;所述熔敷金属的化学组分,按重量百分比计,包括:
0<C≤0.19%、1.0%≤Mn≤1.6%、0.2%≤Si≤0.60%、S≤0.010%、P≤0.010%、0<Ni≤0.30%、0<Cu≤0.20%、余量为Fe以及不可避免的杂质;所述熔敷金属的扩散氢含量为1.2~2.5mL/100g。
本发明的有益效果表现在:
(1)本发明的焊剂,严格控制原材料中S、P有害元素的来源和熔敷金属中Mn、Ni含量,设计合理的熔渣体系,得到一种氧化性较低的焊剂。
(2)本发明的焊剂,容易焊接抗氢钢母材,焊接时电弧保护良好,有效隔绝空气中[O]、[N]、[H],并通过特殊的熔渣设计有效脱硫、脱氢、脱氧,得到与抗氢钢相匹配的优质焊缝。
(3)本发明的焊剂,配合专用焊丝焊接母材进行合金过渡,使得焊接后的焊缝金属具有与所用Q235/345R(HIC)本体相近的强度,熔敷金属具有低S、低P、超低氢、高韧性、良好的抗腐蚀性、低裂纹敏感性等优良性能。
附图说明
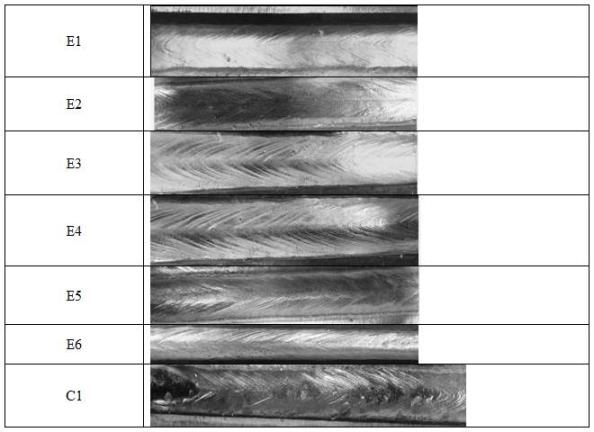
图1为各样品的焊接试验结果图。
附图标记:E表示实施例,C表示对比例。
注:附图是原图经灰度处理得到的结果图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
第一,本发明提供了一种抗氢钢用烧结焊剂,各组分按重量百分比计,包括菱镁矿25~38%、白刚玉21~30%、硅灰石1.5~3.0%、熔炼焊剂熔渣6~9.8%、碱性氟化物33.4~40%、稀土0.05~0.2%。
优选地,各组分按重量百分比计,包括菱镁矿25.7%、白刚玉30%、硅灰石3%、熔炼焊剂熔渣7.8%、碱性氟化物33.4%、稀土0.1%。
优选地,各组分按重量百分比计,包括菱镁矿34%、白刚玉22%、硅灰石2.6%、熔炼焊剂熔渣7.3%、碱性氟化物34%、稀土0.1%。
优选地,各组分按重量百分比计,包括菱镁矿27%、白刚玉25%、硅灰石2%、熔炼焊剂熔渣9.80%、碱性氟化物36%、稀土0.2%。
优选地,各组分按重量百分比计,包括菱镁矿28.5%、白刚玉23%、硅灰石1.8%、熔炼焊剂熔渣8.65%、碱性氟化物38%、稀土0.05%。
优选地,各组分按重量百分比计,包括菱镁矿25%、白刚玉27%、硅灰石1.5%、熔炼焊剂熔渣6.3%、碱性氟化物40%、稀土0.2%。
优选地,各组分按重量百分比计,包括菱镁矿38%、白刚玉21%、硅灰石1.5%、熔炼焊剂熔渣6.0%、碱性氟化物33.4%、稀土0.1%。
第二,本发明提供了一种抗氢钢用烧结焊剂的制备方法,包括如下步骤:
S1将烧结焊剂的各组分混合均匀,再加入粘接剂搅拌均匀并造粒,得到物料;
S2 将物料烘烤处理;
S3 将烘烤后的物料进行筛除处理;
S4 将筛除后的合格物料经高温烧结处理,并进行二次筛除,筛除较细颗粒,得到烧结焊剂。
本发明中,S1中,粘接剂为3.1模钾钠水玻璃。
本发明中,S1中,粘接剂的添加量为焊剂总重的18~21%。
本发明中,S2中,烘烤的工艺为,物料于200~230℃低温烘烤40min。
本发明中,S3中,筛除工艺为,采用8目和40目筛网筛除(8~40)目之外的颗粒。
本发明中,高温烧结的工艺为,于780~810℃高温烧结40min。
本发明中,焊剂的粒度为8~40目。
当焊剂的颗粒度太大,覆盖后焊剂颗粒间隙过大,对电弧氛围的保护不够容易受空气的影响,故选8目筛网,筛除大颗粒的焊剂;颗粒度太小,或者细粉过多,焊接时透气性不好,焊接时产生的气体不易排出,容易产生压坑等缺陷,故选择40目筛网来筛除细粉。
第三,本发明提供了一种熔敷金属,是由抗氢钢用烧结焊剂配合抗氢钢埋弧焊丝经焊接得到;所述熔敷金属的化学组分,按重量百分比计,包括:
C≤0.19%且不包含0%、Mn1.0~1.6%、Si0.2~0.60%、S≤0.010%且不包含0%、P≤0.010%且不包含0%、Ni≤0.30%且不包含0%、Cu≤0.20%且不包含0%、余量为Fe以及不可避免的杂质。
第四,本发明提供了一种熔敷金属,是由抗氢钢用烧结焊剂配合抗氢钢埋弧焊丝经焊接得到;所述熔敷金属的扩散氢含量为1.2~2.5mL/100g。
<实施例>
实施例1
一种抗氢钢用烧结焊剂,各组分的重量配比见表1。
其制备方法为,按比例称取焊剂的各组分,将各组分原料置于混合器内,搅拌混合均匀后得到粉料,加入波美浓度为38°Bé的3.1模钾钠水玻璃搅拌混合,钾钠水玻璃加入量约占粉料总重的18%。同时将粉料混合形成颗粒,造粒,再经200~230℃低温烘烤40min,低温烘烤后,采用筛网筛除(8~40)目之外的颗粒,再进行780~810℃高温烧结40min、进行再次筛分,选用40目筛除细粉,得到碱度为2.7的焊剂1号。
实施例2
一种抗氢钢用烧结焊剂,各组分的重量配比见表1。
其制备方法为,按比例称取焊剂的各组分,将各组分原料置于混合器内,搅拌混合均匀后得到粉料,加入波美浓度为41°Bé的3.1模钾钠水玻璃搅拌混合,钾钠水玻璃加入量约占粉料总重的20%。同时将粉料混合形成颗粒,造粒,再经200~230℃低温烘烤40min,低温烘烤后,采用筛网筛除(8~40)目之外的颗粒,再进行780~810℃高温烧结40min、进行再次筛分,选用40目筛除细粉,得到碱度为3.0的焊剂2号。
实施例3
一种抗氢钢用烧结焊剂,各组分的重量配比见表1。
其制备方法为,按比例称取焊剂的各组分,将各组分原料置于混合器内,搅拌混合均匀后得到粉料,加入波美浓度为39°Bé的3.1模钾钠水玻璃搅拌混合,钾钠水玻璃加入量约占粉料总重的21%。同时将粉料混合形成颗粒,造粒,再经200~230℃低温烘烤40min,低温烘烤后,采用筛网筛除(8~40)目之外的颗粒,再进行780~810℃高温烧结40min、进行再次筛分,选用40目筛除细粉,得到碱度为3.0的焊剂3号。
实施例4
一种抗氢钢用烧结焊剂,各组分的重量配比见表1。
其制备方法为,按比例称取焊剂的各组分,将各组分原料置于混合器内,搅拌混合均匀后得到粉料,加入波美浓度为42°Bé42%的3.1模钾钠水玻璃搅拌混合,钾钠水玻璃加入量约占粉料总重的19%。同时将粉料混合形成颗粒,造粒,再经200~230℃低温烘烤40min,低温烘烤后,采用筛网筛除(8~40)目之外的颗粒,再进行780~810℃高温烧结40min、进行再次筛分,选用40目筛除细粉,得到碱度为2.8的焊剂4号。
实施例5
一种抗氢钢用烧结焊剂,各组分的重量配比见表1。
其制备方法为,按比例称取焊剂的各组分,将各组分原料置于混合器内,搅拌混合均匀后得到粉料,加入波美浓度为40°Bé的3.1模钾钠水玻璃搅拌混合,钾钠水玻璃加入量约占粉料总重的21%。同时将粉料混合形成颗粒,造粒,再经200~230℃低温烘烤40min,低温烘烤后,采用筛网筛除(8~40)目之外的颗粒,再进行780~810℃高温烧结40min、进行再次筛分,选用40目筛除细粉,得到碱度为2.9的焊剂5号。
实施例6
一种抗氢钢用烧结焊剂,各组分的重量配比见表1。
其制备方法为,按比例称取焊剂的各组分,将各组分原料置于混合器内,搅拌混合均匀后得到粉料,加入波美浓度为38°Bé的3.1模钾钠水玻璃搅拌混合,钾钠水玻璃加入量约占粉料总重的18%。同时将粉料混合形成颗粒,造粒,再经200~230℃低温烘烤40min,低温烘烤后,采用筛网筛除(8~40)目之外的颗粒,再进行780~810℃高温烧结40min、进行再次筛分,选用40目筛除细粉,得到碱度为3.0的焊剂6号。
<对比例>
对比例1
一种抗氢钢用烧结焊剂,各组分的重量配比见表1。
其制备方法为,按比例称取焊剂的各组分,将各组分原料置于混合器内,搅拌混合均匀后得到粉料,加入波美浓度为39°Bé的3.1模钾钠水玻璃搅拌混合,钾钠水玻璃加入量约占粉料总重的20%。同时将粉料混合形成颗粒,造粒,再经200~230℃低温烘烤40min,低温烘烤后,采用筛网筛除(8~40)目之外的颗粒,再进行780~810℃高温烧结40min、进行再次筛分,选用40目筛除细粉,得到碱度为2.9的对比焊剂。
表1 焊剂各组分配比表(按质量百分比计,%)
(实施例用E表示,对比例用C表示)
<试验例>
以25mm厚的Q345普通钢板为试验钢板,采用抗氢钢专用焊条堆边。以实施例中的焊剂1-6号以及对比例中的对比焊剂为试验样品,配合抗氢钢专用埋弧焊丝XY-S50SHA进行焊接试验。专用焊丝的具体组分为,按重量百分比计,C 0.098%、Mn 1.38%、Si 0.20%、S0.003%、P 0.005%、Cr 0.06%、Ni 0.02%、Mo 0.053%、Cu 0.06%,余量为Fe及不可避免的杂质。
焊接试验结果如图1所示。
焊接试验表明,采用焊剂1-6号焊接时,焊接工艺优良,脱渣容易,焊缝成型美观、直线度良好,无压坑、夹渣、气孔、裂纹等缺陷。
采用对比焊剂焊接时,工艺不佳。这是由于菱镁矿含量较多,渣壳的硬度较大,焊道表面波纹粗大,脱渣变差,母材一侧有粘渣;在坡口中焊接,焊渣不易敲碎容易卡在坡口中,操作困难焊接效率低;白刚玉含量较低,导致焊缝金属浸润性差,焊道过渡不圆润,容易出现夹杂和未熔合;硅灰石含量低,熔渣渣壳过薄,对焊缝金属保护欠佳;锰合金含量低,焊缝强度不能达到设计要求,脱S不足,熔敷金属S含量增加;碱性氧化物过高,[HF]分压过大,造成电弧不稳和焊缝表面大压坑,电弧环境空气容易侵入,造成[H][O][N]的增加,抗氢诱导裂纹(R-HIC)试验裂纹明显,抗硫化物应力腐蚀(SSC)试验不合格,且焊道内压坑很多,从而影响使用。
同时对焊缝进行检测,进行熔敷金属的化学成分以及力学性能的测定,试验结果如表2和表3所示。
表2 熔敷金属化学成分测定结果(质量分数,%)
表3 熔敷金属力学性能测定结果
注:表3中,抗拉强度是指焊接接头的抗拉强度,R-HIC和SSC是指焊缝接头的抗氢致裂纹和抗硫化物应力腐蚀试验。
由表2和表3可知,在实施例中的6组焊接实验中,焊接时电弧稳定、脱渣性好,焊缝性能稳定,S、P、杂质含量、扩散氢含量低,同时具有良好的抗氢致裂纹和抗硫化物应力腐蚀能力。
综上所述,本发明的焊剂焊接后的焊缝具有与Q235/345R(HIC)抗氢钢本体相近的低S、P,扩散氢含量低,具有良好的抗氢致裂纹及抗硫化氢应力腐蚀等特点;适用于抗氢钢生产环境中焊接,得到焊缝成形美观,夹渣、压坑、气孔等缺陷的焊缝金属。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 抗氢钢用烧结焊剂及其制备方法、以及熔敷金属
- 抗氢钢用烧结焊剂及其制备方法、以及熔敷金属