一种细长硬脆薄壁管件内孔柔性气动涨紧夹具及工作方法
文献发布时间:2023-06-19 10:25:58
技术领域
本发明属于复合材料加工技术领域,涉及一种细长硬脆薄壁管件内孔柔性气动涨紧夹具及工作方法。
背景技术
诸如细长硬脆陶瓷类或陶瓷基复合材料薄壁管件在航空航天和核电站等高端装备中具有重要的应用,然而此类管件多具有细长、薄壁结构等特征和材料硬脆难加工等问题,成为制约其应用中亟待解决的难题。特别是采用SiC
专利CN106624010A公开了一种细长薄壁管型工件的辅助工装,该工装中间装有芯轴,靠端部锥形套固定,芯轴对管件起支撑作用;但是芯轴需要从管件中取出或放入,所以芯轴仅能起到支撑作用无法起到固定作用。并且其针对的是塑性较强的细长薄壁管材的辅助工装或加工方法,然而目前针对内孔壁粗糙的细长硬脆薄壁管件外圆表面加工夹具和加工方法没有相关的文献记载。
发明内容
为解决现有技术存在的上述问题,本发明提出一种细长硬脆薄壁管件内孔柔性气动涨紧夹具及工作方法。该柔性气动涨紧夹具用以夹持细长硬脆薄壁管件,再采用两个对称布置的薄壁砂轮磨头,与被加工细长硬脆薄壁管件形成两个对称的点接触进行磨削,以此保证加工切削力小、且加工径向力能够相互抵消、避免磨削力过大导致工件折断。
为了实现上述目的,本发明采用的技术方案如下:一种细长硬脆薄壁管件内孔柔性气动涨紧夹具,所述管件采用支撑结构后对外壁进行加工,所述支撑结构采用柔性支撑充气结构,所述柔性支撑充气结构包含设置在管件中的中空芯轴、环形柔性套圈和气门芯,中空芯轴设有轴向等间距的、周向均布的和与中心孔连通的径向小孔,在中空芯轴的径向小孔处紧套有环形柔性套圈,环形柔性套圈的宽度为径向小孔直径的1-5倍或以上,管件的内径比环形柔性套圈的外径大0.10-1.50mm。把安装好环形柔性套圈的中空芯轴设置于管件的内孔中,一端依次设有气门端密封圈、与管件螺纹连接的气门端压紧套和气门端锁紧螺母,另一端依次设有丝堵端密封圈、与管件螺纹连接的丝堵端压紧套和丝堵端锁紧螺母;在气门端压紧套的气门芯孔中依次设有气门芯密封圈、气门芯支撑套和气门芯,在丝堵端压紧套的丝堵孔中设有丝堵。
所述环形柔性套圈的厚度为0.1-2mm,采用软质弹性材料制作。
所述的一种细长硬脆薄壁管件内孔柔性气动涨紧夹具的工作方法:
a、将气门芯与外接气源连接,通入压缩气体,压缩气体通过气门芯进入中空芯轴的中心孔和径向小孔,将所有环形柔性套圈径向撑开并夹紧管件;
b、把夹紧管件的柔性气动涨紧夹具安装在磨床上;
c、采用两个对称布置的磨头,磨头主轴上装有用两个夹盘夹装的薄壁砂轮,两个薄壁砂轮与管件形成两个对称点接触,接触宽度为0.5-5mm,两个薄壁砂轮按相同的转速、轴向进给速度和径向磨深的工艺参数,同步磨削管件的外圆表面。
所述薄壁砂轮为金刚石或CBN砂轮。
本发明的有益效果是:该柔性气动涨紧夹具采用中空芯轴上设置相通的中心孔和径向小孔,径向小孔外周设置环形柔性套圈。中空芯轴的一端通过丝堵密封中心孔,另一端通过气门芯连通中心孔,通过安装间隔的柔性橡胶类套圈,能够解决粗糙的内孔表面夹持定位均一性问题,提高管件支承刚度,均化误差,保证同轴度,同时分段式柔性橡胶类套圈能够避免整体式橡胶套在工件内壁粗糙表面压力条件下被破坏漏气,导致整个管件相对芯轴的同轴度位置发生随机变化。此外柔性橡胶类套圈能够减缓粗糙表面尖点在夹持过程中的应力集中,防止管件脆裂损伤。
加工时采用两个对称布置的薄壁砂轮磨头,同步点磨削方式加工,能够减小磨削面积,降低磨削力,减少加工损伤。同时使得加工径向力能够相互抵消,控制工件的直线度、同轴度误差在合理范围内,显著降低细长硬脆薄壁管件加工过程中弯曲、颤振等影响加工质量的问题,避免工件因径向力的作用而发生断裂。该方法实现了内孔壁粗糙的细长硬脆薄壁管件外圆表面的低损伤精密高效加工。
附图说明
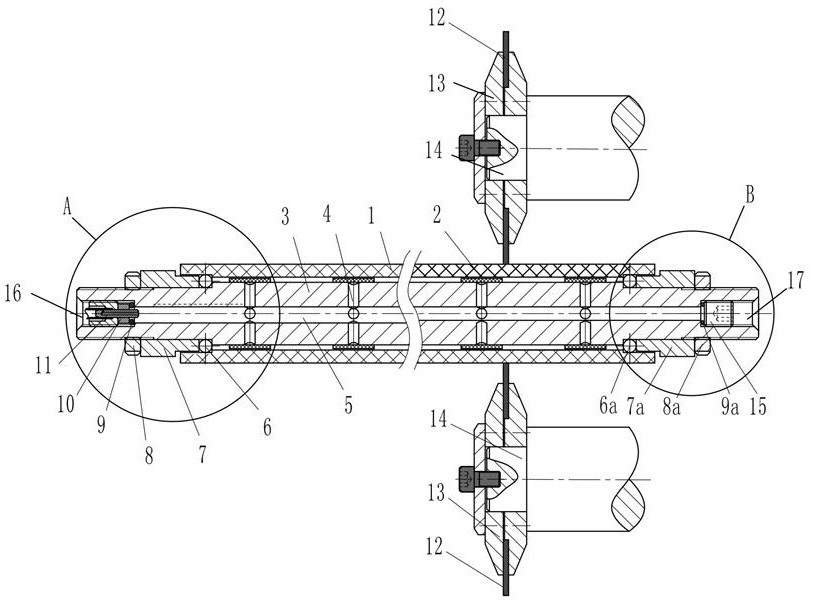
图1是一种细长硬脆薄壁管件内孔柔性气动涨紧夹具的结构图。
图2是图1中A的放大图。
图3是图1中B的放大图。
图中:1、管件,2、环形柔性套圈,3、中空芯轴,4、径向小孔,5、中心孔,6、气门端密封圈,6a、丝堵端密封圈,7、气门端压紧套,7a、丝堵端压紧套,8、气门端锁紧螺母,8a、丝堵端锁紧螺母,9、气门芯密封圈,9a、丝堵密封圈,10、气门芯支撑套,11、气门芯(自行车或汽车用),12、薄壁砂轮,13、夹盘,14、磨头主轴,15、丝堵,16、气门芯孔,16a、气门芯孔內端面,17、丝堵孔,17a、丝堵孔內端面。
具体实施方式
以下结合技术方案和附图对本发明作详细描述。
对陶瓷基复合材料的管件外圆表面进行加工,其中管件全长为1000-2000mm、外径为12mm、内径为10mm,要求加工后管件内外表面同轴度误差小于0.1mm。
图1、2、3示出了一种细长硬脆薄壁管件内孔柔性气动涨紧夹具的结构图。这种柔性气动涨紧夹具夹持管件1,采用两个对称布置的薄壁砂轮12,以近似点磨削的方式同步磨削管件1外圆表面。该柔性气动涨紧夹具是一种与管件1的内孔断续接触的柔性气动涨紧夹具,在直径小于被加工管件1孔径的中空芯轴3上,间隔加工有沿周向均布的四个径向小孔4,间隔尺寸和数量依据管长和内腔粗糙表面质量优劣进行优选。
周向均布的四个径向小孔4与中空芯轴3上的中心孔5相通,在对应每个径向小孔4的中空芯轴3表面套装环形柔性套圈2,环形柔性套圈2套装在中空芯轴3后的外径尺寸略小于管件1的孔径。环形柔性套圈2的厚度为0.1-2mm、宽度为径向小孔4直径的1-5倍,采用可涨开和拉伸的软质弹性材料。
柔性气动涨紧夹具的使用操作步骤为:将多个环形柔性套圈2套在中空芯轴3上,并分别盖住中空芯轴3上沿轴向分布加工的径向小孔4;将管件1套在中空芯轴3上,丝堵端按顺序装入丝堵端密封圈6a和与管件1螺纹连接的丝堵端压紧套7a,并用丝堵端锁紧螺母8a锁紧,将丝堵端密封圈6a与管件1的内壁面紧密贴合并密封管件1的内孔,同时丝堵孔17内通过丝堵密封圈9a和丝堵15密封中心孔5;气门端按顺序装入气门端密封圈6和与管件1螺纹连接的气门端压紧套7,并用气门端锁紧螺母8锁紧,将气门端密封圈6与管件1的内壁面紧密贴合并密封管件1的内孔。在气门端的气门芯孔16内设有气门芯密封圈9, 采用螺纹连接装有气门芯支撑套10和气门芯11,气门芯11与外接气源连接通入压缩气体,压缩气体通过气门芯11进入中空芯轴3的中心孔5和各径向小孔4,将中空芯轴3上的环形柔性套圈2径向涨开并夹紧管件1。
采用两个对称布置的砂轮,磨头主轴14上装有用两个夹盘13夹装薄壁砂轮12,薄壁砂轮12与管件1形成两个对称点接触,薄壁砂轮12按相同的转速、轴向进给速度和磨深等工艺参数,同步磨削管件1的外圆表面。薄壁砂轮12为金刚石砂轮,薄壁砂轮12与管件1接触的工作部位宽度为0.2-5mm。磨削时砂轮转速选择为2000-6000r/min,轴向进给速度为50-200mm/min,径向磨深为0.01-0.05mm,管件1的转速为30-150r/min。
细长管件采用上述夹具装夹和磨削加工,加工得到的陶瓷基复合材料细长管件表面无裂纹,表面粗糙度小于1.6μm,同轴度误差控制在0.05mm,说明该加工方法可获得满足设计要求的高精度陶瓷基复合材料细长薄壁管件。
- 一种细长硬脆薄壁管件内孔柔性气动涨紧夹具及工作方法
- 一种内涨紧装置、内涨紧夹具及机床